
Fターム[3F027FA13]の内容
Fターム[3F027FA13]に分類される特許
1 - 20 / 21
ベルトコンベヤ装置の制御方法並びにベルトコンベヤ設備

【課題】 ベルトコンベヤ設備の省エネルギー化を図ると同時に、ローラ等の交換部品の長寿命化による保守コストの低減等を図る。
【解決手段】 バラ物を搬送物とするベルトコンベヤ装置で、走行しているベルト上の単位長さあたりに載せる搬送物の量を設定載置量として設定し、ベルトコンベヤ装置の運転中にベルト上に供給される搬送物の量が変化する場合に、搬送物の供給量の変化に対応させてベルトの速度を調整することによって、ベルト上に載せられた搬送物が設定載置量になるように制御する。本発明によれば、搬送物の量に合わせて必要最低限のベルト速度で運転するので、ベルト駆動力等のエネルギーを減少させることができ、さらに、ベルトコンベヤに使用されている軸受けの総回転数について、搬送量あたりの回転数を抑えることができるので、ローラ等の交換部品について長寿命化が可能になる。
(もっと読む)
重量検知装置およびこれを備えた紙葉類処理装置

【課題】高速で搬送される紙葉類の重量を連続的に精度良く検知することができる重量検知装置、この重量検知装置を備えた紙葉類処理装置を提供する。
【解決手段】実施形態によれば、重量検知装置10は、回転体34a、34bに挟まれた状態で上流側から搬送されて来る紙葉類を受取って紙葉類の重量を検知する重量検知装置であって、紙葉類を搬送する搬送路に独立して設けられた支持体12と、前記支持体上に設けられ、紙葉類を回転体で挟んで搬送する搬送機構14と、紙葉類を搬送中の前記搬送機構および支持体の重量を検知する重量センサ16と、少なくとも前記支持体よりも上流側の上流側搬送機構における紙葉類の搬送速度を検出する検出器50と、前記検出器により得られた速度情報を基に、前記搬送機構による紙葉類の搬送速度が、検出された搬送速度と一致するように、前記搬送機構の搬送速度を制御する制御装置52と、を備えている。
(もっと読む)
基板搬送装置
【課題】走行中の基板を基板停止位置で停止させる時間を短くすることができ、タクトタイムが無駄に長くなるのを抑えることができる基板搬送装置を提供する。
【解決手段】基板を搬送する搬送部と、前記搬送部を駆動させることにより、基板を加速、定速、減速走行させるとともに、基板を特定の割合で減速させる設定減速度が設定可能な搬送駆動部と、前記搬送駆動部を制御する駆動制御部と、を備える基板搬送装置であって、前記搬送部には、走行中の基板の位置を検知する位置センサーと、走行中の基板を停止させる基板停止位置が設定されており、前記駆動制御部は、前記基板停止位置と設定減速度とから減速開始遅延時間を演算し、前記位置センサーにより定速走行中の基板が検知された後、減速開始遅延時間だけ基板を定速で走行させ、減速開始遅延時間経過後、減速を開始させる。
(もっと読む)
搬送速度算出装置および搬送速度算出方法
【課題】搬送速度に加えて、被搬送物が何個連なっているのかを把握する。
【解決手段】エア搬送装置により被搬送物(PB)を搬送し、被搬送物を搬送方向における被搬送物の幅方向最大箇所が通過する平面上に配置された第一投光器(31a)から投光されて、第一受光器(31b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第一記録部(21)に記録し、幅方向最大箇所とは異なる幅方向箇所が通過する平面上に配置された第二投光器(32a)から投光されて、第二受光器(32b)により受光される光が被搬送物の搬送方向における幅方向最大箇所により遮光された遮光回数及び遮光時間を第二記録部(22)に記録し、第一及び第二記録部により記録された遮光回数及び遮光時間に基づいて、搬送される被搬送物の搬送速度と、に加えて、被搬送物が何個連なっているのかを算出する。
(もっと読む)
粉粒体の供給量制御方法および粉粒体供給装置
