
Fターム[3F022EE09]の内容
Fターム[3F022EE09]の下位に属するFターム
大型コンテナ (29)
Fターム[3F022EE09]に分類される特許
281 - 296 / 296
接地マリンターミナル操作におけるコンテナを追跡するためのシステムおよび方法
マリンターミナル内に含まれる貨物専用コンテナを追跡するシステムは、コンテナ取扱い機器上に配置されるよう構成され、コンテナ取扱い機器が取り扱うコンテナの場所に影響を与えるイベントに基づいて無線RF信号を送信するように動作可能なタグトランスミッタを含む。タグトランスミッタから無線RF信号を受信するマリンターミナル内の周知の場所に間隔を空けた複数のアクセスポイントが配置される。イベントが発生した時間にタグトランスミッタを位置特定し、プロセッサはコンテナの場所を特定するために、位置特定アクセスポイントに動作可能に接続される。 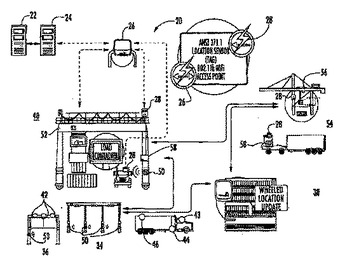 (もっと読む)
(もっと読む)
搬送システム、搬送状態計測モジュール、搬送方法、保険金算出方法、及びプログラム
搬送すべき対象物を搬送する搬送システム10は、対象物を格納する格納容器と、格納容器または格納容器内に設けられ、搬送中における対象物の環境を計測する計測部と、計測部が計測した計測結果を記録する記録部と、記録部が記録した計測結果を読み出す読み出し部とを備える。 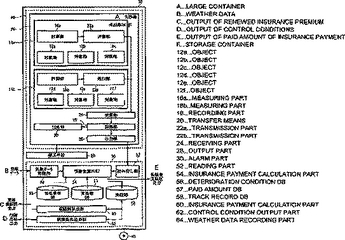 (もっと読む)
(もっと読む)
物品管理システム、物品管理方法、物品管理装置、プログラム
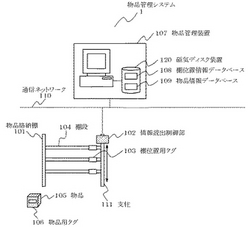
【課題】物品情報と棚位置情報とを自動的に収集することができる設備コストの安価な物品管理システム、物品管理方法、物品管理装置、プログラムを提供する。
【解決手段】棚位置情報を記憶するRFID302を有する棚位置用タグ103と、物品105に設け物品情報を記憶するRFID304を有する物品用タグ106と、棚位置用タグ103と物品用タグ106との記憶情報を読み出す情報読出制御部102と、情報読出制御部102で読み出した情報を受信する物品管理装置107とを設け、物品格納棚101に設けた可動部201に情報読出制御部102を設置する。
(もっと読む)
個別配分方法及び装置

【課題】配分仕分け作業の効率化と共に仕分け精度を高めることができる個別配分方法及び装置を提供する。
【解決手段】複数の商品Sが収納されたトートトレイ15から商品Sを取り出して、複数の空のコンテナ15に個別に配分仕分けする個別配分方法において、複数の空のコンテナ15が配置された上下複数段のアソーティングライン21,22の各段毎に、空のコンテナ15に商品Sを配分仕分けする処理と、商品Sの配分仕分けが終了した段のみを搬送移動させて、配分仕分け済みのコンテナ15を次の工程へと送り出すと共に、配分仕分け済みのコンテナ15に代えて新たに複数の空のコンテナ15を配置する処理とを有する。
(もっと読む)
オーダマッチングシステム
【課題】マルチオーダの複数搬送容器が発生した場合、マルチオーダの複数搬送容器を同じ梱包ステーションに効率良くかつ連続して供給できるようなオーダマッチングシステムを提供する。
【解決手段】商品ピッキング設備にマルチ検品梱包エリアMA1を設ける。制御部は、マルチオーダの搬送容器はマルチ検品梱包エリアにおけるいずれかのマルチ検品梱包シュートラインへ導く搬送制御を実行する。制御装置は特に、マルチオーダの複数の搬送容器については同一オーダの搬送容器がすべて大ループバッファ搬送ラインに入ってから前記同一オーダの搬送容器を逐次前記小ループバッファ搬送ラインに分岐させ、続いて前記同一オーダの搬送容器がすべて前記小ループバッファ搬送ラインに入ってから前記同一オーダの搬送容器を同じマルチ検品梱包シュートラインに導くように制御動作を実行する。
(もっと読む)
仕分け設備
【課題】 本発明は、音声による応答でピッキング作業を実行する設備においてピッキングミスを迅速に解消できる仕分け設備を提供することを目的とする。
