
Fターム[3F027CA02]の内容
Fターム[3F027CA02]に分類される特許
1 - 20 / 57
重量検知装置およびこれを備えた紙葉類処理装置
【課題】高速で搬送される紙葉類の重量を連続的に精度良く検知することができる重量検知装置、この重量検知装置を備えた紙葉類処理装置を提供する。
【解決手段】実施形態によれば、重量検知装置10は、回転体34a、34bに挟まれた状態で上流側から搬送されて来る紙葉類を受取って紙葉類の重量を検知する重量検知装置であって、紙葉類を搬送する搬送路に独立して設けられた支持体12と、前記支持体上に設けられ、紙葉類を回転体で挟んで搬送する搬送機構14と、紙葉類を搬送中の前記搬送機構および支持体の重量を検知する重量センサ16と、少なくとも前記支持体よりも上流側の上流側搬送機構における紙葉類の搬送速度を検出する検出器50と、前記検出器により得られた速度情報を基に、前記搬送機構による紙葉類の搬送速度が、検出された搬送速度と一致するように、前記搬送機構の搬送速度を制御する制御装置52と、を備えている。
(もっと読む)
注文飲食物搬送装置

【課題】搬送する飲食物の種類に応じて搬送手段の走行速度を自動的に変更して、複数種類の飲食物を安全且つ迅速に搬送することが出来る注文飲食物搬送装置を提供する。
【解決手段】注文の飲食物を載せて搬送する搬送体と、この搬送体を走行させる駆動装置が備えられ、飲食物の供給場所から注文のあった客席まで前記搬送体を介して注文の飲食物を搬送するようにした注文飲食物搬送装置において、前記供給場所において前記搬送体に載せられた飲食物の種類を判別する判別手段と、この判別手段により判別された飲食物の種類に応じて搬送体の走行速度を制御する速度制御手段が備えられ、前記判別手段は、搬送体に載せられた飲食物の高さを検出器により検出して、その検出結果に基づいて前記搬送体に載せられた飲食物の種類を判別するようにした。
(もっと読む)
不良品の排出方法
【課題】不良品排出の制御を行いながら良品の排出を最小限にすることができる方法を提供すること。
【解決手段】欠陥の検出位置から長尺帯状シートの加工位置までの走行距離と、搬送方向の製品の長さLに基づき、検出された欠陥がどの製品のどこに位置するかを予想する。製品中における予想された欠陥の位置に応じて、欠陥の検出位置に対応するシフトレジスタにのみ欠陥検出ビットを立てて不良品と設定するか、又は欠陥の検出位置に対応するシフトレジスタに欠陥検出ビットを立てるのに加え、その前側及び/又は後側に位置するシフトレジスタの1個又は2個以上に欠陥検出ビットを立てて不良品と設定し、下流の不良品排出位置で該不良品を排出する。
(もっと読む)
外形検出システム
【課題】搬送装置によって所定方向へ搬送される対象物の外形を検出すること。
【解決手段】対象物Mを所定方向Dへ搬送する第1搬送装置110と、第1搬送装置110の設置位置よりも所定方向Dへ間隔を置いて配置されて、第1搬送装置110によって搬送されてきた対象物Mが受け渡されて所定方向Dへ搬送する第2搬送装置120と、第1搬送装置110と第2搬送装置120との間において、第1搬送装置110及び第2搬送装置120の各搬送面よりも低い位置に配置されて、所定方向Dと直交する方向に並ぶ縞模様が上面に設けられた板体130と、板体130の上方において、第1搬送装置110及び第2搬送装置120の各搬送面よりも高い位置に配置されて、所定方向Dと直交する方向に延びる撮像領域を撮像する撮像装置140と、撮像装置140が撮像した画像データに基づいて、対象物Mの外形を検出する外形検出装置200とを備える。
(もっと読む)
郵便物処理装置及び郵便物処理方法
【課題】大きさ、厚さ、重さが多種多様な郵便物を途切れずに一通ずつ搬送して処理することが可能な郵便物処理装置及び郵便物処理方法を提供する。
