
Fターム[3E094GA12]の内容
基本的包装技術−容器の閉鎖 (6,223) | 制御又は検査 (601) | 電気的制御 (139)
Fターム[3E094GA12]の下位に属するFターム
マイコン利用 (74)
Fターム[3E094GA12]に分類される特許
1 - 20 / 65
包装機におけるシール用ロール圧着装置
【課題】包装材を圧着する圧力が調整可能で、且つ包装材のセンターシールの包装不良の検出を行うことを可能にする包装機におけるシール用ロール圧着装置を提供する。
【解決手段】包装材にシールを施すべき部分を挟んで二つの圧着ローラ31,32が対向配置される。サーボモータ33は、運動変換機構であるリンク57を介して、一方の圧着ローラ31を開閉駆動する。他方の圧着ローラ32は、第2ローラ支持体としての固定フレーム50に回転自在に支持されている。包装材の移送に伴って、圧着ローラ31,32は、制御部により駆動されるサーボモータ33によって開閉動作がされる。圧着ローラ31,32の閉じ動作中に、サーボモータ33における回転量の変動又はトルクの変動に基づいて、圧着ローラ31,32間の隙間が拡大することを検出することによって、圧着ローラ31,32間における異物の噛込み又は包装材の異常が検出される。
(もっと読む)
袋包装体のテープ結束装置

【課題】テープ結束された袋包装体を製造する製造モードと、テープ結束されていない袋包装体を製造する製造モードとの選択を可能にし、高速運転が可能な袋包装体のテープ結束装置を提供する。
【解決手段】通常作動時には、搬送手段は連続して供給される袋包装体を二つの搬送部分で互いに逆の位相で交互に搬送する。搬送手段による交互搬送を解消して同相状態で停止させるには、先ず電磁クラッチ104をオフにして両カムシャフト部分103a,103bを分離し、サーボモータ102によって直接には回転駆動されない方のカムシャフト部分103a(一方の搬送部分)を停止位置で電磁ブレーキ112を作動させて停止・ロックさせる。その後、サーボモータ102によってカムシャフト部分103bを回転させ(他方の搬送部分を動作させる)、停止・ロックされているカムシャフト部分103aと同相になった状態でサーボモータ102を停止する。
(もっと読む)
封緘装置
【課題】封筒の傾行を解決可能な封筒供給装置及び封緘装置を提供する。
【解決手段】複数の封筒が載置される載置台と、前記載置台上に載置された封筒を下流側へ搬送する搬送ローラ31と、搬送方向と直交する搬送幅方向に間隔をおいて複数設けられ、個々独立したばね37により搬送ローラ31側に付勢されるとともに、搬送ローラ31に対し個別に近接離間する捌きローラ32と、各ばね37の付勢力を捌きローラ32毎に調整する捌き圧調整手段40とを備えた。
(もっと読む)
被シール体位置修正装置およびシールシステム
【課題】被シール体の開口部を所定のシール位置へ高精度に配置できる。
【解決手段】被シール体の開口部の位置を修正するための被シール体位置修正装置であって、開口部の左右側をそれぞれ把持する第1、第2把持部と、第1把持部を駆動する第1駆動部と、第1駆動部を制御する第1制御部と、第2把持部を駆動する第2駆動部と、第2駆動部を制御する第2制御部と開口部の第1先端位置を検知する第1先端検知部と、開口部の第2先端位置を検知する第2先端検知部と、開口部を把持した状態で、第1、第2把持部の間隔を広げるように把持部移動機構を制御するための、および第1先端位置が第1先端検知部で検知されるタイミングと、第2先端位置が第2先端検知部で検知されるタイミングとの差を判断し、当該判断結果で当該差がなくなるまたは略なくなるまで当該第1、第2制御部によるそれぞれの駆動制御を実行させるための主制御部とを有する。
(もっと読む)
熱融着装置及び熱融着方法
【課題】高速動作する包装機や速度可変の包装機にも対応可能な熱融着装置を提供する。
【解決手段】本実施形態に係る熱融着装置1は、発熱体12,22が設置された上側シール部材10と下側シール部材20とを備え、製品が入れられた包装袋の口を上側シール部材10と下側シール部材20との間に挟んで熱融着によりシールする熱融着装置1において、発熱体12,22の温度を測定する温度センサー15,25と、シールが良好に行われるように発熱体12,22の温度毎の発熱体への印加電圧を予め設定した電圧設定テーブルを記憶しておくメモリを有する制御器30であって、発熱体12,22への電圧印加時に、電圧設定テーブルを参照して電圧印加開始時の温度センサー15,25の測定温度に対応した電圧を発熱体12,22に印加するように制御する制御器30と、を備える。
