
Fターム[3F027CA01]の内容
Fターム[3F027CA01]の下位に属するFターム
板(紙)、帯状物品 (57)
円柱(筒)、びん状物品 (31)
棒、長尺状物品 (7)
パレット、台車 (24)
Fターム[3F027CA01]に分類される特許
1 - 20 / 206
物品搬送方法及び物品搬送装置
【課題】物品や容器のサイズ或いは容器内への物品の詰め合わせ状態などに応じた複数の物品の供給形態に対応可能な物品搬送方法及び物品搬送装置を提供する。
【解決手段】所定間隔毎に搬送される物品搬送コンベヤ2上の複数の物品1を吸着手段で吸着し、所定間隔毎に搬送される容器搬送コンベヤ4の第一コンベヤ5上の容器3に各物品1を載置して該容器3と共に搬送する際に、指定手段により第一の制御プログラムに切り替えられた状態では複数の物品1の夫々に対応した位置に配備された吸着具が各物品1を夫々吸着してまとめて容器3の一つに載置し、また、指定手段により第二の制御プログラムに切り替えられた状態では物品1を夫々吸着している吸着具の間隔を容器搬送コンベヤ4の第一コンベヤ5上の複数の容器3の間隔に合わせて該複数の容器3に夫々の物品を載置する。
(もっと読む)
物品の供給方法

【課題】 複数の供給元ブロックにある多数の荷を一本の本流コンベアによってその下流にある複数の供給先ブロックへ要求順番通りに供給するとともに、各供給先ブロックに平等に1個ずつ同時並行的に且つ一定時間間隔に供給する。
【解決手段】 4基のストレージコンベアからなる供給元ブロックと、3基の出荷ラインからなる供給先ブロックとを一本の本流コンベアでもって連絡し、本流コンベアから出荷ラインへの移載装置を備え、コンピュータのプログラムとメモリーを使って本流コンベアの中間に仮想K点を設定し、各供給元ブロックのストレージコンベアと供給先ブロックとの対応性を記憶し、各供給先ブロックから選別された出荷ラインで複数のライン組を設定して記憶し、ライン組から同じ要求順番の荷を選択して仮想K点を通過する仮想荷列を作定し、ストレージコンベアの切出しと移載装置の移載を作定の荷列となるようにコンピュータCOMで制御する。
(もっと読む)
物品投入設備および物品投入方法
【課題】集品容器を搬送する搬送装置の加速中または減速中であっても、投入装置により、搬送される集品容器に間違いなく物品を投入することができる物品投入設備および物品投入方法を提供する。
【解決手段】搬送装置14の集品容器12を搬送する速度を加速中または減速中の場合において、集品容器12の現在位置と、投入装置15の動作時間Tnの経過後に集品容器12が現在位置Eから移動する予測距離Fを加算した投入目標位置E+Fを求め、投入目標位置E+Fが投入装置15による物品の投入位置Gに達したときに、投入装置15による物品の投入動作を開始させる構成とした。
(もっと読む)
搬送設備および被搬送物の位置追跡データの修正方法
【課題】搬送装置上の所定の被搬送物の実際の位置と位置追跡データとの不一致の修正を的確に行うことができる搬送設備および被搬送物の位置追跡データの修正方法を提供する。
【解決手段】集品容器の位置追跡データ12bから搬送方向につき下流側の一定距離の範囲の位置を搬送される物体を検知した場合、検知した物体を集品容器以外の物体13aとみなして、集品容器の位置追跡データ12bの置き換えを行わないようにした。
(もっと読む)
走行体制御装置、走行体制御方法、走行体制御プログラム及び記録媒体
【課題】被搬送物の損傷を防止しつつ搬送することで、被搬送物を用いた製品の生産効率等を向上させつつ、損傷した被搬送物が出荷等されることに起因する損害の発生等を抑止することが可能な走行体制御装置を提供する。