【解決手段】郵便物Pを一通ずつ送る一通送り部11と、連続して配置されるバッファ10及び9と、一通送り部11及びバッファ10の満杯を検知する量検知センサ15c及び15bと、バッファ10内の郵便物を一通送り部11へ搬送する搬送ベルト13bと、バッファ9内の郵便物をバッファ10へ搬送する搬送ベルト13aとを有する郵便物処理装置の郵便物処理方法であって、量検知センサ15cにより一通送り部11の満杯が検知されていない場合、搬送ベルト13bに郵便物を一通送り部11に搬送させ、量検知センサ15bによりバッファ10の満杯が検知されていない場合、搬送ベルト13aに郵便物をバッファ10に搬送させる。
(もっと読む)
基板搬送装置
【課題】基板の搬送方向の曲がりを搬送しながら補正する基板搬送装置を提供する。
【解決手段】コロによって基板を搬送する基板搬送装置であって、載置された基板を搬送し、基準速度で回転するコロと、基準速度に対して加減速された速度で回転するコロで構成される複数の搬送コロと、前記搬送コロを備えた複数のコロ軸と、前記コロ軸を回転駆動させる駆動用モータと、搬送中の基板の曲がりを検知するセンサーと、前記センサーからの出力信号によって基板の曲がり度合いを検出する基板曲がり検出装置と、前記基板曲がり検出装置からの出力信号を得て、前記搬送コロの内、基準速度に対して加減速された速度で回転するコロの回転速度を調整するための調整用モータを制御する制御装置と、前記調整用モータの回転によってコロの回転速度を加減速させる差動装置を備え、基板の搬送中の曲がりを補正することを特徴とする基板搬送装置。
(もっと読む)
位置決め装置
【課題】パレットの製作精度などの影響を受けることなく、一定枚数積み重ねられた金属板の水平方向の位置決めを精度良く行うことができる位置決め装置の提供を目的とする。
【解決手段】位置決め装置1は、一定枚数の金属板6が積み重ねられ載置されたパレット61を搬送するローラコンベア2、このローラコンベア2の上流側及び下流側に配設され、パレット61を移動させる一対の移動手段3、ローラコンベア2を昇降させる昇降手段4、及び、金属板6の角度及び位置を計測するための計測手段5などを備え、計測手段5の計測した角度及び位置にもとづいて、移動手段3がパレット61を移動させ、金属板6を位置決めする。
(もっと読む)
搬送品のトラッキング方法及びコンベア搬送装置
【課題】搬送品を高速に搬送させるとき搬送品のトラッキングが正確にできるトラッキング方法を提供することを目的とする。
【解決手段】トラッキング方法は搬送方向に所定間隔で配置された識別コードを複数有する環状コンベアで搬送品を搬送し搬送品をトラッキングする。トラッキング方法は、環状コンベアに載置される前に搬送品に関する情報を順次入力し搬送品の情報レコードを生成する搬送品レコード生成工程(S11)と、搬送品が搬入場所で識別コードを読み取る第1識別コード読み取り工程(S16)と、搬送品が環状コンベア上に載置され搬送品の搬送方向の後端を検知した際に識別コードと情報レコードとを関連付ける関連付け工程(S19)と、搬入場所とは異なる場所で識別コードを読み取る第2識別コード読み取り工程(S20)とを備える。
(もっと読む)
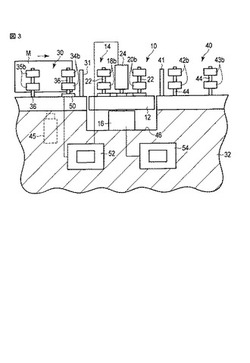
板状物の搬送量検出装置及び搬送量検出方法並びに板状物の切線加工装置及び切線加工方法
【課題】本発明は、板状物の搬送量を正確に検出することができる板状物の搬送量検出装置及び搬送量検出方法、並びに、板状物を精度よく切線加工することができる板状物の切線加工装置及び切線加工方法を提供する。
【解決手段】本発明は、帯状板ガラスGに当接される第1ロール102が熱膨縮して角速度(ω1)が変動しても、第1ロール102の周速度(Vt)は不変であること、すなわち、第1ロール102の周速度(Vt)は第1ロール102の直径、角速度に影響されないことに着目してなされたものである。すなわち、本発明の搬送量検出装置100によれば、雰囲気温度によって直径が変動する第1ロール102の表面に、第2ロール104を当接して、第1ロール102の不変な周速度(Vt)で第2ロールを回転させ、第2ロール104の角速度(ω2)回転量に応じてエンコーダ106から発生するパルス信号に基づいて、帯状板ガラスGの搬送量を検出する。
(もっと読む)
帯状部材の成形方法
【課題】成形帯状部材のスプライスラップ量を適正にし、作業者による帯状部材の切断長さ調整の削減を図る帯状部材の成形方法を提案する。
