
Fターム[3F081BD20]の内容
コンベア上の物品の姿勢制御 (7,432) | 流れ形態の変換 (1,078) | 物品を積み重ね、整合するもの (39)
Fターム[3F081BD20]に分類される特許
1 - 20 / 39
物品整列装置
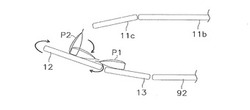
【課題】異なる形状の端部を有する物品を効率よく箱詰めすることを可能にする物品整列装置。
【解決手段】袋P2は、傾斜搬送部11cから停止中の第2の搬送装置12に落下する。袋P2の落下が、落下検知センサによって検知されると、第2の駆動部は制御される(第1の処理)。第2の駆動部は、袋P2が第2の搬送装置12のベルトコンベアに落下した後、第2の搬送装置12を駆動させる。このとき、袋P2は、上端を下流側に倒す。袋P2は、上端が下流側、下端が上流側に位置するように倒れる。これにより、袋P2は、第2の搬送装置12によって第2の平面状態で搬送される。第2の駆動部のモータの回転数が所定値に達すると、袋P2は、第3の搬送装置13に受け渡される。
(もっと読む)
搬送装置

【課題】耐久性の低下を可及的に招来することなく、被搬送物の搬送効率を向上することのできる搬送装置を提供する。
【解決手段】第1搬送経路R1上で移動する予め定められた載置目標場所に被搬送物Sを載置すべく、載置目標場所が3次元空間における予め定められた位置に到達するのと同期して、被搬送物Sを第1搬送経路R1と異なる第2搬送経路R2を介して前記予め定められた位置に搬送するための第2搬送部3と、第2搬送経路R2上の搬送出口ETに被搬送物Sが到達したことを検出する出口センサ16と、この検出時点における被搬送物Sの理想位置に対する実際位置の位置ずれ量を算出する走行距離検出処理部27と、被搬送物Sの検出時点から予め定められた搬送速度制御対象期間に、前記位置ずれ量に応じ、停止以外の速度範囲内で第2搬送部3の搬送速度を調整する搬送速度算出部28及び搬送制御部29とを備えた。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
物品揃え装置
【課題】コンパクトで且つ製品長が異なる物品に対しても容易に対応することができる物品揃え装置を提供する。
【解決手段】乾麺は後方規制部材7で後方への移動が規制されつつ搬送されるもので、乾麺Nの前方において搬送方向に往復移動する前方規制部材16を設け、前方規制部材16はサーボモーターMにより駆動して、後方規制部材7に対し乾麺Nの長さに相当する距離まで接近可能とし、さらに前方規制部材16は搬送方向と直交する方向に往復移動させて、後方規制部材7の前方に位置する規制位置と後方規制部材7に干渉しない待機位置とを切り替える。
(もっと読む)
PTPシート搬送装置
【課題】PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
(もっと読む)
PTPシート搬送装置
【課題】構造の簡素化や、集積形態の切り替え作業の簡素化等を図ることのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で、固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。ハウジング16の駆動軸14の傘歯車27と、これに噛合する可動クランプ装置21Bの回動軸18の傘歯車26とのギア比が2:1に設定されている。所定の受取り位置P1から反転装置12回りに90度回転した第1受渡し位置P2には、1枚おきに表裏反転したPTPシート1を順次受取る第1受取り装置13Aが設けられ、受取り位置P1から反転装置12回りに180度回転した第2受渡し位置P3には、常に同じ向きでPTPシート1を受取る第2受取り装置13Bが設けられている。
(もっと読む)
包装袋の集積装置
【課題】高速搬送されてもなお包装袋を所望の形態で集積できるようにする。
【解決手段】包装袋Wを一列に並んだ状態で給送する搬入コンベア10と、この搬入コンベア10から包装袋Wが一袋移載されるごとに包装袋Wにおける搬送方向に沿った長さよりも短い距離ずつ間欠移動し、かつ当該間欠移動に伴って互いに一部が重なり合う形態で積み重ねられた包装袋Wが所定数に達したところで所定数の包装袋Wを搬出位置に揃って移載すべく高速移動する集積コンベア15と、この集積コンベア15との間で包装袋Wを弾性的に挟圧可能で、かつ集積コンベア15と同期的に移動可能な保持用コンベア30とが具備されている。
(もっと読む)
段ボール箱詰めシステム
【課題】形状の良い袋包装体を安定して集合し、集合した箱詰め製品としての袋包装体を安定して段ボール箱内に挿入することで、コストを増加させることなく省スペースで袋包装体の整形と箱詰めをすることができる段ボール箱詰めシステムを提供する。
