
Fターム[3F022LL31]の内容
Fターム[3F022LL31]の下位に属するFターム
Fターム[3F022LL31]に分類される特許
41 - 60 / 158
出荷設備
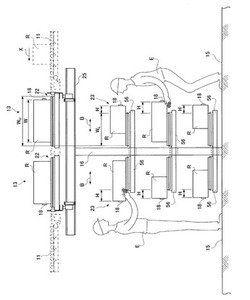
【課題】出荷ラインからケースを取り出し移載する作業者の作業性を向上でき、トラックブースの幅を狭くすることを可能とした仕分け出荷設備を提供する。
【解決手段】物品Rが搬送される搬送ライン11から出荷先別に仕分けられた物品Rを搬送する出荷ライン13を備え、出荷ライン13は、物品Rの搬送方向とは直角方向Bの作業通路15側端部から、前記直角方向Bの物品Rの作業通路15側端部を突出させて搬送する構成とされている。この構成によれば、作業者Eは、出荷ライン13の端部から物品Rの端部が突出されていることにより、物品Rを取り出すとき、物品Rの端部を下から手で支えることができ、物品Rを出荷ライン13より取り出しやすくでき、作業性を向上できる。
(もっと読む)
物品仕分け装置

【課題】平面設置面積を大きくすることなく、仕分け処理能率を向上させることができる自走式物品キャリアによる物品仕分け装置を提供することである。
【解決手段】上段軌道閉ループ内の物品キャリア1がソート先に移動してマット投入を行う場合には、下段軌道閉ループ内の物品キャリア31の走行が正常なマット投入を阻害しないように、物品キャリア1は物品キャリア31向けに進入禁止信号を出力する。下段軌道閉ループ内で移動中の物品キャリア31は進入禁止信号を受けている間、停止して当該ソート先に進入することが禁止される。
(もっと読む)
荷の入出庫方法
【課題】入庫待ちの荷の待機時間を削減し、従来よりも効率的な荷の入出庫を図ることができる物流システムにおける入出庫方法の提供。
【解決手段】荷管理コンピュータからの入庫指示に基づき荷搬送装置が入庫対象の荷を指定された保管棚を有する自動倉庫の入庫口まで搬送するとともに、荷移載機が入庫対象の荷を入庫口から保管棚へと入庫し、荷管理コンピュータは、保管棚に入庫可能な荷収容部がない状態で入庫対象の荷の情報を受けると、出庫対象の荷の有無を確認し、出庫対象の荷が存在するとき、出庫対象の荷の出庫指示をしてから出庫対象の荷が出庫口に出庫されるまでの間に、出庫対象の荷の出庫元を入庫対象の荷の入庫先として指定する入庫指示を行う。
(もっと読む)
バラ品の仕分けパレット詰め合わせ方法
【課題】 ピッキングロボットの稼働率の向上と設備の省スペース化を図る。
【解決手段】 同一品種の物品を複数収容した単品パレットを単品パレット搬送コンベヤで同一品種が連続するようにピッキングゾーンへ供給し、仕分け先別の仕分けパレットを仕分けパレット搬送コンベヤでピッキングゾーンへ供給し、ピッキングロボットで単品パレットから物品を取り出して仕分けパレットへ投入し、その仕分けパレットにその品種の物品投入が完了すると送出コンベヤで送り出し、送出コンベヤ上の仕分けパレットが詰め合わせ未完の場合は保管部で一時保管し、詰め合わせ完了の場合は搬出し、単品パレットが空になると搬出して次の単品パレットを供給し、次品種の単品パレットが供給されると保管部の仕分けパレットを再送込みコンベヤでピッキングゾーンへ戻し、これらの工程を全仕分け先に物品が仕分けられるまで繰り返す。
(もっと読む)
環境試験装置
【課題】水平搬送路の途中に垂直搬送路がある場合でも、水平搬送路と垂直搬送路の間のワークの受け渡しに専用の搬送機構を必要としない環境試験装置を提案すること。
【解決手段】環境試験装置1は第1水平搬送路11に沿ってワーク2を搬送する水平搬送機構13と第1垂直搬送路14に沿ってワーク2を搬送する第1垂直搬送機構15を備える。第1垂直搬送機構15はワーク2を載せて上下に搬送する各第1水平棚20を有する。各第1水平棚20は片持ち状態で支持されており、第1水平搬送路11の一部分を構成するように一時停止しながら移動する。水平搬送機構13は、各第1水平棚20が水平搬送路11の一部分を構成したきに、各第1水平棚20の自由端の側から水平搬送路11内に延ばした送り爪34で第1水平搬送路11上のワーク2を搬送する。従って、第1水平搬送路11と第1垂直搬送路14のワーク2の受け渡しを水平搬送機構13で行える。