【解決手段】成形ドラム26に巻き付けた帯状部材21のスプライスラップ量をスプライスセンサにより測定し、この測定値をフィードバックして次の帯状部材21の切断長さを決定し、帯状部材21が搭載されたコンベアベルト24を適量移動させて、ベルトコンベア24上に設置された切断機23で帯状部材21を切断する。切断帯状部材25はベルトコンベア24から成形ドラム26に巻き付けられる。実測したスプライスラップ量は平均化されて、その平均値が補正規格内か否かの判定を行い、補正規格内であれば、補正せずに直前の帯状部材21と同じ長さで帯状部材21が切断され、補正規格外であれば、平均化されたスプライス量により帯状部材21の長さを補正して次の帯状部材21の切断長さを決定する。
(もっと読む)
薬品トレイ供給装置
【課題】薬品トレイ内を仕切る仕切板の位置が適切であるか否かを判断する。
【解決手段】仕切板20を取り付けることにより内部が複数の収容部に区画された薬品トレイ18が所定位置に位置決めされているか否かをトレイ検出センサにより検出する。略矩形状の板状体からなり、板状体の一方の第1側縁部が駆動シャフト21を中心として検出位置と非検出位置の間で回動可能に支持され、板状体の他方の第2側縁部が仕切板20に対応する位置にそれぞれ切欠部22aを有するブラケット22を駆動部材21cにより回動させる。制御部材は、トレイ検出センサにより所定位置に薬品トレイ18が位置決めされていると判断されれば、ブラケット22を非検出位置から検出位置に向かって回動させ、仕切板検出センサにより全ての仕切板20が検出されなければ、エラーであると判断する。
(もっと読む)
板材印刷装置
【課題】圧延まま鋼板のような板材に対し、はみ出しを抑制した印刷エリアを設定できる板材印刷装置を提供する。
【解決手段】印刷領域39に搬入された鋼板27に印刷する印刷装置7と、鋼板27の有無を検知する鋼板検知部材20と、印刷装置7の印刷動作を制御する制御部45と、を備えている鋼板両面印刷装置1であって、制御部45には、鋼板検知部材20が検知する印刷が開始される側の辺に交差する辺および辺におけるそれぞれ間隔をあけた2検知点の位置情報を取得し、辺に近い辺の検知点および辺の検知点の中点と辺から遠い辺の検知点および辺の検知点の中点とを結んだ中点線を幅方向の基準として鋼板27の印刷エリアを設定する印刷エリア設定モード46が備えられている。
(もっと読む)
紙幣搬送システム
【課題】搬送に要するエネルギーコストを低減すると共に、駆動部品の使用時間の蓄積に伴う早期の劣化による故障の発生頻度を低減する。
【解決手段】幣搬送システム1は、搬送ライン3内の1以上の投入部3aから投入された紙幣2を搬送する。紙幣搬送システム1は、紙幣2を一時停止可能に搬送し、隣接する装置6・6間で搬送方向の上流側と下流側とを相互に連結することにより搬送ライン3を形成する複数の搬送ユニット装置6と、搬送ライン3の下流側の終端位置に配置され、該搬送ライン3により搬送された紙幣2を保管する金庫装置4と、搬送ライン3における紙幣2の位置情報を取得し、該搬送ライン3における紙幣2の保管スペースが埋まるように各搬送ユニット装置6毎に搬送動作と一時停止動作とを行わせる搬送制御装置5とを有する。
(もっと読む)
熱処理を受ける被搬送製品のためのベルトコンベアおよび方法
熱処理プロセスを通して連続的に製品を搬送するセンサ搭載コンベアベルトを含む環境制御されたコンベアシステム、およびセンサの瞬間位置を特定する方法に関する。温度センサまたは他のセンサはコンベアベルトの幅にわたって、その長さに沿って組み込まれ、殺菌装置トンネルを通るような熱処理プロセスを通る製品と共に進行する。センサの測定結果は、システムをモニタまたは制御するためにベルトから遠隔システムコントローラに無線送信される。環境またはベルトの状態を測定するセンサからのデータを用いてセンサの瞬間位置を特定し、センサのデータをセンサ位置と連動させる。 (もっと読む)
仕分け装置及び仕分け装置制御方法
【課題】搬送装置における搬送速度を適正な値に制御することにより、電力消費の無駄を削減することができる仕分け装置及び仕分け装置制御方法を提供する。