【解決手段】ガラス板Gを搬送するスタッカクレーンSを制御する場合に、ガラス板GのスタッカクレーンSへの搭載及びガラス板Gにおける振動の発生が共に検出されたとき、スタッカクレーンSを減速又は停止させる。
(もっと読む)
物品検査装置
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔tを測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔tの内の所定範囲内の搬入間隔tに関する統計量を算出する統計手段9aと、統計手段9aにより算出された搬入間隔tに関する統計量に基づいて、搬入間隔tに関するヒストグラムを表示するヒストグラム表示手段10とを備える。
(もっと読む)
基板搬送装置
【課題】走行中の基板を基板停止位置で停止させる時間を短くすることができ、タクトタイムが無駄に長くなるのを抑えることができる基板搬送装置を提供する。
【解決手段】基板を搬送する搬送部と、前記搬送部を駆動させることにより、基板を加速、定速、減速走行させるとともに、基板を特定の割合で減速させる設定減速度が設定可能な搬送駆動部と、前記搬送駆動部を制御する駆動制御部と、を備える基板搬送装置であって、前記搬送部には、走行中の基板の位置を検知する位置センサーと、走行中の基板を停止させる基板停止位置が設定されており、前記駆動制御部は、前記基板停止位置と設定減速度とから減速開始遅延時間を演算し、前記位置センサーにより定速走行中の基板が検知された後、減速開始遅延時間だけ基板を定速で走行させ、減速開始遅延時間経過後、減速を開始させる。
(もっと読む)
物品搬送装置
【課題】 第1搬送コンベア装置上を複数列で搬送されてくる物品を、第2搬送コンベア装置にて一列に配列変換して搬送する際に、物品同士が接触することなく移し替えることができる物品搬送装置を提供すること
【解決手段】 ランダム状態の物品を複数列で搬送する第1搬送コンベア装置1と、その第1搬送コンベア装置の搬出側に、所定の空間をおいて搬送方向が交差するように配置し、物品を1列に並べて搬送する第2搬送コンベア装置2と、空間に配置し、第1搬送コンベア装置から搬出される物品を受け取ると共に、第2搬送コンベア装置に渡す第3搬送コンベア装置3とを備える。第3搬送コンベア装置は、第1搬送コンベア装置上を搬送する複数列の物品の列毎に設け、列ごとに独立して速度制御を行うようにした。
(もっと読む)
仕分搬送装置
【課題】複数の搬送手段による物品の搬送、滞留、及び物品の搬送速度を適時に制御できる仕分搬送装置を提供する。
【解決手段】仕分搬送装置1は、上限検出手段51の送出する上限信号、及び仕分検出手段49の送出する仕分信号に基づき、搬送手段13の一端9に1つの物品43が導入される毎に、1つの物品43が搬送手段13に搬送される距離がその物品43の長さ以上に達した時点で、制御手段15が搬送手段13を停止させる。これにより物品43は搬送手段13の一端9と他端11との間で停止する。また、搬送手段13は、満量検出手段57の送出する満量信号に基づき、物品43が搬送手段13の一端9に導入されるよりも遅い速度で、搬送手段13の他端11から物品43を導出する。
(もっと読む)
コンベヤベルトの縦裂き検出用ループコイルの耐久性評価装置および方法
【課題】本発明の目的は、所望の条件でのループコイルの耐久性を容易に把握できるコンベヤベルトの縦裂き検出用ループコイルの耐久性評価装置および方法を提供する。
【解決手段】一対のプーリ3、4にコンベヤベルトの縦裂き検出用ループコイル12、15を架け渡し、一方のプーリ3を支柱3aによりスライド可能に支持しつつ、この一方のプーリ3を錘7により一方方向にスライドさせるように付勢し、一対のプーリ3、4の間に配置されて、任意の位置に配置できる支持ローラを少なくとも1つ有する屈曲ユニット6の支持ローラ6a〜6fにループコイル12、15を架け回してセッティングした後、ループコイル12、15を周回させて、その損傷状態を把握する。