(もっと読む)
自動貸金庫装置
【課題】格納棚に対して金庫ボックスを出し入れする搬送機構に対するケーブルの配索構造をコンパクト化すること。
【解決手段】格納部13を複数有する格納棚12の前方走行路Rに沿って走行可能な棚側搬送機構部40と、複数のコマ部材72が所定の屈曲範囲内で屈曲可能に線状に連結され、その一端部が棚側搬送機構部40に連結されると共にその他端部が固定端とされたケーブルガイド70と、ケーブルガイド70に沿って配設され棚側搬送機構部40に接続されたケーブル80とを備えている。
(もっと読む)
処理設備
【課題】搬送容器内の被処理物に対して順次処理を行う複数の工程室と、これらの工程室間において搬送容器の搬送を行うスタッカークレーンと、を備えた工場において、スタッカークレーンが故障した時には予備として機能し、故障していない時には搬送効率の低下を抑えて安全に搬送を行うスタッカークレーンを備えた処理設備を提供する。
【解決手段】相対向して並ぶ2列の工程室21間にスタッカークレーン2a,2bの軌道31を当該列に平行に2本近接させて敷設すると共に、これらのスタッカークレーン2a,2bの搬送路の一端側にスタッカークレーン2a,2b同士の間で搬送容器の受け渡しを行う受け渡し機構61を設ける。そして、故障していない時には2台のスタッカークレーン2a,2bが夫々の近接した側の工程室21の列に対して搬送容器の搬送を行い、一方が故障した時には当該一方の軌道31を横切って他方が予備として搬送を行う。
(もっと読む)
物品搬送装置
【課題】塵埃の発生を防止できしかも作業者用移載箇所で作業者が怪我をし難い物品搬送装置を提供すること。
【解決手段】作業者用移載箇所Pと非作業者用移載箇所Qとに亘る移動経路を往復移動自在な往復移動体と、移動経路の全長に亘って移動する往復移動体の上方を覆うカバー体22と、往復移動体から上方側に延びてカバー体に形成されたスリット24を上下方向に貫通する状態で設けられた連結部にて往復移動体と連結されて、カバー体よりも上方側で移動経路方向に移動する物品載置体20とが設けられ、スリットは、往復移動体が移動経路に沿って移動するときに連結部がカバー体に対して非接触状態に維持されるように形成され、カバー体のうちスリットの作業者用移載箇所側の端部を形成する端部形成部分22Eに、弾性変形自在で柔軟性のある弾性カバー部22Sを備えて構成されている。
(もっと読む)
搬送車システム
【課題】自動倉庫等からステーションに荷物が次々と搬入される場合に、搬送の遅れを低減し、搬送効率を向上させることができる搬送車システムを提供する。
【解決手段】搬送車システムは、予め設けられた一方通行の走行経路110と、走行経路110に沿って配置され、荷物200が載置されるステーション120と、走行経路110に沿って走行することにより、ステーション120に載置された荷物200を目的地まで搬送する複数の搬送車130と、複数の搬送車130を制御する搬送車コントローラ150とを備え、搬送車コントローラ150は、ステーション120から搬送する予定の荷物の数量である搬送予定数量を取得する数量取得部と、搬送予定数量よりも一つ少ない数以上の搬送車130が、ステーション120より走行経路110の上流側の位置に待機するように複数の搬送車130を制御する制御部とを有する。
(もっと読む)
商品ピッキング制御システム
【課題】逐次受注高速出荷方式において、在庫商品を効率的に出荷することができる商品ピッキング制御システムを実現する。
【解決手段】コンベアをループ軌道として、ループ軌道から分岐したアイランドを設け、当該アイランドでピッキング処理をするシステムとし、ループ軌道へのピッキングボックスのスタートを制御する際に、各アイランド毎のボックスの受け入れ許容値と、当該アイランドのボックスの入数と、出数と、アイランドへの分配重み付け率とを関係付けて記憶させておき、アイランドへのスタート個数から入数を減算した値を前記分配重み付け比率と乗算し、その値が小さいアイランドに優先的にボックスをスタートさせるようにした。
(もっと読む)
自動化ウェハ一時保管システムとその制御方法