【解決手段】 検品エリアへ搬送されてきたコンテナに対する、自動検品装置53による商品の検品の結果、集品ミスにより商品の不足が判明すると、検知コントローラ65より、この商品24の仕分け先であるピッキングエリアのピッキングエリアコントローラ62または63または64に対して、不足した商品24およびその数量からなる不足情報が出力され、ピッキングエリアコントローラ62または63または64はこの不足情報に基づいて、直ちに、前記不足情報の商品24の集品を担当する作業者を求め、この作業者に対して無線端末器47を介して前記不足情報を音声で伝達する。作業者Hはこの不足情報を聞くと、すぐにこの不足情報の数量の商品を集品して検品エリアへ搬送する。
(もっと読む)
作業スケジュール出荷システムおよび作業スケジュール出荷プログラム
【課題】 負荷の偏りを平準化し、性能のよい作業支援を行うことのできる作業スケジュール出荷システムおよび作業スケジュール出荷プログラムを提供する。
【解決手段】 作業スケジュール出荷システムにおいて、配送先からの出荷要求による出荷指示からピッキング作業を経由して出荷までの作業シーケンスを監視・制御する複数のコンピュータ1と、複数のコンピュータ1からの作業情報および負荷情報に基づき、出荷指示からピッキング作業を経由して出荷までの作業シーケンスの内容に対応して、そのシーケンス対応処理を複数のコンピュータに対して処理分担させる分散制御装置301とを備えた。
(もっと読む)
収納器搬送装置
【課題】 収納器の倒れを阻止する状態と収納器を載置部に対して載せ降ろしが可能な状態とに切り換え可能な係止部を備え、その係止部の切り換えを自動的に行うものの低コスト化を図ることができる収納器搬送装置を提供する。
【解決手段】 走行台車9に、収納器に備えられた被係止部31に係合して収納器の倒れを阻止する係止状態と被係止部31に対する係合を解除する解除状態とに切り換え可能な係止部32と、係止部32を係止状態側に復帰付勢する付勢手段と、走行台車9が収納器移載箇所Xに移動するに伴って収納器移載箇所Xに対応して設けられた接当部材34に接当することによる後退移動により付勢手段の付勢力に抗して係止部32を前記解除状態に切り換え操作する操作部35とを設ける。
(もっと読む)
ICタグ利用検品システム
【課題】 入荷検品の作業効率の向上と精度向上を図ることのできるICタグ利用検品システムを提供する。
【解決手段】 軸受やその他の機械部品等の規格化された製品wを梱包容器Wに複数入れて運搬する物流系統に適用される。工場2に梱包情報書込手段5を設け、配送センター3に、梱包情報読取手段6と入荷検品手段7とを設ける。梱包情報書込手段5は、出荷する各梱包容器Wに取付けられるICタグ1に梱包情報Iを書き込む手段である。梱包情報Iは、製品wの品名,個数,およびカウント用情報を含む。梱包情報読取手段6は、入荷される各梱包容器WのICタグ1から前記梱包情報Iを読み取る。入荷検品手段7は、この読み取られた梱包情報Iを所定の情報bと比較して検品する。
(もっと読む)
集品容器の搬送装置
【課題】 本発明は、物品を案内する案内ガイドの必要をなくし、また作業者が物品を投入しても集品容器の位置がずれが無く、ピッキングミスを減らすことができる集品容器の搬送装置を提供することを目的とする。
【解決手段】 スラット板38上の集品容器20に対して、往路ガイドレール44に案内されて、スラット板38に設けたシュー41が移動して接触または押圧し、集品容器20をこのシュー41とスラット板38に固定した支持部材46により挟り込む構成とする。この構成によれば、搬送中に集品容器20が移動しないようにされ、集品容器20のずれが無くなり、集品容器20に対してピッキング作業を実行する停止位置の精度が向上し、ピッキングした物品を投入する集品容器20を間違えるピッキングミスを減少させることができる。
(もっと読む)
仕分け設備
【課題】 本発明は、仕分け先毎に物品を集品した容器を順序整列するためのラインを簡素化でき、省スペースおよび低コストを実現できる仕分け設備を提供することを目的とする。
【解決手段】 搬送ライン4により「予め設定された店舗の順番」に関係なく搬送される店舗毎のコンテナ1はループライン部11によって、搬送ライン2,3から搬送される「予め設定された店舗の順番」に組替えられ、そして合流搬出装置5により搬送ライン2,3から搬送される店舗毎のコンテナ1とループライン部11から搬出される店舗毎のコンテナ1のうちで、店舗が同一のコンテナ1が合流されて搬出される構成とする。この構成によれば、ループライン部11により順番が組替えられることにより、順序整列のライン数(コンベヤ数)を削減、簡素化でき、省スペースおよび低コストを実現できる。