(もっと読む)
ローラコンベヤ、及びその滑り検出方法
【課題】駆動ベルトの交換時期を適切に判定できるローラコンベヤ、及びその滑り検出方法を提供する。
【解決手段】ローラコンベヤ1は、荷物3を受け止める複数のローラ5と、駆動源7により回転する駆動プーリー9と、前記駆動プーリー9に巻掛した駆動ベルト13と、駆動プーリー9の回転する加速度を検知する加速度検知手段15と、加速度検知手段15の検知した加速度の大きさを判定する判定手段17とを備える。判定手段17は、所定期間に加速度検知手段15により加速度の検知された回数に基づき警告を出力するコンピュータである。加速度検知手段15は、駆動プーリー9に取付けた加速度センサである。
(もっと読む)
コンベヤベルトの縦裂き検出用ループコイルおよびその製造方法
【課題】コンベヤベルトに埋設されて実用に供された際の耐久性を向上させることができるコンベヤベルトの縦裂き検出用ループコイルおよびその製造方法を提供する。
【解決手段】少なくとも1本の金属線材3aを含む複数本の線材3a、3bを編組して構成された筒状体2を備え、この筒状体2の長手方向一端が、他端側から内部に挿入されて筒状体2が二重にオーバーラップした部分Lを有し、二重にオーバーラップした部分Lどうしが係合してループ状に形成されている。
(もっと読む)
認識結果取扱装置及び方法、並びに物品処理システム
【課題】第1に、作業性の向上を図ることが可能であり、第2に、装置の処理能力の向上が可能な、認識結果取扱装置及び方法、並びに物品処理システムを提供する。
【解決手段】複数の物品2を搬送する搬送装置110と、物品を認識する認識装置120と、搬送される物品中から特定物品のみに光を照射する照明装置130と、認識装置による認識状態の良否を判断するとともに、照明装置に対して、上記特定物品のみに光を照射させる制御装置140と、を備えた。
(もっと読む)
箱詰め装置の運転方法
【課題】 物品収容部外へと物品を飛び出させるリスクおよび無端ベルトへの過剰負荷が、従来例よりも低減する箱詰め装置の運転方法を提供する。
【解決手段】 箱詰め装置100の運転方法は、整列コンベア2の運転パターンが、物品1の受け渡しにおける整列コンベア2での物品の処理能力に応じて区分けされている。そして、制御装置30が、検出手段20を用いて物品供給コンベア3での物品1の供給能力のサンプリングを行い、このサンプリングデータに基づいて物品1の供給能力の最大値を抽出し、この最大値に適合する運転パターンの設定値を用いて整列コンベア2での物品1の処理能力を調整する方法である。
(もっと読む)
生産設備および生産システム
【課題】生産ラインの構築および構成変更時のプログラム作成および修正の必要がなく、柔軟に切り離しおよび組み替えが可能な生産設備および生産システムを提供する。
【解決手段】生産設備1と生産設備1aの間でワークを授受する際に、ワーク搬送の協調に必要な情報およびワークに対する作業の動作制御に必要な情報を連携情報として生産設備1と生産設備1aとの間で授受する。作業制御手段4は他の生産設備1aから移動してきたワークに対する自生産設備1の作業を、同じく他の生産設備1aから取得した連携情報を用いて制御する。
(もっと読む)
積込みヘッドへ食品を運搬する装置および方法
【課題】迅速で信頼性の高い、冷却コンベヤから積込みヘッドへ食品を運搬する装置および方法を提供する。