【課題】原料フィーダにおいて、精度良く目標供給量の粉粒体を供給することができる粉粒体の供給量制御方法を提供する。
【解決手段】
粉粒体が入れられるホッパ(2)と、スクリュ(6)からなる送出機構(3)と、これらの重量を測定するロードセル(11)とからなる粉粒体供給装置(1)において、以下の線形式を制御モデルとするサンプル値制御を実施する。
粉粒体の供給量の最新のサンプル値=a*粉粒体の供給量の1ステップ前のサンプル値+b*スクリュ(6)の操作量の最新のサンプル値
係数a、bは初期運転において同定し、実運転中に逐次最小二乗法によって補正する。
(もっと読む)
搬送システム
【課題】搬送システムにおいて、物品の転倒容易度を正確に得る。
【解決手段】搬送システムは、物品Wを搬送するシステムであって、搬入コンベア3と、速度制御部45と、第2光電センサ13と、判定部49とを備えている。搬入コンベア3は、物品Wを載置して移動する。速度制御部45は、物品Wを載置して移動中の搬入コンベア3の速度を制御する。第2光電センサ13は、減速時の物品Wの挙動を検出する。判定部49は、第2光電センサ13によって検出された物品Wの挙動に基づいて転倒容易度を判定する。
(もっと読む)
コンベヤスケール
【課題】 コンベヤスケール全体の低コスト化を図る。
【解決手段】 本発明に係るコンベヤスケール10は、ベルトコンベヤ12の近傍に配置されたスレーブコントローラ200と、このスレーブコントローラ200から離れた位置にあるマスタコントローラ300と、を備えている。スレーブコントローラ200は、ロードセル26および28から得られる荷重検出信号W1(t)およびW2(t)と、パルス発生器42から得られるパルス信号Spと、に基づいて、被計量物18の輸送量を求める。この輸送量は、スレーブコントローラ200からマスタコントローラ300へ無線で送られ、当該マスタコントローラ300のディスプレイ304に表示される。このように、スレーブコントローラ200とマスタコントローラ300とは無線接続されているので、これら両者間200および300間を有線の信号線路で接続する必要はない。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
物品の搬送位置補正装置と補正方法、及び同装置を用いた物品の仕分け設備
【課題】物品Bがメイン搬送路1上で位置ずれを起こしても、その位置ずれを送出ローラ43で積極的に補正することができる、物品の搬送位置補正装置4と補正方法、及び同装置を用いた物品の仕分け設備10を提供すること。
【解決課題】物品Bをローラコンベヤの搬送下流側へ送り出す送出ローラ43と、送出ローラ43を駆動回転させる駆動手段と、送出ローラ43よりも搬送上流側において物品Bを検出する検出手段45と、検出手段45により検出した物品Bの実際の搬送位置と予め設定された正規の搬送位置とを比較し、両者が位置ずれしているとき、送出ローラ43の回転速度を増減速させて該物品Bの送出ローラ43による送出速度をローラコンベヤによる搬送速度よりも大きくし或いは小さくする制御手段46とを設けた。
(もっと読む)
多経路コンベア装置
コンベア装置によって、複数の列で送られ、オメガ形状の1列レーン(11)の形状で様々な経路に渡って分配されるボトル(1)タイプのアイテムの速度を制御することができる。レーンは、1対の壁(16、17)によって画定されている。この壁は、複数の並列コンベア(13、14、15)からなる底板を越えるオメガ形に配置されている。各レーン(11)は、基準として機能する固定壁(16)と、運搬すべきアイテムの寸法に従って調節され得る可動壁(17)とを有していてもよい。 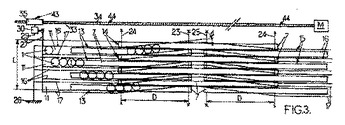 (もっと読む)
(もっと読む)
物品計測方法およびその装置
【課題】本発明は、少ないセンサの数で物品の長さLと物品の幅Wに加えて物品の高さを検知できる物品計測方法およびその装置を提供することを目的とする。
