
Fターム[3F016BA02]の内容
コンベア間の中継−直交型 (335) | 制御・検知・安全 (50) | 制御手段を有するもの (32) | 移載制御(タイミングを合わせるもの) (22)
Fターム[3F016BA02]に分類される特許
1 - 20 / 22
搬送方法、仕分搬送システム
【課題】搬送対象物に付されたRFタグとの間での通信成功率の向上に寄与することのできる技術を提供する。
【解決手段】搬送対象物を搬送する搬送手段と、前記搬送手段により搬送する搬送対象物に付されたRFタグと通信するためのアンテナと、を有する搬送システムにおける搬送方法であって、前記搬送手段により搬送対象物を前記アンテナによるRFタグとの通信成功率の高い所定の通信位置まで搬送し、前記搬送対象物を前記所定の通信位置にて一時停止させた状態で、前記アンテナによる前記搬送対象物に付されたRFタグとの通信処理を実行する。
(もっと読む)
移載装置およびコンベア装置

【課題】重量物を搬送するコンベア装置において、簡易な装置で、小馬力の電動モーターを用いて搬送物を分岐できる移載装置およびこの移載装置を用いたコンベア装置を提供する。
【解決手段】第1のコンベアラインの搬送方向の垂直な方向に平行配置される複数のローラからなるローラ群平面と、第2のコンベアラインの搬送方向に平行する2本のローラチェーンからなる平面と、これら2つの平面の下方に配置される複数のカム7とを備え、ローラ群平面の一辺がカム軸の回転により上死点または下死点となるとき、ローラチェーン平面が下死点または上死点となるカム群の組み合わせである。
(もっと読む)
食品移送装置
【課題】所定間隔をあけて順次連続して搬送されてくる食品のその後の処理を効率よく行うことができるよう、食品をトレイ上に連続的に移送することができる食品移送装置を提供すること。
【解決手段】食品Aを順次連続搬送する第1搬送手段12と、第1搬送手段12の一側に搬送方向に沿って延設された押出板24を備え、押出板24により食品Aを第1搬送手段12の他側に押し出すよう構成された押出手段14と、第1搬送手段12の下方に配設された、トレイ18を第1搬送手段12の搬送方向に対して垂直方向に搬送する第2搬送手段16と、第2搬送手段16にトレイ18を供給するトレイ供給手段20とを備えた食品移送装置10である。
(もっと読む)
レバー旋回式移載装置
【課題】鋼管や丸棒の搬送ラインにおいて用いられる移載装置として、効率的に鋼管や丸棒の移載を行うことができるレバー旋回式移載装置を提供する。
【解決手段】方向制御弁21から第2油圧シリンダー13bの間でかつ第1油圧シリンダー13a分岐以降のA系統配管とB系統配管のそれぞれにシャットオフ弁23が組込まれており、これによって、移載する鋼管30の負荷(寸法、重量)に応じて、駆動させる油圧シリンダー13の数を変更できるようになっている。
(もっと読む)
搬送装置
【課題】上位搬送部から下位搬送部へ移送される搬送物と、下位搬送部で搬送される搬送物との接触や重なり合いを防止する。
【解決手段】農作物100を上位搬送部1から下位搬送部2へ移送するための移送空間部3と、農作物100を下位搬送部2の搬送方向に沿って移送空間部3に移動させる移動部4と、移送空間部3を開閉し、閉状態において農作物100を支持するとともに、開状態において農作物100を下位搬送部2に移送する移送装置5と、を備えている。
(もっと読む)
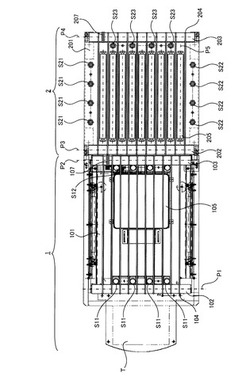
PTPシート群の供給装置及びそれを用いた製品供給システム
【課題】PTPシート群を1束ずつ供給するか複数束ずつ供給するかにかかわらず、同一の搬送経路を通じて供給が行え、装置全体の省スペース化を図ること
