
Fターム[3F081BA03]の内容
コンベア上の物品の姿勢制御 (7,432) | 用途、目的(供給) (365) | マガジンから物品を取出し供給するもの (11)
Fターム[3F081BA03]に分類される特許
1 - 11 / 11
パッケージの個別切り出し装置
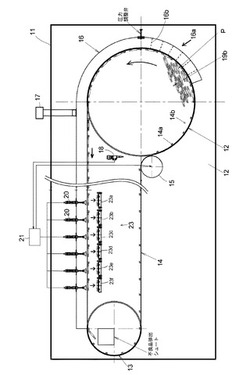
【課題】パッケージを一個ずつ確実に切り出しする個別切り出し装置を提供する。
【解決手段】供給機構18から投入されるパッケージ群を個別に切り出して排出機構23によって排出される個別切り出し装置であって、前部ベルトガイド12及び後部ベルトガイド13と、前部ベルトガイド及び後部ベルトガイドに架け回されて回動する吸着ベルト14と、吸着ベルトを駆動する吸着ベルト駆動部15と、吸着ベルトの内周面に沿って仕切られパッケージを個別に収納するパッケージ収納部14bと、吸着ベルトを貫通して設けられパッケージ収納部に収納されたパッケージPを吸着保持するための貫通孔14cと、吸着ベルトの外周の一部を覆うように吸着ベルトの外周に沿って配置され、チャンバー吸引駆動部17を介してパッケージ収納部内を吸引する吸着チャンバー16と、吸着ベルトのパッケージ収納部に吸着されたパッケージの吸着を解除する吸着解除手段20と、を備えている。
(もっと読む)
中継装置

【課題】中継装置に設けられたシャッター板による物品の損傷を低減すること。
【解決手段】物品を第1装置から受け取って第2装置に供給する中継装置100は、第1装置からくる物品1を一時的に保持する保持室10と、保持室10の入口12に配置された入口シャッター20と、保持室10に保持された物品1を第2装置に送る搬送機構30とを備える。入口シャッター20は、第1位置P1とそれよりも高い第2位置P2とを通る傾斜面18において移動可能なシャッター板22と、シャッター板22を駆動する駆動機構24とを含む。シャッター板22は、入口12を閉じるときは駆動機構24によって第1位置P1から第2位置P2に向う方向に駆動され、入口12を開くときは駆動機構24によって第2位置P2から第1位置P1に向かう方向に駆動される。
(もっと読む)
容器群積付け装置及び積付け方法
【課題】簡易な装置構成で多様な形状、素材、剛性及び重量の容器を損傷させずに、又、多様な配列の容器群の寸法差異や整列状態の乱れ、あるいは容器の欠落に影響を受けないでパレット上に容器群を安定して段積みできる積付け装置及び方法を提供する。
【解決手段】容器群積付け装置1は、幅広い種類の容器に対応可能な吸引ヘッド2、その移動手段及び負圧供給手段4を具備する保持搬送装置10を備えており、保持搬送装置10の吸引ヘッド2を移動手段で移動させて一連の段積み操作を行う。即ち多列ステージ22に整列された容器群を吸引ヘッド2で吸引保持した後、セパレートシート供給装置23で供給されたセパレートシート上に移動する。そこで、吸引ヘッド2に吸引保持された容器群の下側にセパレートシートを更に吸引保持した後、パレット20上に搬送し、両者を一体でパレット20に積む。この操作を繰り返して段積みを完了する。
(もっと読む)
物品供給装置
【課題】脆い性状の物品の切り出しを不良品を発生させることなく行ない得ると共に、個々の厚みに誤差がある物品の切り出しを確実に行なって供給する。
【解決手段】物品Wを積み重ねて収容するマガジン10の下方に、切り出しコンベヤ12が走行自在に配設される。切り出しコンベヤ12に、物品Wを所定個数単位で切り出す切り出し手段16が配設される。切り出し手段16は、物品搬送方向の後方に向けて下降傾斜する物品載置面30aを形成した複数の支持部材20,22,24,26と、水平な物品載置面34aを形成した支持部材28とを備える。各支持部材22,24,26,28の前端に、最下位の物品Wの後部を引掛けて押し出す押出部32,36が形成される。そして、切り出し手段16がマガジン10の下方を通過することで、物品Wが1個ずつ切り出されて下流側に搬送される。
(もっと読む)
部品検査装置
【課題】 部品の複数の方向からの外観検査が可能な部品検査装置の配置スペースを小さくする。
【解決手段】 部品検査装置1は、第1ディスク17と、第2ディスク57と、移載機構5と、検査ユニット(13,53)と、選別ユニット(14,54)とを備えている。第1ディスク17は、ワークWを載置して回転方向に搬送可能である。第2ディスク57は、ワークWを載置して回転方向に搬送可能であり、第1ディスク17の軸方向下側に配置されている。移載機構5は、第1ディスク17から第2ディスク57に対してワークWを上下反転させて移載させる。検査ユニット(13,53)は、第1及び第2ディスク17,57に載置されて搬送されるワークWを検査する。選別ユニット(14,54)は、検査ユニット(13,53)の検査結果に応じてワークWを良品と不良品を選別する。
(もっと読む)
自動系外排出・供給搬送システム