【解決手段】水平に重ねられた状態でカセットC1,C2に収納されて少なくとも一つの搬入ポートから搬入される複数種類の複数の被搬送物101を、種類毎に仕分けて、各種類に対応された複数の仕分けポートに搬送し、各仕分けポートに設置されたカセットC3〜C10に搬出する仕分け装置において、被搬送物101の搬送状況及び次の搬送予定を把握し、搬送開始後に待ち時間が生ずるか否かを判別し、待ち時間が生ずると判断される場合には、搬送装置1における搬送速度を定格速度より下げ、搬送装置の停止時間を削減する。
(もっと読む)
物品排除装置
【課題】
エアーを吹きつけて物品を生産ライン上から排除する構成であっても、適切に物品を排除することができる物品排除装置を提供する。
【解決手段】
本発明に係る物品排除装置100は、物品Aを一定方向に搬送するラインコンベア1と、エアーを吹きつけて物品Aをラインコンベア1から排除するエアージェット装置2と、物品Aの搬送状態を検出する搬送状態検出装置3と、エアージェット装置2を制御する制御部5と、を備えている。そして、制御部5は、搬送状態検出装置3で検出した物品Aの搬送状態に応じて、エアージェット装置2による吹きつけを制御する。
(もっと読む)
コンベヤ装置
【課題】タイヤの製造に用いられるゴムシートなどの帯状部材を搬送する場合において、より確実に帯状部材の短手方向における位置を調整できるコンベヤ装置を提供する。
【解決手段】本発明に係るコンベヤ装置は、搬送機構110と、位置調整機構120と、ガイド機構130と、制御部とを備える。搬送機構110は、ゴムシートの底面を支持しつつ、搬送方向Cに向かって回転する複数の搬送ローラー111を有する。位置調整機構120は、ゴムシートの短手方向Dに回動する位置調節ローラー121を有する。制御部は、搬送機構110を位置調整機構120よりも下方に位置させることによって、ゴムシートを搬送ローラー111から離間させつつ、ゴムシートを位置調節ローラー121によって支持させる。位置調節ローラー121の回動またはガイド機構130の移動によってゴムシートの短手方向Dにおける位置が調整される。
(もっと読む)
搬送制御装置及び搬送制御方法
【課題】被搬送物の搬送先の負荷が高くなった場合にも、処理装置の総体としてのタクトタイムの短縮を図り、また、枚葉搬送ラインにおいても、演算処理を要するデータ量を増大させず、大掛かりな演算処理装置が不要で、演算処理時間が長くならない搬送制御装置を提供する。
【解決手段】処理設備の各搬送装置を制御する制御手段2は、上位システムから仕分け条件を受信し、この仕分け条件に基づいて仕分け情報を生成し、生産ロットが開始済みであるかを判別し、開始済みであれば、処理設備の被搬送物の搬出ポートのうち、空の搬出ポートがあるか否かを判別し、生産ロットが完了済みであるかを判別し、優先度の高い仕分け条件があるかを判別し、生産ロットが完了済みであり、空の搬出ポートがあれば、優先度の高い仕分け条件にしたがって、搬出ポートに仕分け情報を割付け、この仕分け情報にしたがって、搬送装置3−1,3−2,・・・3−nを制御する。
(もっと読む)
クロスエリア搬送制御システム及びその制御方法
【課題】クロスエリア搬送制御システム及びその制御方法を提供する。
【解決手段】第一搬送整合システム1と、第二搬送整合システム2とは、異なるエリアにあり、第一搬送整合システム1と、第二搬送整合システム2とは、互いに電気的に接続され、且つ、第一搬送整合システム1は、さらに、クロスエリア制御システム4に電気的に接続され、クロスエリアストッカー3は、クロスエリア制御システム4と、第二搬送整合システム2に電気的に接続される。上述のシステム機構は、クロスエリア制御システム4が、独立して設置されるため、あるエリアの製造執行システムが故障停止した時でも、クロスエリアシステムは、正常に処理運転を行い、ウェーハが、クロスエリア伝送するときに影響を受け、停止することがない。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
1 - 20 / 57
[ Back to top ]