
Fターム[3F017CC01]の内容
特殊移送−往復動部材、分離・停止部材 (1,291) | 制御、検知、安全手段を有するもの(分離) (43) | 制御手段 (16)
Fターム[3F017CC01]に分類される特許
1 - 16 / 16
物品停止装置および物品停止装置を備えた容器処理装置
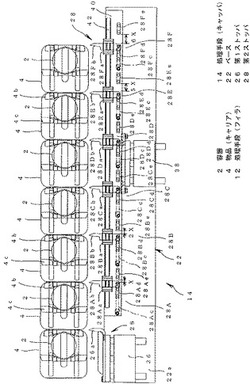
【課題】前後に接触した状態で一列で搬送されるキャリア4を、処理手段12、16に停止させて、キャリア4に保持されている容器2の処理を行う容器処理装置であり、不良容器をリジェクトする際にそのキャリア4に作用している押し圧を除く。
【解決手段】コンベヤ6上のキャリア4に係合する位置と係合しない位置とに移動可能な第1ストッパ26と、その下流側に配置された複数の第2ストッパ28とを備え、第2ストッパ28を下流側の第2ストッパ28ほど搬送方向下流側に大きくストロークできるように構成し、第1ストッパ26および複数の第2ストッパ28をそれぞれキャリアに係合させた後、各第2ストッパ28を下流側に移動させてキャリア4の間隔をあけた状態で停止させる。
(もっと読む)
キャップ割出し機構

【課題】本発明は、搬送軌道上を搬送されてくるキャップ間境界位置からずれない位置にストッパが挿入されるようにして、キャップに傷付き等の損傷を与えることがないキャップ割出し機構を提供する。
【解決手段】本発明に係るキャップ割出し機構は、搬送軌道上を搬送されてくるキャップが搬送軌道の下流側に設けられたストッパのキャップ間への挿入によって上流側のキャップが停止されている間に、下流側のキャップが搬送軌道の下流側に設けられたスターホイールの溝に係合して、その回転搬送によりキャップを一つ一つ割出すキャップ割出し機構において、ストッパを挿入しようとする対象のキャップ間境界位置をスターホイール回転駆動用サーボモータの回転軸に連結されたエンコーダからの信号をもとに演算によって検出し、演算によるキャップ間境界位置検出時点でストッパを挿入するように制御装置を設けたものである。
(もっと読む)
選別装置
【課題】選別機構による選別動作中における後続のワークWの挟み込みや選別動作不良を防止する。
【解決手段】検査装置20において不良品と判定されたワークWを選別動作により不良品搬送方向へ搬送する際に、ワークWの選別動作中においてワーク検出部14で挟み込み誘発領域A内に後続のワークWが進入してきたことを検出すると、制御部15にワーク検出信号が出力される。制御部15は、ワーク検出信号を入力すると、選別機構13の選別動作を中断する駆動停止信号を選別機構13の駆動手段13bに出力する。
(もっと読む)
パレット位置矯正装置
【課題】クリーンな環境での使用に適し、ワークが重量物であっても対応できる低床構造にする。
【解決手段】ワークを載置するパレットの位置を所定の位置に矯正するパレット位置矯正装置は、パレットの位置を矯正するための矯正テーブル1と、カムフォロア30の転がりで矯正テーブル1を水平面上のθ方向に旋回するための第一転動手段3と、直動ガイド機構40x、40yの転動体の転がりで矯正テーブル1を水平面上のX−Y方向に移動するための第二転動手段4と、カム50aの回転で矯正テーブル1を昇降するための昇降手段5を備える。矯正テーブル1の水平方向および上下方向の移動を全て、摩擦の小さい転がり運動で行い、矯正テーブル1の移動に伴って発生する粉塵を抑える。
(もっと読む)
ワーク切出し装置及びワーク切出し方法
【課題】径の異なるリング形状のワークを流通路に流通させる場合であっても、装置の設定変更が不要で、ワークを1つずつ確実に排出する。
【解決手段】貯留部と、流通路4と、排出口5と、外縁部3に当接することにより第1ワークSW1を係止する第1係止手段10と、内縁部6に当接することにより第1ワークSW1を係止する第2係止手段15と、第2係止手段15により係止された第2ワークSW2の外縁部3に当接することにより第2ワークSW2を係止する第3係止手段20とを備え、第1係止手段10による第1ワークSW1の係止を解除した場合に、第2係止手段15は第1ワークSW1を係止し、第2係止手段15による第1ワークSW1の係止を解除した場合に、第3係止手段20は第2ワークSW2を係止し、第3係止手段20による第2ワークSW2の係止を解除した場合に、第1係止手段10は第2ワークSW2を新たな第1ワークSW1として係止する。
(もっと読む)
質量流量制御方法及び質量流量制御デバイス
【課題】角度をなして位置決めされたチャンネル(1)の向き合った側壁(2及び3)の一部を形成する揺動及び/又は摺動シフト可能に移動自在のエレメント(5及び10)によって流路を変化する制御方法を提供する。