(もっと読む)
製袋充填機におけるシール温度制御装置
【課題】シール体の温度を目標シール温度付近で安定させるための設定を、極めて簡単に自動設定する。
【解決手段】製袋充填機は、シール体24,30による目標シール温度を包装品種ごとに設定する設定手段40と、シール体24,30の温度を検出する温度検出手段28,36と、シール体24,30の温度が、温度検出手段28,36により検出された温度に基づき、適正シール温度内になるように、ヒータ26,34で該シール体24,30を加熱する温度調節手段38を備えている。制御手段42は、フィルム14の搬送状況に応じて、温度調節手段38によって、温度検出手段28,36で検出しサンプリングした温度が包装品種ごとに設定された目標シール温度に対応した適正シール温度の範囲内になるように温度制御信号を生成して、シール体24,30を加熱する温度補正運転モードを備えている。
(もっと読む)
封緘装置
【課題】テープ糊等の封緘剤の使用量を節約し、ランニングコストの抑制が可能な封緘装置の提供を目的とする。
【解決手段】封緘装置は使用者が、封筒10の開口辺に沿う幅方向について、封緘剤の塗布位置の略全幅範囲に封緘剤を塗布する場合と、前記塗布位置の全幅範囲から間引いて封緘剤を塗布する場合とのいずれかを選択手段65により選択可能に構成し、制御部は、選択手段65の選択に基づいて、前記塗布位置の略全幅範囲または全幅範囲から間引いた範囲に封緘剤を塗布するよう制御するものである。
(もっと読む)
封筒封緘装置及び封筒封緘方法
【課題】簡易な構成で、かつ、作業者による確認調整等の作業を必要とせず、複数サイズ及び複数種類の封筒の封緘が可能な封筒封緘装置等を提供する。
【解決手段】フラップ部を先頭に載置して封筒20を搬送する搬送手段と、フラップ部と胴部の境界に位置する段差部を非接触で検知する段差部検知手段と、フラップ部を載置する一の反転プレート10aと胴部を載置する他の反転プレート10cとが反転軸10bを枢軸として連結された反転手段10とを備え、前記段差部検知手段が前記搬送手段により搬送される封筒の段差部を検知すると、前記搬送手段は、当該段差部が前記反転軸上に重なる位置となるように封筒の搬送を停止し、前記反転手段は、前記一の反転プレートを、前記反転軸を枢軸として回動して前記他の反転プレートに重ね合わせることにより、前記一の反転プレート上に載置したフラップ部を、前記他の反転プレート上に載置した胴部へ折り返して貼着する。
(もっと読む)
インパルス式ヒートシーラー
【課題】加熱冷却時間を短縮して単位時間あたりのシール回数を増やすことのできるインパルス式ヒートシーラーを提供する。
【解決手段】フィルムFのシール部Faを圧着する圧着部10aを有する圧着レバー7と、フィルムFのシール部Faを加熱する加熱部31aを有する加熱体31とを備え、圧着レバー7の圧着作用工程において、シール部Faを圧着部10aと加熱部31aにより挟持することにより、シール部Faのシールを行うように構成したインパルス式ヒートシーラーにおいて、熱を遮断する断熱体41aまたは熱を伝導する熱伝導体41bを、加熱部31aの背部に近接配置可能な加熱冷却補助機構40を備えた。
(もっと読む)
包装用容器の卓上載置型封緘装置
【課題】 軽量かつ小型で店舗内の調理場や店頭の卓上等に載置して樹脂製容器の封緘ができる小型化した封緘機であって、建造物内の通常の電源を使用して、店の従業員のみならず、商品の購買者自身でも容易迅速に、かつ簡単に封緘できる封緘装置の提供。
【解決手段】 装置全体をコンベア側枠体Aと封緘側枠体Bとに独立体として分離させ、その何れかにモータを装着させ、これらの枠体の一方を基台部分と基台外部分とに上下に分割し、この上下部分間に昇降移動機構Dを介在させて基台外部分を昇降自在とし、被封緘容器における被封緘部の高低差に対応させて、コンベア上の容器の被封緘部の高さ位置と封緘機構7の封緘作用部の高さ位置とを調節し、粘着テープを二つ折り状として容器に接着させる圧着ローラのテープ送り速度とコンベアの容器送り速度とを同期させ、被封緘容器の重合周縁部の上下面に粘着テープを確実に接着させて封緘できる構成としたもの。
