
Fターム[3F029CA91]の内容
物品の積み重ね及び付属装置 (962) | 上からの積重ね手段 (263) | プッシャー (12)
Fターム[3F029CA91]の下位に属するFターム
段積されたもの (6)
Fターム[3F029CA91]に分類される特許
1 - 6 / 6
物品移送装置
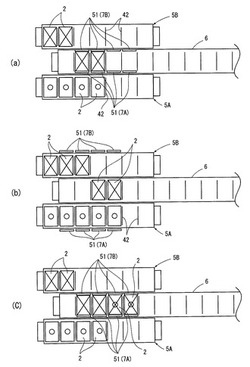
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
パレタイザー

【課題】缶体の各段間にセパレートシートを1枚のみ確実に供給できるパレタイザーを提供する。
【解決手段】パレット11上に缶体12と矩形のセパレートシート13とを交互に多段に積み重ねるパレタイザー10であって、パレット11上に複数の缶体12を配置する缶体供給部20と、パレット11上に配置された缶体12上にセパレートシート13を載置するシート供給部30とを備え、シート供給部30は、複数のセパレートシート13を積み重ねた状態で保持するシート保持部と、このシート保持部から最上段のセパレートシート13を吸着パッド51により吸着し持ち上げて搬送するシート搬送部とを有し、セパレートシート13を持ち上げる際にセパレートシート13の角部に当接するシート押さえ部42が設けられるとともに、吸着パッド51はこのシート押さえ部42よりも内側でセパレートシート13を吸着する。
(もっと読む)
物品スタッカー装置及び物品スタッカー方法
【課題】回収作業用搬送面上において複数個の物品を一括して取り上げて回収可能にして、回収作業能率を向上させることができる物品スタッカー装置及び物品スタッカー方法を提供することである。
【解決手段】ベルト搬送面に投入、載置された物品を無端ベルト1により投入位置から回収位置まで搬送する。ベルト搬送面の端部に配置した可動台2に載置された投入物品にエアー圧を加えてベルト搬送面上に物品を投入する。ついで、搬送方向に沿った物品長さより短い距離だけベルト搬送面を回収位置側に定寸移動させる。更に、所定数の物品を逐次投入して搬送面の定寸移動を繰り返し、隣接する物品の一部が相互に重合するように、物品どうしを一部重合配置させて、その重合物品群を回収位置側に移動して積層状態で寄せ集めて一括回収可能にする。
(もっと読む)
パッケージ積付システム
【課題】従来にない新規な構成のパッケージ積付システムを提供する。
【解決手段】パッケージ積付システムSは、パッケージPを縦列に搬送する縦列搬送装置10と、積み付けにおける単層を構成する所定のパッケージ配設パターンを形成するパターン形成装置30と、それらの間に設けられ、縦列搬送装置10から搬送されたパッケージPを受け取って、パターン形成装置30に所定数のパッケージが搬送方向に直交する方向に横並び配置されるように、受け取ったパッケージPをパターン形成装置30に送り出すパッケージ送出装置20と、を備える。
(もっと読む)
瓶群移載方法及び瓶群移載装置
【課題】瓶群の整列状態を維持して移載することで、瓶の損傷や破損等を防止することができる瓶群移載方法及び瓶群移載装置を提供する。
【解決手段】中央部又は下部の太さが上部の太さより太い複数の瓶Bを各瓶Bの軸線方向が上下方向となり且つ各瓶Bの中央部又は下部が互いに接するように瓶Bを載せるための第1台の上で整列させた瓶群を、各瓶Bの整列位置を保持するように瓶群の中央部又は下部の周囲を囲った状態で瓶群を押して第1台の上を摺動させることによって、第1台よりも瓶群の摺動方向下流側であって第1台よりも下側に配置された第2台に瓶群を移載する瓶群移載方法において、瓶群を形成する各瓶Bの上部同士の間の隙間に瓶Bの傾きを抑制するための傾き抑制部材8を設けた状態で瓶群を移載する。
(もっと読む)
樹脂フィルムの送給方法およびそれに用いる装置
【課題】 たとえば10〜500μmの厚みを有する樹脂フィルムを、それが気密性を有するものであると否との別なく、しわ、めくれ等の形態不良を発生させることなく、所定の作業手段、保管手段等への精度良く安定的に供給できる樹脂フィルムの送給方法を提供する。
【解決手段】 シート13で裏打された長尺の樹脂フィルム12を平坦姿勢で搬送しつつ、その樹脂フィルム12の表面に、定寸切断された未加硫ゴムシート14をそれの先端側から漸次に積層させるとともに、この積層を終えた部分での、樹脂フィルム12からの裏打シート13の除去および、その積層を完了した後の樹脂フィルム12の定寸切断のそれぞれを順次に行い、次いで、その樹脂フィルム12を成型ロール7に供給する。
(もっと読む)
1 - 6 / 6
[ Back to top ]