【解決手段】エレメントは、シフト後、流れを停止し、又は流れを別の受け入れデバイスに差し向け又は多数の受け入れデバイスに同時に差し向ける。移動自在のエレメント(5及び10)を前の位置にシフトした後、流れを回復する。デバイスはチャンネル(1)に配置されており、チャンネルの第1側壁(2)には移動自在の第1エレメント(5)が設けられており、反対側の第2側壁(3)の一部が移動自在の第2側壁(10)を形成し、移動自在の第1エレメント(5)は、枢軸(6)に垂直プレート(7)ともに取り付けられている。更に、垂直プレート(7)には、移動自在の第2エレメント(10)がアクチュエータ(9)によって取り付けられている。
(もっと読む)
物品搬送装置
【課題】 物品にダメージを与えることなく高速搬送を行うこと
【解決手段】 複数の押送フィンガー14を備えたフィンガーコンベアである第1搬送装置11と、第1搬送装置に物品を供給する供給ベルトコンベア21と、を備える。第1搬送装置の搬送方向と、供給ベルトコンベアの搬送方向のなす角は鋭角とし、物品は、搬送面内で斜めに傾斜した姿勢で第1搬送装置へ供給される。供給ベルトコンベアの搬出側外側であって、第1搬送装置の搬送方向下流側に、第1搬送装置に向けてエアを噴射する噴射ノズル31を設け、その噴射ノズルから噴射されるエアは、押送フィンガー14で搬送途中の傾斜した姿勢の物品に当たり、搬送路13に向けて付勢することで、物品が回転して搬送路上に位置する。
(もっと読む)
容器制動装置
【課題】簡素な構造で容器の大きさの変更に対応できる容器制動装置を提供する。
【解決手段】容器制動装置4は、コンベア2にて搬送される壜BTを制動できる複数の係合部25が一定のピッチで外周に設けられ、かつ回転中心Cから複数の係合部25のそれぞれの先端までの距離が不変であるスターホイール21を持つホイール装置18と、ホイール装置18の回転を制限できる回転制限機構19と、回転中心Cからコンベア2の中心線CLまでの距離Zを変更できるようにホイール装置18を移動させる移動機構7と、を備える。
(もっと読む)
駆動コンベア上で物体を仕分けするための装置
本発明は、単一の駆動コンベア(1)上で物体(6)をグループに仕分けするための装置に関する。コンベア(1)は、2つの端部ローラ(2,3)と、コンベア(1)の下側部分(5)に配置された少なくとも1つの偏向ローラ(7)とを有している。当該装置は、コンベア(1)の一方の端部ローラ(3)に配置された端部ストッパ(13)と、コンベア(1)に対して90°の角度で上下動するように配置されたストッパプレート(11)とを含んでいる。コンベア(1)は、端部ローラ(3)が下方に移動することによって、偏向点(15)から下方に倒れるように配置されている。 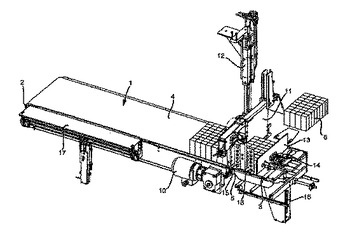 (もっと読む)
(もっと読む)
ストッパシリンダ
【課題】ワークの搬送方向と反対方向から外力が付与された場合に該ワークを係止することなく搬送可能とし、且つ、前記外力によるロック機構への負荷を軽減する。
【解決手段】ローラ86を備えるレバー30をレバーホルダ26に対して回動自在に支持し、前記レバー30に設けられたロックピン98をロック機構32のロック爪116に係合させることにより、前記レバー30の回動動作を規制して所定方向から搬送されるワークを停止させる。一方、ワークが所定方向と反対方向から搬送された場合に、ロックピン98の押圧作用下にロック爪116を有する第2ブラケット102が回動することにより、前記ロックピン98によるレバー30の回動規制状態が解除され、前記レバー30が回動変位する。
(もっと読む)
容器制御装置及び製造関連設備
【課題】容器の破損を防止しつつ搬送中の容器を確実に停止させる。
【解決手段】容器制御装置は、コンベア6による容器10の搬送及び遮断を制御する第1容器制御部100及び第2容器制御部200と、第1、第2容器制御部を制御する制御器30とを備える。第2容器制御部200は、第1容器制御部100よりもコンベア6の搬送経路上の上流側に配置される。第1容器制御部100は、容器と係合する螺旋状の溝を側面の一部に有し搬送経路に対してほぼ平行な軸を中心として駆動可能に配置された第1制御部材11を含む。コンベア6による容器の搬送を許すときは、第1制御部材11の側面のうち螺旋状の溝が設けられていない部分を搬送経路の側部に向け、コンベア6による容器の搬送を遮断するときは、螺旋状の溝が容器に係合するように第1制御部材11を回動させる。
(もっと読む)
横型多段プレス装置の板材位置決め構造