【解決手段】物品13の移動方向と直角な方向に水平に光軸を配置した第1光センサ22と、前記移動方向と直角な方向とは第1所定角度α傾けて水平に光軸を配置した第2光センサ23と、前記移動方向に沿って、垂直な方向から斜めに第2所定角度β傾けて光軸を配置した第3光センサ24とを備え、第1光センサの光軸22aが、移動している物品13により遮光されている間の移動量と、第2光センサの光軸23aが、移動している物品13により遮光されている間の移動量と、第3光センサの光軸24aが、移動している物品13により遮光されている間の移動量を計測し、前記計測した移動量により物品長Lと物品幅Wと物品高さHを演算式により求める検出装置25を備える。
(もっと読む)
粉粒体の定量供給システム
【課題】過去の運転結果に基づいて、外乱発生有無によらず、精度の高い安定した定量供給を行うことができる粉粒体の定量供給システムの提供。
【解決手段】過去の運転によって得られた荷重毎の操作量と排出流量の関係に基づいて、フィーダ1のモデルを作成するモデル作成部14と、モデル作成部14で作成されたモデルと、予め設定された最終目標流量と目標流量収束時間とに基づいて作成された参照軌道とにより、モデルから出力される排出流量が、参照軌道を実現するように、操作量を予測する操作量予測演算部15と、流量検出部11から検出された排出流量と、排出流量が検出された時間における参照軌道上の流量値との偏差が略ゼロとなるように、操作量予測演算部15で予測された操作量の補正を行う操作量補正部17とを備える。
(もっと読む)
ワーク搬送装置
【課題】各工程における作業者による作業環境に合わせて、必要に応じてコンベアを移動させて、組付ラインの長さや配置などを容易に調整することができるワーク搬送装置を提供する。
【解決手段】複数の異なる姿勢でワークを支持するワーク支持台2と、複数のワーク支持台2を搬送方向Xに並べた状態で搬送するコンベア3とを備えるワーク搬送装置1であり、前記コンベア3は、搬送のための動力を供給する駆動モータ23を有する複数の駆動コンベアユニット4と、この駆動コンベアユニット4の間に間欠的に配置されてワーク支持台2を搬送方向Xに移動自在とするフリーコンベアユニット5とを組み合わせたものである。
(もっと読む)
搬送方向と同方向の強度が軟弱な板状体の定規出し方法及び定規出し装置
【課題】搬送方向と同方向の強度が通例よりも一段と軟弱な板状体が混在する場合であっても、適確な定規出し処理を行うことができるようにする。
【解決手段】ベルトコンベアAの搬送方向下手側に備えた起伏式のストッパBに、板状体3の先端を当接させて、該板状体3の定規出しを行うに際し、ストッパBに当接した板状体3の先端近傍が所定限度以上の高さに座屈した場合に限っては、板状体3の先端が、ストッパの位置(定規部材の位置)UからベルトコンベアAの搬送方向上手側へ所定距離L隔てた、所定の隔離位置Vに至るまで、板状体3を一旦逆向きに搬送すべく、ベルトコンベアAを逆転駆動させた後に、ベルトコンベアAを停止させ、次いで、板状体3を前記所定距離Lだけ搬送するに足る短期間だけ、再びベルトコンベアAを正転駆動させることによって、板状体3の先端をストッパBに当接させ、定規出しを行う。
(もっと読む)
インライン集卵方式における卵の処理方法
【課題】 例えば、卵の供給量が低下した場合に発生する洗浄不良や乾燥不良等の問題点を抑制することのできるインライン集卵方式における卵の処理方法を提供する。
【解決手段】 分配整列装置5の入口側近傍に設けられた卵供給量検出手段7にて集卵コンベア4から供給されてくる卵の供給量を検出するとともに、前記検出された単位時間当たりの卵の供給量が制御手段8内に予め設定された規定値を下回った場合、前記検出された卵の供給量に応じた処理能力となるよう、自動選別包装装置6のコンベア(図示せず)の搬送速度を自動制御するようにした。
(もっと読む)
駆動系診断装置
【課題】アクチュエータおよびアクチュエータの動力を伝達する伝達機構を備える駆動系の動作を、効率的に診断可能な駆動系診断装置を提供する。