(もっと読む)
生産品流通方法および装置
生産品(30)はコンテナ(20)に入れて小売店に流通される。前記生産品(30)は、生産または貯蔵施設でコンテナ(20)に配置されたトレイ組立品(1)上に積み込まれて、小売店に輸送される。小売店で生産品(30)を小売商品陳列棚(32)上に配置する順序に関する情報を用いて、生産品(30)が小売商品陳列棚(32)上に配置するのに必要な順序で搬送装置から移載されるように、生産品(30)を前記トレイ組立品(1)上に積み込む順序を決定する。前記トレイ組立品(1)は、前記コンテナから取り外し可能であり、前記トレイ(6)は、積み込んだり降ろしたりしやすいように互いに相対移動可能である。 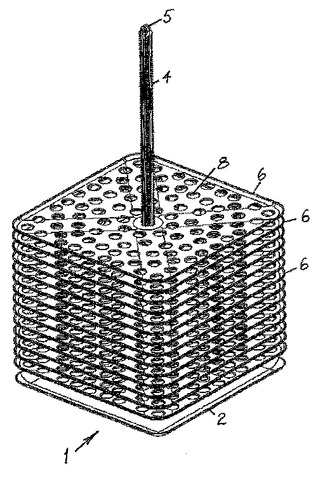 (もっと読む)
(もっと読む)
回転式物品配分システム
【課題】 配分作業者の歩行距離をできるだけ少なくするとともに、コンテナの入替え作業を無くして配分作業時間の短縮と負荷の軽減化及び効率化を実現できる物品配分システムを提供する。
【解決手段】 回転式棚装置10の直線移動領域の一方が複数の投入間口に分割されて、1つの投入間口内にある複数のコンテナ20に対して1人の配分作業者が商品の投入を行うようにされる。各投入間口における各コンテナの載置部に対応するように複数のディジタル表示器30が設置される。各ディジタル表示器には、対応するコンテナへの商品の投入個数と、投入完了を示す押釦スイッチとが設けられる。管理制御部は、各投入間口のすべてのディジタル表示器の押釦スイッチがオンにされると、回転式棚装置を1つの投入間口分だけ回転移動させると共に新たに各投入間口内に位置することとなった載置部に対応するすべてのディジタル表示器の配分数表示部の投入個数表示を変更する。
(もっと読む)
配送物の追跡方法及びシステム
配送物のネスティングを追跡する方法及びシステムが提供される。その方法及びシステムは、コンベヤシステムの終端のような場所から、どの郵便取扱者が特定のトレイを取り上げるかを決定するために、受動型RFIDタイプあるいは自動検出タイプの通信デバイスを用いることを含む。郵便取扱者がトレイをコンテナに置いたとき、他のRFIDタイプのデバイスが、郵便取扱者がトレイをどのコンテナに置いたかを検出するために使用される。そして、この情報は、トレイが正しいコンテナに置かれたことをリアルタイムで確認し、証明するために、情報をデータベースに保存するアプリケーションサーバへ受動的且つ/又は無線で送信される。これらの方法及びシステムは、例えば、輸送車両中のコンテナの配置を含む、他のネスティング環境へ等価的に適用可能である。 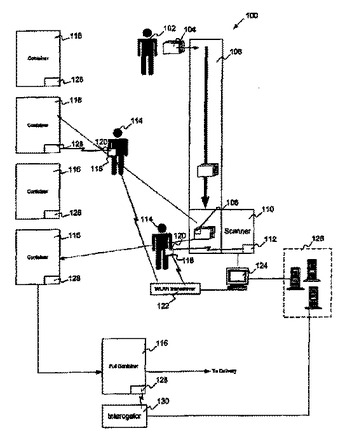 (もっと読む)
(もっと読む)
コンベアシステム上の積荷を追跡する方法及びコンベア装置
積荷の後縁を用いてコンベア装置上の積荷の追跡を行なう方法及び装置に関する。当該方法は、第1のセンサで積荷の後縁を検出するステップと、該第1のセンサによる積荷の後縁の検出に応答して積荷の積荷記録を更新するステップとを有する。当該装置は、コンベアと、コントローラと、該コントローラと通信接続されコンベア上の積荷の後縁の検出を行なうセンサとを備える。 (もっと読む)
搬送システムと搬送方法
【課題】複数のクリーンルーム間で電子部品を遣り取りする場合の搬送効率アップによる生産性向上を図る。
【解決手段】 複数のクリーンルームの少なくとも1つに設けられるクレーン付のストッカー 21 と、該ストッカーの受渡領域に載置されるコンテナ 22 と、クリーンルーム内で移動する第一の搬送車 23 と、一般通路用のカバー付の第二の搬送車とを含んで構成し、ストッカー 21 と第一の搬送車 23 と第二の搬送車のそれぞれに、ストッカーと第一の搬送車間及び第一と第二の搬送車間で前記コンテナ 22 が自動的に受渡しできる移載手段 211,231 を設ける。
(もっと読む)
281 - 296 / 296
[ Back to top ]