【課題】 被処理板材の搬入不足状態を是正して加熱加圧処理を能率よく実行でき、処理済板材での板厚の不揃い等の不良品発生を防止できる横型多段プレス装置の板材位置決め構造を提供する。
【解決手段】 ホットプレス部100には、n枚の被処理板材W1に対応して設けられるn個の搬入径路Ka〜Knにおいて、各搬入径路Ka〜Knの前方側(先頭側)に配置されたストッパ170及び近接スイッチ10a〜10nと、各搬入径路Ka〜Knの後方側(末尾側)に配置されたn本の作動アーム180a〜180nとが備えられている。ストッパ170はすべての搬入径路Ka〜Knに跨って各被処理板材W1の搬入停止位置に配置され、各々の近接スイッチ10a〜10nは各被処理板材W1が停止位置まで搬入されたことを検知し、各々の作動アーム180a〜180nは搬入不足状態の被処理板材W1を対応する搬入径路Ka〜Knに沿って停止位置まで再搬入する。
(もっと読む)
横型多段プレス装置の板材位置決め構造
【課題】 被処理板材の搬入不足状態を是正して加熱加圧処理を能率よく実行でき、処理済板材での板厚の不揃い等の不良品発生を防止できる横型多段プレス装置の板材位置決め構造を提供する。
【解決手段】 ホットプレス部100には、被処理板材W1の搬入径路Kの前方側(先頭側)に配置されたストッパ170と、被処理板材W1の搬入径路Kの後方側(末尾側)に配置された透過型の光電センサ10と、被処理板材W1の搬入径路Kの後方側に配置された移動板180とが備えられている。ストッパ170は各被処理板材W1の搬入停止位置に配置され、光電センサ10は各被処理板材W1が停止位置まで搬入されたことを検知し、移動板180は搬入不足状態の被処理板材W1を対応する搬入径路Kに沿って停止位置まで再搬入する。
(もっと読む)
流動性食品を入れたパッケージに接着される開口装置を送る装置
記載しているのは、流動性食品の各密封包装に取付けるいくつかの開口装置3の送り経路Aに沿って動作するシークエンシング・ユニット1であって、少なくとも一列に配列される開口装置3を搬送する搬送手段10と、経路Aに沿って搬送手段10の下流の、開口装置3と相互作用する解除可能な停止手段11であって、解除可能な停止手段11が経路Aに沿って開口装置3を引き止める第1の構成に通常設定されると共に、開口装置3の移動を可能にする第2の構成に動かせるものである停止手段11とを有するユニット1であり、さらに、ユニット1は、開口装置が停止手段11を通って順々に及び予め定められた速度で送られるように停止手段11を第1の構成から第2の構成まで動かすために、予め定められた間隔で停止手段11を通り越して移動する押動手段12も有する。 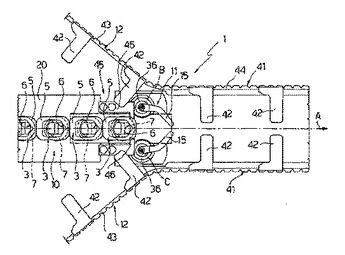 (もっと読む)
(もっと読む)
自動センタリング装置
【課題】本発明は物品の大きさによらずに簡略に物品の中心線と基本位置を合わせてこ
れを停止させることができる自動センタリング装置を提供する。
【解決手段】本発明の自動センタリング装置は、前端と後端とを有する物品を搬送方向
へ向けて一定速度で搬送し、搬送方向の途中に設定される基本位置に、前端と後端との中
心線を合致させて物品を位置決めする自動センタリング装置である。物品を搬送方向へ搬
送する搬送装置と、物品が搬送装置により搬送される工程で、物品の前端乃至後端を検知
して検知信号を送出する検知センサと、基本位置に配置され、物品の前端を位置決めでき
る可動ストッパと、検知信号に基づき可動ストッパを、物品が搬送される速度の半分の速
度で搬送方向へ移動させる移動手段とを備え、検知センサが物品の後端を検知すると同時
に、移動手段は可動ストッパの搬送方向への移動を停止させる。
(もっと読む)
不良品排出装置
【課題】簡単な構成にてコンベヤ装置上の不良品を高速にしかも不良品を損傷させることなく確実に排出する。
【解決手段】サーボモータ7により回転されるターンテーブル5と、ターンテーブル5の円周上の等間隔位置においてターンテーブル5の回転軸線と平行な略半径方向面内で回動可能な回動リンク13と、各回動リンク13の一端に備えてターンテーブル5の半径方向外側に突出可能な排出アーム10と、回動リンク13の他端に備えたガイドローラ16とからなる排出リンク装置18と、ターンテーブル5と同心に固定台2に設けてガイドローラ16の移動を内面で案内する外側案内壁20と、外側案内壁20の一部を内側に突出させることによりガイドローラ16を内側に押して排出アーム10をターンテーブル5の半径方向外側に突出させる排出駆動装置21とを備える。
(もっと読む)
1 - 16 / 16
[ Back to top ]