【解決手段】理論値取得手段101は、駆動系による駆動速度の理論値を取得する。実測値取得手段102は、伝達機能の運動に基づいて駆動系による駆動速度の実測値を取得する。診断手段103は、理論値取得手段101により取得された理論値および実測値取得手段102により取得された実測値を比較することで駆動系の動作を診断する。また、アラーム通知手段104は、診断手段103における診断結果に応じてアラームを通知する。
(もっと読む)
スライドシュー式物品仕分けコンベヤ
【課題】インダクションコンベヤからスラットコンベヤへの物品の投入を制御することによって、スラットコンベヤに投入される物品の前後の間隔を短くし、搬送効率の高いスライドシュー式物品仕分けコンベヤを提供する。
【解決手段】インダクションコンベヤ120の近傍に設置され、投入される物品の最前部を検出する光センサPHA、PHBと、スラットコンベヤ140の回転軸部に設置され、各スラットの位置を検出できる回転検出器146と、前記光センサ及び前記回転検出器の出力に基づき、前記インダクションコンベヤの投入スピードを制御するコントローラとを有しており、前記物品の最前部が前記スラットの所定の位置にくるように前記インダクションコンベヤから前記スラットコンベヤへの前記物品の投入制御を行う。
(もっと読む)
物品検査装置
【課題】 搬送停止時における検査ヘッド内からの被検査物の直接の取り出し作業が不要で、清掃等をも容易に行なうことのできる物品検査装置を提供する。
【解決手段】 被検査物Wを搬送しながら検査する物品検査装置であって、被検査品Wを所定の搬送路長Lを有するコンベア搬送路により搬送する搬送速度制御可能な搬送手段と、これにより搬送される被検査品Wが通過する所定の検査空間領域内で被検査品を検査する検査手段と、搬送手段の搬送速度を可変制御する搬送速度制御手段33aと、寸動実行のための操作入力部7を有し、搬送速度制御手段33aと協働して搬送速度を検査手段による検査時の搬送速度より低速に指定し、かつ、その低速での搬送を操作入力部7への操作入力に対応する搬送時間だけ実行させ、搬送手段を操作入力毎に寸動させる寸動制御手段33cとを備える。
(もっと読む)
流れ作業における作業エリア設定装置および作業エリア設定方法
【課題】 作業負荷が変動する複数車種の混流生産等にも対応可能な流れ作業における作業エリア設定装置を提供する。
【解決手段】 ワークWを載置して各作業ステーションS1、S2・・・を経由させて搬送するコンベア1と、前記コンベア1により搬送されるワークWの作業エリア内の通過位置信号を各ステーションS1、S2・・・に配信する通過位置信号配信手段としてのライン同期盤3と、前記各ステーションS1、S2・・・の作業エリアにおけるワークWへの作業開始位置Soと作業終了位置Eとを前記通過位置信号に基づいて設定する設定手段としての作業コントローラCAと、を備えるようにした。
(もっと読む)
投入ワークの受取・解放方法およびその装置
【課題】 上方より投入されるワークを変形させたり、傷付けたりすることなく受取ったうえ解放する投入ワークの受取・解放方法およびその装置である。
【解決手段】 ワークの投入速度を検出して該投入速度に基づいて可変速コンベア2のワーク受け17を受取タイミングに同期させて投入速度まで加速してワークを受け取り、排出タイミングに同期させて可変速コンベア2を減速してワークを排出する方法とワークの投入速度を検出するワーク速度検出機構23を設け、ワーク受取部10を上部に設け下部にワーク排出部11を設けた可変速コンベア2にワーク受け17を設け、ワークの投入速度に基づきワーク受け17がワーク受取部10に達する受取タイミングに同期させてワーク受け17を投入速度まで加速し、ワーク受け17がワーク排出部11に達する排出タイミングに同期させて減速する駆動機構12を可変速コンベア2に設けた装置である。
(もっと読む)
1 - 20 / 21
[ Back to top ]