【解決手段】分配機へ食品を選択的に落下させる冷却コンベヤ14を備える、積込みステーション12へ食品10を運搬する装置および方法を提供する。分配機は、少なくとも2つのレーンへ食品を分けて、コンベヤ上へと食品を落下させる。平衡・分流コンベヤが、各レーン中の食品を監視してカウントし、感知した食品に基づいて、食品を選択的に分流させる。配向機70、80が、積込みコンベヤ68から、バッファコンベヤ72へ食品を運搬する。このバッファコンベヤ72は、積込みヘッド84へ食品を運搬するメインコンベヤ76へ食品を運搬する。
(もっと読む)
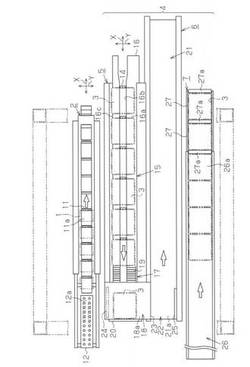
物品の収納設備
【課題】本発明は、容器の種類によって必要な出荷数の容器に物品を収納させるための物品の収納設備を提供することを目的とする。
【解決手段】物品の収納設備10は、容器12a,12b,12c,12dの移送および待機をおこなう第1の移送手段14、容器12a,12b,12c,12dを物品16の収納位置まで移送する第2の移送手段18、第1の移送手段14から第2の移送手段18に容器12a,12b,12c,12dを供給する容器供給手段20を備える。
(もっと読む)
搬送設備
【課題】搬送用姿勢での被保持部から前後方向の一方側の端部までの長さが異なる複数種の物品を搬送装置にて搬送した場合に、その複数種の物品の種類を判別ことができる搬送設備を提供する。
【解決手段】搬送装置3が、搬送用姿勢での被保持部5から前後方向の一方側の端部7までの長さが異なる複数種の物品1,2を搬送するように構成し、被保持部用設定位置Aに被保持部5が位置して物品用設定位置Bに位置する物品1,2を検出する物品検出手段と、物品検出手段にて検出された物品に検出作用してその物品の前後方向の一方側の端部7を検出する端部検出手段12と、物品検出手段の検出情報と端部検出手段12の検出情報とに基づいて物品1,2の種類を判別する判別手段とを設ける。
(もっと読む)
物品箱詰設備及び物品箱詰方法
【課題】本発明は、容器支持手段に支持された容器を他の容器へ入れ替える時であっても、横搬送コンベヤと横搬送コンベヤよりも下流側のコンベヤとの接続部に青果物が溜まることがなく、しかも、物品を均一に搬送することができる物品箱詰設備及び物品箱詰方法を提供することを目的とする。
【解決手段】物品箱詰設備10において、主投下コンベヤ24(a)及び副投下コンベヤ24(b)が容器14へ青果物16を投下する時に、制御手段30は、横搬送コンベヤ20に第一の横搬送速度V1で青果物16を搬送させ、入替手段13が容器支持手段12(a)及び(b)に支持された容器14を他の容器14へ入れ替える時に、制御手段30は、主投下コンベヤ24(a)及び副投下コンベヤ24(b)に青果物16の投下を停止させ、横搬送コンベヤ20に第一の横搬送速度V1よりも低速の第二の横搬送速度V12で青果物16を搬送させるように構成した。
(もっと読む)
電子部品供給装置及び電子部品の供給方法
【課題】処理部における処理能力に対応した電子部品の供給能力を常に維持できる電子部品供給装置及び電子部品の供給方法を提供する。
【解決手段】仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間の基準幅を記憶する記憶部46と、仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間を測定する時間測定部24Aと、時間測定部24Aの複数回の測定結果に基づいて通過時間ばらつきを算出するばらつき算出部24Bと、ばらつき算出部24Bで算出された通過時間ばらつきと記憶部46に記憶されている通過時間の基準幅との差分を算出する差分算出部24Cと、差分算出部24Cで算出された差分に基づいて搬送部14、18の振幅量を補正する振幅補正部24Dと、振幅補正部24Dで補正された搬送部14、18の振幅量に基づいて搬送部14、18の振動を制御する振動制御部22と、を有する。
(もっと読む)
1 - 20 / 206
[ Back to top ]