(もっと読む)
ボトムヒーターサーボ駆動装置
【課題】 ボトムフォルダー駆動装置における回避機構をサーボ機構により単独化を図り、制御自由度をアップしたことにより、省スペース化が図れ、交換性を簡易化できるとともに、カートンの種類に応じた回転の変更が可能になるものである。また加熱部の挿入および回避のタイミング他、加熱時間のコントロールをすることを可能にする。
【解決手段】 牛乳などの飲料の紙パック充填装置における筒状に広げられたカートンの底部を形成するためのマンドレルにおいて、カートンが加熱部3aにくると、加熱部3aの先端に設けられヒーター部13aがカートンに接近し、一定時間底部加熱を行い、次いでヒーター部13aが回避位置に移動し、さらにカートンが間欠駆動により加熱部3bの位置に移動すると加熱部3bの先端に設けられたヒーター部13bがカートンに接近して一定時間底部加熱った後で、ヒーター部13bが回避位置に移動してカートンの底部の加熱をサーボ機構により行うことを特徴とするものである。
(もっと読む)
センターシール装置
【課題】 運転開始直後から筒状フィルムの重合端に対して安定して熱シールすることができるセンターシール装置を提供すること
【解決手段】 センターシール装置25は、筒状フィルム21のフィルム重合端21aを両側から挟み込む一対の棒状のバーシーラー31を備える。バーシーラーの上流側部位32の厚さh1よりも、下流側部位33の厚さh2を大きく設定し、進行方向下流側の容積を大きくする。運転開始時にシール面31aの熱がフィルム重合端に奪われたとしても、肉厚となった部位では効率よく、すぐに熱の補給が行われ、下流側部位のシール面の表面温度の低下を少なくできる。
(もっと読む)
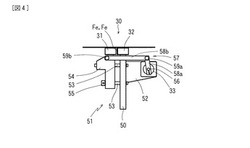
縦シール装置及びそれを備えた製袋包装機
【課題】ボックスモーションに類似する動作をしながらも、簡素で小型化可能な縦型製袋充填包装機を提供する。
【解決手段】第1サーボモータ3の連続回転は、クランク軸6と連結されたレバー25が長孔30内でレバー支点31と嵌まり合っている第1運動変換機構によって、縦方向(Y方向)の動作と横方向(X方向)との動作とが合成された長楕円状動作に変換される。レバー25の先端部28においては、直動軸受け機構によって、縦方向の往復運動のみが縦移動スライダ9に取り出される。縦移動スライダ9に備わる第2サーボモータの出力を縦ヒータブロック7の横方向へ進退する往復動作に変換することにより、縦ヒータブロック7,8で包装材の側端縁部分fe,feを挟んでヒートシールを施すことができる。
(もっと読む)
密封装置
【課題】 発熱体を設けた圧着バーを固定して、一方のみを可動にできるようにするとともに、必要時以外には、発熱体を設けた圧着バーが露出しないようにして、より安全の向上を図る。
【解決手段】 溶着切断機構20を、フィルム部材Fに圧着可能な発熱体23を備えた固定圧着バー21と、固定圧着バー21と共同してフィルム部材Fを挾持する挾持位置X及び所定間隔離間した離間位置Yの2位置に位置させられる可動圧着バー22と、可動圧着バー22を移動駆動する圧着バー駆動部30とを備えて構成し、可動圧着バー22が離間位置Yから挾持位置Xに移動する際、所定位置で固定圧着バー21の圧着面を露出させ、可動圧着バー22が挾持位置Xから離間位置Yに移動する際、所定位置で固定圧着バー21の圧着面を覆うシャッタ機構50を備えて構成した。
(もっと読む)
密封装置
【課題】 移動する圧着バーに当接したフィルム部材が固定の圧着バーまで引っ張られて移動させられても、フィルム部材に生じる張力の分布をできるだけ均一化して、溶着を確実に行なわせるようにする。
【解決手段】 溶着切断機構20を、フィルム部材Fに圧着可能な発熱体23を備えた固定圧着バー21と、固定圧着バー21と共同してフィルム部材Fを挾持する挾持位置X及び所定間隔離間した離間位置Yの2位置に位置させられる可動圧着バー22と、可動圧着バー22を移動駆動する圧着バー駆動部30とを備えて構成し、可動圧着バー22を、圧着バー本体25と、これを支持する支持部材26とで構成し、圧着バー本体25の長手方向中央位置を、支持部材26に対してフィルム部材Fの送出方向に沿う軸線を有した軸部27を中心として回動可能に支持した。