【解決手段】PTPシート群を寝た状態で一束ずつ搬送する搬送コンベア11と、その搬送コンベアの側方に設けられ、その搬送コンベアで搬送されるPTPシート群を受け取ると共に、起立させた駒立て状態で搬送するバケットコンベア12と、そのバケットコンベアで搬送されるPTPシート群を先頭から順に1束ずつ受け取ると共に、製品供給コンベア2に受け渡す第1移し替え装置20と、バケットコンベアで搬送される前後の5束のPTPシート群をピックアップすると共に前後の間隔を詰めて集積する集積機能と、それにより集積されてひとまとめになった5束のPTPシート群をまとめて保持すると共に、製品供給コンベアに受け渡す第2移し替え装置40と、を備えた。
(もっと読む)
移載装置、並びに、コンベア装置
【課題】本発明は、重量搬送物を搬送するコンベアラインに配された場合であっても、全高を低く維持でき、コンベアライン全体の高さを増加させない移載装置、並びにコンベア装置を提供することを目的とした。
【解決手段】移載装置1は、搬送部12と昇降部13とが筐体14に固定されたもので、搬送部12は格子状に行列を成して並べられたローラ9とローラ9によって形成された行方向のローラ群と列方向のローラ群を群毎に連動回転させるチェーン7と各格子点に配される保持カバー5と搬送用駆動装置3を有し、昇降部13は昇降用駆動装置2と直線運動を行う直線運動部材6と直線運動部材6の運動を回転運動に変換して昇降運動として伝導する変換部材4を有する。変換部材4は各格子点に配されて各ローラ9を昇降させ、行方向と列方向の各群のローラ9を一斉に昇降させ、各群は上昇位置にあるときに1つの平面を形成する。
(もっと読む)
自動倉庫における収納物入出庫方法
【課題】収納物の庫内搬送のための退避用スペースを収納物1個分にまで切り詰めて倉庫の平面的収納効率を限りなく1に近づけること。この状態で任意の場所にある収納物を許容時間内に出庫させること。
【解決手段】収納物を搭載して収納階に隙間なく固定配置される移動台(台)は台上で収納物を縦進又は横進させる機構を具え、入出用の台(入出台)に新規収納物が置かれ、コンピュータが格納命令を受けたなら、空の台を見つけ、これに接近操作を施して入出台へ隣接させ、新規収納物を空の台へ載せ替えて入出台を空にする入庫操作、又は、コンピュータが出庫命令を受けたなら出庫対象物が存在する台(出庫台)を確認し、退避場所になりうる空の台を見つけて接近操作を施して出庫台へ隣接させ、搬送データを参照して出庫対象物に最短経路搬送操作を施して入出台まで搬送して載せ替える出庫操作を随時実行する。
(もっと読む)
整列移載装置
【課題】上流側のコンベヤから下流側のコンベヤ上に、前記下流側のコンベヤを停止したり間欠駆動させることなく直接に整列移載する。
【解決手段】チェーン36に支持部材11を取付固定し、サーボモータ37で回転駆動することで、整列移載ベルトコンベヤを支持する支持部材11が、搬送コンベヤ3の搬送方向Yに沿って進退移動する。このサーボモータ37は、食品の移載時には、搬送コンベヤ3の搬送速度に基づき、支持部材11の移動速度と搬送コンベヤ3の搬送速度とがほぼ一致するように回転駆動される。整列移載ベルトコンベヤ2を支持する支持部材11が、搬送コンベヤ3と同期して移動するので、先端部材が移動しながら、搬送コンベヤ3のコンベヤベルト3A上に食品を移載することで、コンベヤベルト3A上に、食品Sがコンベヤ幅方向に一列に並ぶように移載される。
(もっと読む)
分岐装置
【課題】搬送経路のレイアウト等の変更にも対応でき、また、メンテナンスが容易な分岐装置を提供する。
【解決手段】搬送経路2を搬送されるトレーTを、搬送経路2と交差して設けられたフローラック11に分岐させる分岐システム1であって、搬送経路2は、トレーTを搬送するコンベヤ3を備えており、コンベヤ3と分離・独立して設けられ、搬送経路2を搬送されるトレーTを選択的に、フローラック11へ押し出す押出装置20を備えるという構成を採用する。