【課題】 障害発生時に上流ラインの稼動を止めることなく製品を一時保管自動倉庫に収納し、障害が回復した際に自動倉庫から出庫して最終梱包ラインに供給する、バンド掛け状態の製品またはピロー包装された製品の自動系外排出・供給搬送システムを提供する。
【解決手段】 排出製品整列ストッパ機構10と、製品移載機構20と、トレー保持交換・ポケット内整列機構30と、トレー移載機構40と、を少なくとも備え、バンド掛け状態の製品またはピロー包装された製品が供給ベルトコンベア11に載って下流側梱包ラインに送られているときに、その梱包ラインに障害があり停止した場合或は停止させた場合、上流側工程ラインを停止させないで、送られてくる供給ベルトコンベア上の製品を、一時的にライン系外にストックする自動系外排出と、一時的にストックされた製品を供給ベルトコンベアに戻して下流梱包ラインに供給する自動系外排出・供給搬送システム。
(もっと読む)
包装機における分包品集積方法と装置
【課題】不良品を排出することによって歯抜け状態となった搬送ラインで高速化に対応できるとともにコンパクトで廉価な分包品集積装置を提供すること。
【解決手段】歯抜け位置に分包品Wを補充できるように補充ストッカ20を搬送ライン12の下流側に配置する。補充ストッカ20は、収納する分包品Wのシート枚数が少ない場合には、搬送されてきた分包品Wを補充ストッカ20内に取り込み、シート枚数が必要分ある場合には、補充ストッカ20内の分包品Wを取り出して歯抜け位置に補充する。これによって集積部17では、規定の集積枚数で集積された分包品組W1あるいは分包品Wが集積されない空の状態のまま、全列を一括して後工程Pに送給する。
(もっと読む)
容器供給方法および容器供給装置
【課題】 多数個積層した複数列の容器群から多列コンベアで容器を順次搬送する際に、供給口上の容器と供給口直前の容器との間に容易にシャッタを挿入することができる容器供給方法および容器供給装置を提供する。
【解決手段】 多列の容器群11Cを多列コンベア12によって前進させ、前端12aの積層容器11Aを容器供給口13上に押出し、容器検出手段14により積層容器11Aが容器供給13口に押出されたことを検出したら、制御部18はコンベア駆動機構15を制御して多列コンベア12を逆走させて多列コンベア12の前端12aの積層容器11Aと容器供給口13の積層容器11Aとの間に、シャッタ16を挿入するための空間を設ける。そして、制御部18の制御により開閉機構17を制御してシャッタ16を閉じる。
(もっと読む)
笠付栓整列装置
【課題】任意の方向を向いている笠付栓を目標方向に向ける。
【解決手段】笠付栓整列装置100は、笠付栓を搬送するスクリューコンベア20と、スクリューコンベア20によって搬送されている笠付栓10のうち第1方向に向いている笠付栓10Aの笠部が係合するように構成された第1係合部35と、第2方向に向いている笠付栓10Bの笠部が係合するように構成された第2係合部55とを備える。第1方向を向いている笠付栓10Aの笠部が第1係合部35に係合することによりその笠付栓10Aが回転し、第2方向を向いている笠付栓10Bの笠部が第2係合部55に係合することによりその笠付栓10Bが回転し、これにより目標方向に向いていない笠付栓10A、10Bが目標方向に向く。
(もっと読む)
ピッチ変更移載装置
【課題】吊り下げハンガーに吊り掛ける際には、効率的に勝つ確実に処理するに適したピッチ間隔で配設されるが、その前段階では、前段階に適したピッチ間隔で配設されることが多く、その場合には、両ピッチ間隔が一致しないことが多く見られる。その場合には、手作業でワークWを1個づつ移し替えている。このような手作業では、作業が繁雑になり、効率よく作業を行うことが出来ない。
【解決手段】把持部材40は、第1所定ピッチP1で収納容器70に配列された1列のワークWを把持し、第1ピッチ変更部材32に搬送して、この第1ピッチ変更部材32に移し替えて第2所定ピッチ間隔P2に変更し、再度把持部材40で1列のワークWを把持して、吊り下げハンガーHまで搬送し、1列のワークWを吊り下げハンガーH移し替えて、ワークWを第2ピッチ間隔で保持する。
(もっと読む)
反転式アンローディング方法及び反転式アンローダー
【課題】 反転体1に上向きの水平状態で搬入したトレイTを、反転体と共に反転させ、トレイ内のレトルトパウチPをトレイ外に排出し、反転体から外部に送り出し、空になったトレイを反転体と共に再度反転させた後搬出する反転式アンローダー。作業能率が高く、コンパクトで広いスペースを必要としないアンローダーを得る。
【解決手段】 反転体1は反転軸2を中心に180度ずつ回転し、両側にトレイの搬入位置A,Bが設定されている。反転体にトレイの搬出入を行うチェーンコンベア5、トレイの下面を支持して外向きに移動させるトレイ移動部材6,7が設置され、反転体の外側にベルトコンベア3,4、ストッパー12,13が設置されている。反転体から独立して、トレイ持ち上げ部材52が設置されている。反転体の反転時は、トレイ移動部材がトレイをストッパーに押し付け、ベルトコンベアがトレイ内のレトルトパウチを押さえる。
(もっと読む)
1 - 11 / 11
[ Back to top ]