(もっと読む)
ロータリー式製袋機のヒートシール装置
【課題】フィルムの急な搬送と停止を伴う、フィルムのその流れ方向で搬送ズレや、袋の寸法精度の狂いのない製袋機を提供する。
【解決手段】一回転ごとに加熱部4を袋材に当ててヒートシール部1aを所定ピッチで繰り返し形成するヒートシールロール5と、袋材の絵柄位置を検出する絵柄位置検出器6と、絵柄位置検出器からの信号に基づき、袋材にヒートシール部1aを形成する際にヒートシールロールを低速回転させると共にこれに同期させて送りローラを低速回転させ、次のヒートシール部を形成するまでの間、ヒートシールロールを高速回転させると共に送りローラを高速回転させる制御部7とを含むロータリー式製袋機のヒートシール装置である。
(もっと読む)
包装充填方法及び包装充填装置
【課題】包装充填装置内におけるウェブ状包装積層材料内部に充填された液体食品の泡立ちをモニターし、縦シールの不都合を未然に防止することができる包装充填方法及び包装充填装置を提供する。
【解決手段】ウェブ状包装材料がチューブ状に成形され、包装材料が縦線方向に縦シールされ、チューブ状包装材料内に液体食品が充填され、包装材料が液面下で横シールされ、横シール帯域で切断されて枕状予備成形体が得られ、折り畳むことにより形成された包装容器を得る、包装充填する。近赤外線光源15から、液面及びその上方に対応するチューブ状包装材料1の側面に、近赤外線を照射し、チューブ状包装材料を透過した近赤外線を受光手段16で受光し、受光手段からの測定値に基づいて、被検査領域の泡立ちの有無を判定手段17で判定する。
(もっと読む)
自動包装機
【課題】サーボモータの高い制御性、精度性を利用して、シール圧力を精度良く制御するのみならず、異物の噛み込みや包装材の厚み異常のようなセンターシールの不良を高い精度で検出する自動包装機を提供する。
【解決手段】制御手段のシール圧力制御手段がサーボモータ10の出力である駆動トルクを変更することで、センターシール手段3のシールバー3a,3bによる包装材へのシール圧力が制御される。シール良否判定手段は、サーボモータ10の動作データを基準動作データと比較し当該比較結果に基づいて動作データが正常か否かを判定することでセンターシールの良否を判定することができる。例えば、センターシール手段3が異物を噛み込んだときに負荷が大きくなったことに応じて大きなくなった駆動電流を検知することにより、シールされる包装材部分に噛み込みが生じたことを検出することができる。
(もっと読む)
自動包装機
【課題】シールローラを回転駆動するサーボモータの高い制御性、精度性を利用して、異物の噛み込みや包装材の厚み異常のようなセンターシールの不良を高い精度で検出する自動包装機を提供する。
【解決手段】シールローラを回転駆動するサーボモータ37を駆動する動作値として、駆動電流のような動作データが検出されている。正常な包装動作をする間に、基準動作データDmを作成して記憶しておく。包装動作時のサーボモータ37の動作データを基準動作データDmと比較し、当該比較結果に基づいて動作データが正常か否かを判定することでセンターシールの良否を判定することができる。例えば、サーボモータ37の異常電流検知することにより、シールローラが挟み込む包装材部分に異物が噛み込まれることや包装材に皺が生じる等のシール異常を検出することができる。
(もっと読む)
包装充填装置
【課題】ローラや包装積層材料が一部欠損し、また、経時的に又は突発的に変動して、適切にローラによって押圧する適正範囲から逸脱しても、これを補償でき、装置の動作が高速化しも、縦シールすべき縁部を十分な時間を持って押圧することができる包装充填装置を提供する。
【解決手段】帯状包装材料の縁部を合せて縦シールし、容器に包装充填する装置であって、縁部の外側から包装積層材料1の縁部を圧するプレッシャローラ35と、内側からプレッシャローラと対向する位置に充填パイプ7に固定されたカウンタローラ36a〜36cと、無菌室外に設置され、プレッシャローラ用の押す力を発生する押圧発生装置と、押圧発生装置からプレッシャローラに力を伝達する動力伝達機構と、を有する。
(もっと読む)
1 - 20 / 65
[ Back to top ]