【課題】本発明は、自動化ウェハ一時保管システム及びその制御方法を提供する。
【解決手段】分析判断モジュール11と一時保管ユニット12を備える自動化ウェハ一時保管システム1であって、上記分析判断モジュールは一時保管ユニットと搬送キャリア21と遊休テーブルの相対位置を分析して、上記一時保管ユニットを最適な位置に移動させるように制御し、また、搬送キャリアも、上記最適な位置に移動して、一時保管ユニットに一時に保管されたウェハ4を引き受け、最後に、上記搬送キャリアで、ウェハを、遊休テーブルに搬送して加工する。また、本発明は、自動化ウェハ一時保管システムの制御方法を提供する。
(もっと読む)
搬送システム
【課題】搬送システムにおいて、保管庫と、保管庫の外部の搬送装置との間において被搬送物の搬送を迅速且つ容易に行う。
【解決手段】搬送システムは、保管庫及び複数のコンベアを有する第2の搬送装置を備える。保管庫は、複数の棚と移載装置を有する。特に、第2の搬送装置は保管庫内を横断して配置される。これにより、保管庫内に対し各コンベアを通じて被搬送物を直接的に搬送することが可能となる。更に、この搬送システムでは、保管庫内に配置された1つの移載装置を用いて棚とコンベアとの間で被搬送物の授受を行う。これにより、保管庫の外部に配置された搬送装置と保管庫との間で被搬送物の授受を行う構成と比較して、保管庫内への被搬送物の入出庫時間の短縮化が図れ、保管庫と搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことができる。
(もっと読む)
基板搬送設備
【課題】収納対象の基板を収納容器に迅速に収納することができる基板搬送設備を提供する。
【解決手段】矩形状の基板を載置支持する複数の支持板45が上下方向に間隔を隔てた状態で並設された収納容器と、収納容器2に収納する収納対象の基板の下面とこの基板を載置支持する支持板45の上面との間に空気を噴出し且つ空気を噴出する噴出状態及び空気の噴出を停止させた噴出停止状態とに切り換え可能な浮上用空気噴出体と、浮上用空気噴出体による空気の噴出により浮上した収納対象の基板をその基板を載置支持する支持板45上に位置するように収納容器に収納する収納手段とが設けられ、支持板45が、基板を載置支持する載置面48aより下方に凹入し且つ基板を載置支持する支持予定領域Eの内外に伸びる凹入部50を備えている。
(もっと読む)
物品収納設備
【課題】物品搬送車の搬送能力を有効に活用しながら、全ての自動倉庫から出庫される物品を搬送先に搬送できるまでの総作業時間の短縮化を図る物品収納設備の提供。
【解決手段】倉庫制御手段は、物品出庫情報に基づいて、最も多い総物品出庫数と同数の時系列的に連続して並ぶ複数の出庫計画単位を定めて、複数の出庫計画単位の夫々に総物品出庫数が最も多い自動倉庫6についての出庫を割り当て、他の自動倉庫6における出庫を時系列的に分散させた状態で複数の出庫計画単位に割り当てる出庫計画を求める出庫計画処理、及び、出庫計画処理にて求めた出庫計画に沿って複数の自動倉庫6から物品4を出庫させるように複数の自動倉庫6の作動を制御する出庫作動処理を実行し、搬送車制御手段は、複数の自動倉庫6の夫々における出庫部2に出庫された物品4を順次搬送するように複数台の物品搬送車7を作動させる物品搬送処理を実行する。
(もっと読む)
搬送制御装置及び搬送制御方法
【課題】被搬送物の搬送先の負荷が高くなった場合にも、処理装置の総体としてのタクトタイムの短縮を図り、また、枚葉搬送ラインにおいても、演算処理を要するデータ量を増大させず、大掛かりな演算処理装置が不要で、演算処理時間が長くならない搬送制御装置を提供する。
【解決手段】処理設備の各搬送装置を制御する制御手段2は、上位システムから仕分け条件を受信し、この仕分け条件に基づいて仕分け情報を生成し、生産ロットが開始済みであるかを判別し、開始済みであれば、処理設備の被搬送物の搬出ポートのうち、空の搬出ポートがあるか否かを判別し、生産ロットが完了済みであるかを判別し、優先度の高い仕分け条件があるかを判別し、生産ロットが完了済みであり、空の搬出ポートがあれば、優先度の高い仕分け条件にしたがって、搬出ポートに仕分け情報を割付け、この仕分け情報にしたがって、搬送装置3−1,3−2,・・・3−nを制御する。