(もっと読む)
交差コンベアおよび搬送方法
【課題】コンベアベルトの縁との干渉によるシート束の側面の傷付きが生じない交差コンベアおよび搬送方法の提供。
【解決手段】複数のローラ2を備えたるローラコンベア4と、隣り合う2つのローラ2の間に配設されたコンベアベルト6を備え、ローラコンベア4に対して相対的に上下可能であるとともに、ローラコンベア4で搬入された平版印刷版束50をX方向に対して交差するY方向に沿って搬出するベルトコンベア8と、ローラコンベア4のローラ2の回転を制御するプロセスコンピュータとを有し、プロセスコンピュータは、ローラコンベア4によって搬入された平版印刷版束50のX方向を基準とした先端と後端とがコンベアベルト6上、または隣り合う2つのコンベアベルト6の間に位置するようにローラ2の回転を制御する交差コンベア。
(もっと読む)
ランイントラフ
【課題】環境に左右されることなくトラフの開閉を行うことができ、作動調整等のメンテナンス作業が容易であるランイントラフを提供する。
【解決手段】圧延された棒鋼wが供給される樋状の受け部材11と、受け部材11が一端に取り付けられ一端が上下動するように設けられた揺動アーム12とを備え、揺動アーム12を揺動させてその一端を昇降させると、受け部材11から冷却床CBに棒鋼wが供給されるランイントラフ1であって、揺動アーム12を揺動させる揺動手段15が、その作動量を数値制御し得る非エア駆動のアクチュエータである。アクチュエータが数値制御されているので、設備のメンテナンス後に、メンテナンス前の状態に正確かつ容易に復帰させることができる。複数のアクチュエータを一括して調整することも可能となるので、調整作業を短時間かつ少人数で、最適な状態に容易に調整することができる。
(もっと読む)
ワーク搬送装置
【課題】 各工程における作業者による作業環境に合わせて、必要に応じて組付ラインの長さを容易に調整することができるワーク搬送装置を提供する。
【解決手段】複数の異なる姿勢でワークを支持するワーク支持台2と、このワーク支持台2を載置すると共に所定の搬送方向に搬送するコンベア4とを備えるワーク搬送装置1であり、前記コンベア4は、各作業領域において行なう一工程分の長さに分割された複数のコンベアモジュール5A,5B…を組み合わせてなる。
(もっと読む)
容器列移送装置及び容器列移送方法
【課題】簡易な装置構成で高速度に容器を搬送コンベヤ上から幅広コンベヤ上に移送することのできる容器列移送装置及び移送方法を提供する。
【解決手段】搬送コンベヤ2の搬送方向であるX軸方向、及び、幅広コンベヤの搬送方向であってX軸方向と直交するY軸方向に移動自在に駆動される容器プッシャ4で、搬送コンベヤ2上を搬送される複数の容器40を所定数の容器列40aとして捕捉して幅広コンベヤ9上に移送した後、容器プッシャ4の原点復帰工程においてプッシャ後端部5をエアシリンダによって容器プッシャ本体に対してX軸方向に移動させることにより、容器プッシャ4のX軸方向に沿う長さを短くして、容器プッシャ4と後続容器列40aとの干渉を回避する。
(もっと読む)
被搬送物のコンベア移載装置
【目的】高速運転しても下流側コンベアの所定位置に正確に被搬送物を移載することができる被搬送物のコンベア移載装置を提供する。