(もっと読む)
ピッキングシステム
【構成】 ピッキングシステムに、上流側から下流側へ容器を搬送する搬入コンベヤと、搬入コンベヤから容器を分岐させる複数の分岐路と、各分岐路に設けられかつ容器のIDを読み取るIDリーダと、物品をピッキングするための棚で、分岐路毎に識別自在に、前記IDリーダで読み取った容器のIDに基づいてピッキング物品の数量を表示する表示器、とを設ける。
【効果】 同じピッキングエリアで、複数の作業者が同時にピッキングを行える。
(もっと読む)
商品を出荷先別に仕分ける方法
【課題】 商品の個数・商品の品種・出荷先が多数になっても、仕分けられた出荷用番重が、同一出荷先のものが確実に連続するよう仕分ける出荷先別に仕分ける。
【解決手段】 出荷用番重Zを流す第1コンベヤ1aと納入された商品を納入用番重Yのまま後詰めで格納するピッキング棚P,P’,Q,Q’とを備えた第1仕分けライン1と、出荷用番重Zを流す第2コンベヤ2aと納入された商品を納入用番重Yのまま後詰めで格納するピッキング棚R,Nとを備えた第2仕分けライン2とを有し、各ピッキング棚に後詰めで品種単位で格納される格納の順番に第1,第2,・・と順位を与え、格納された同一順位を有する棚間口の品種で一バッチを形成し、各コンベヤに同一出荷先に割り付けた出荷用番重を連続するように流し、同一バッチの商品を必要個数取り出して出荷用番重に投入し、一バッチの商品の仕分けが完了した後、次の順位のバッチの仕分けを行う。
(もっと読む)
皿供給装置
【課題】皿ストック部に積載した皿を1枚ずつ安定且つスピーディに搬送コンベア上に供給することができ、さらに絵柄等の異なる複数種の皿を指定・選別して搬送コンベア上にスムーズに逐次供給することを可能にした皿供給装置を提供する。
【解決手段】絵柄等の異なる複数種の皿を各積載収容可能とし、各下部に皿落下口を備えた複数の皿ストック部4a、4b、4cと、該皿ストック部の落下口下縁部に設け、周面に皿の両端縁部を受けるよう周面に凹設した周溝19、および皿の両端縁部を係入するよう中心軸に平行に穿設した係止溝20それぞれを備えて成る左右一対の皿出旋回軸18と、該皿ストック部の落下口から皿出旋回軸18を介して下方に落下した皿を、2つの皿係合凹部17を備えた移動枠15の左右往復横スライドによって搬送コンベア5側に順次移載する皿横移送型16とを備える。
(もっと読む)
ピッキング用冷凍冷蔵倉庫
【課題】外部から内部に空気を導入するアウターファンが稼働しているか、停止しているかを容易に識別することができるピッキング用冷凍冷蔵倉庫を提供すること。
【解決手段】内部に配設されたアウターファン491を稼働することにより、前面開口の外側上縁から下方に向けて空気を吐出させ、前面開口の外側にエアカーテンを生成するアウターダクトと、アウターダクトの外側に設けられ、前面開口を照らす照明装置72とを備えたピッキング用冷凍冷蔵倉庫において、照明装置72が消灯した場合にアウターファン491の稼働を停止する一方、照明装置72が点灯した場合にアウターファン491を稼働するようにした。
(もっと読む)
ピッキング自動倉庫
【課題】自動倉庫のスペースを有効に利用でき、出庫能力を上げ、ピッキング作業性を向上する。
【解決手段】複数の同一品種物品を収容したケースを狭幅サイズの狭幅パレット11に積載し、多段多列をなす複数の保管棚21を備えた保管庫20のいずれかの保管棚21に該狭幅パレット11を入庫保管し、保管庫20より出庫された狭幅パレット11を搬送手段35により搬送し、該搬送手段35は出荷場40を移動し、物品をピッキング可能にする複数のピッキングゾーン37を形成するとともに、狭幅パレット11の搬送姿勢をピッキングゾーン37での物品取り出し側からみて奥行方向に該パレットの狭幅サイズが位置するようにし、ピッキング表示器43が表示する物品取出数に基づいて当該物品のピッキングを行ない、ピッキング完了後に余剰品のある狭幅パレット11を上記保管庫20へと戻す再入庫ライン34を備えてなるピッキング自動倉庫10を提供する。
(もっと読む)
41 - 60 / 158
[ Back to top ]