【解決手段】上流側コンベア8の終端部で先頭の被搬送物Wを係止する終端ストッパー110と、該先頭の被搬送物を挟持して下流側コンベア6上に移載する移載手段10と、先頭の被搬送物の直後にある被搬送物を挟持して待機させる待機ストッパー120とを備える。移載手段は、終端部両側に左右一対で設けられた挟持アーム132と、挟持アームを終端部から下流側コンベアの搬入端に向けて前後に往復作動させる前後作動手段136と、一対の挟持アームを前進移動時に閉作動させると共に後退時に開作動させる開閉作動手段138とを有する。終端ストッパーは移載手段が先頭の被搬送物を挟持すると下方に没し、前方に移動すると上方に突出する。待機ストッパーは、終端ストッパーが没している間は後続の被搬送物を挟持し、上方に突出すると後続の被搬送物を解放する。
(もっと読む)
搬送装置
【課題】 被搬送物を搬送経路上で分散させるに際し、被搬送物に衝撃的外力を加えず、被搬送物に損傷を与えないようにすること。
【解決手段】 投入コンベア10と分散コンベア20を交差配置し、投入コンベア10が投入する被搬送物1を分散コンベア20の搬送直交方向に区画して定めた複数のレーン21〜23のそれぞれに分散させる搬送装置100であって、分散コンベア20の各レーン21〜23の摩擦抵抗の分布を互いに異ならせるもの。
(もっと読む)
搬送方法
【課題】 被搬送物を搬送経路上で分散させるに際し、被搬送物に衝撃的外力を加えず、被搬送物に損傷を与えないようにすること。
【解決手段】 投入コンベア10と分散コンベア20を交差配置し、投入コンベア10が投入する被搬送物1を分散コンベア20の搬送直交方向に区画して定めた複数のレーン21〜23のそれぞれに分散させる搬送方法であって、分散コンベア20の各レーン21〜23の摩擦抵抗の分布を変化させるもの。
(もっと読む)
分岐合流装置
【課題】搬送物の搬送方向を変更する際に、同一搬送レベルで搬送物を直交方向に分岐させることができ、クリーン条件下での使用に適する分岐合流装置を提供する。
【解決手段】スタンダードフレーム4上に、搬送物搬入方向に回転する多数のホイールを並設した外側コンベヤ11と、外側コンベヤ11のフレーム10内に内側コンベヤ12のフレーム20を遊合状態に配置して外側コンベヤのホイール16と干渉を起こすことなく外側コンベヤ11の搬送方向と直交する方向に回転する多数のホイール22を配置する。搬入方向と直交する方向にワークを分岐させるときに、内外のフレーム20、10を交互に搬送レベルに上昇させて静止させたのち、搬入方向と直交する側の搬送用ホイール22を駆動することにより搬送レベルを変更せずに分岐搬送する。
(もっと読む)
トレイ搬送システム
【課題】 本発明では、このトレイ搬送システムを改良し、トレイ搬送システムの搬送路が占める床面積を最小限に抑えることを課題とする。
【解決手段】 板状ワーク3を載せるトレイ2と、該トレイ2が搬送される搬送路10と、該搬送路10に沿って配置された処理装置11・11・・・と、を備え、板状ワーク3を載せたトレイ2は搬送路10上を搬送されてトレイ2上の板状ワーク3が処理装置6に供給されるトレイ搬送システム1であって、前記搬送路10は、トレイ2を水平状態で搬送する実トレイ搬送路13と、トレイ2を水平状態から起こした状態で搬送する空トレイ搬送路14と、を有する構成とする。
(もっと読む)
物品選別装置
【課題】計測部と選別部が一体とされた物品選別装置において、選別部の動作を停止して安全に計測部の調整作業を行うことができ、かつ当該調整作業に適した周辺機器の制御状態を実現する。
【解決手段】物品選別装置1は、被計測品Wを搬送ローラコンベア2で搬送しながら重量を荷重センサ21で計測し、計測結果に応じて搬送中に駆動シリンダ12でプッシャ8を駆動して選別方向に排出する。プッシャ8を切替スイッチ16で動作モードから非動作モードに切り替えると、制御装置4が非動作モード信号を出力し、表示部15に非動作モードの表示をし、プッシャ8を停止させ、搬送ローラコンベア2との間で被計測品Wの受渡しを行う周辺機器24を停止する。
(もっと読む)
1 - 20 / 22
[ Back to top ]