【解決手段】袋包装体Pを製造する縦型製袋充填機のような包装機10と、包装機10から送り出される袋包装体Pを昇り調子に搬送する搬送コンベヤ20と、搬送コンベヤ20から搬出される袋包装体Pを集合させる集合装置220と、段ボール箱のような箱を投入位置にまで搬送する箱搬送装置と、袋包装体Pを箱内に投入する投入装置40が一つの例えば直線状のラインに配置されており、投入装置40は、包装体群を投入部に搬送されている段ボール箱に直下に下降させて箱詰めする。ライン側方への張出しが抑制され、段ボール箱詰めシステムを嵩張らず省スペースに構成することができる。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
基板反転装置及び基板反転方法
【課題】上基板をローラコンベアで上向きに搬送し、基板貼合装置に搬入する前に上下反転して、基板貼合装置の上テーブルに受け渡すようにする。
【解決手段】搬送ローラ上を上向きに保持されて搬送されて来た上基板がウォーキングビーム42を構成する複数の指部45上に受け渡され、真空吸着パッド46によってこれら指部45に吸着保持される。かかる状態で、ウォーキングビーム42の一方の端部の上下移動部材44が垂直な移動用柱41に沿って移動し、これとともに、ウォーキングビーム42の他方の端部の水平移動部43が水平方向に移動する。水平移動部43が移動用柱41の位置を越えて移動すると、上下移動部材44が降下し、ウォーキングビーム42が水平状態になっていく。これにより、ウォーキングビーム42が上下反転し、これに伴って、これに吸着保持されている上基板2も上下反転する。
(もっと読む)
箱詰め装置
【課題】簡単かつ安価に製造することができるとともに、収納箱内における物品の整列状態を安定させることができる箱詰め装置を提供する。
【解決手段】箱詰め装置は、一対の第1羽根車60と、一対の第1羽根車60を互いに逆方向に回転させる第1回転手段とを有する第1羽根車装置42を備え、一対の第1羽根車60のそれぞれの第1羽根66は、複数の物品14のうちの1つを支持する第1支持部74と、他の1つを第1支持部74よりも供給方向の前方において支持する第2支持部84とを有しており、第1支持部74および第2支持部84は、回転軸L1に対して交差する方向において段差88を有するように2段に構成されており、第1羽根66が複数の物品14を支持する回転位置にあるとき、第1支持部74が第2支持部84よりも下方に位置する。
(もっと読む)
送入コンベア装置とその制御方法
【課題】上流側機器で発生した不良品を搬送ライン外へ自動的に取り出すことができ、上流側機器の稼動率を向上させると共に、省力化を図ることができる送入コンベア装置を提供する。
【解決手段】受取り側端部で受取った長尺木材aを排出側端部に移送する送入コンベア14を、駆動軸15に起伏動可能となるよう取付け、前記送入コンベア14の駆動軸15から離れた位置をシリンダ16で支持し、このシリンダ16で送入コンベア14を水平状態の材料搬送姿勢と、受取り側端部を上昇させた押し上げ姿勢に変化させ、前記送入コンベア14を起立させて跳ね上げ姿勢にすることができるよう、前記シリンダ16による送入コンベア14の支持部分を上方に分離可能とした。
(もっと読む)
板状物品の積層搬送装置
【課題】上下に複数段に並設された搬送路8,10,12の各後端部8b,10b,12bが、上段側のものほど上流側に位置されていて、該各搬送路上に載置された板状物品wを押送手段16で同時に押送することで、上段側から下段側へと順次に該板状物品を落として重ね合わせつつ下流に向けて積層搬送していく積層搬送方法及びその装置において、板状物品を落下させる際に、搬送方向前方に滑って位置ずれや滑落が生じないようにする。
【解決手段】上記の最下段を除く各搬送路10,12の後端部10b,12bには、その幅方向の一方側に、落下される板状物品の一側部を係止する係止片を下流に向けて所定長に亘って設ける。板状物品は落下する際に、幅方向の一側部が先に落下してから他側部が落下するので、下段側の板状物品上に重なる時に搬送方向に前後の位置ズレを生じることがない。
(もっと読む)
包装物の搬送装置
【課題】包装物を効率よく収納させる姿勢に整理して搬送を行う包装物の搬送装置を提供することである。
【解決手段】搬送装置100は、主に第1搬送部200、第2搬送部400、第3搬送部410および伸縮性搬送部420を有する。第2搬送部400は、第1搬送部200の下方に設けられ、第1搬送部200の搬送方向と逆方向(矢印M2)に包装物群110を搬送する。制御部301は、第1搬送部200および第2搬送部400を制御する。第1搬送部200から第2搬送部400へ包装物110a,〜,110eを落下させ、包装物110a,〜,110eを複数重ね合わせて包装物群110を形成する。また、包装物110aの場合、第2搬送部400は略水平面に沿った角度で設けられ、包装物110b,〜,110eの場合、第2搬送部400は傾斜角度α2で設けられる。
(もっと読む)
播種済み育苗容器搬送方法および播種済み育苗容器搬送装置
【課題】小規模育苗作業における育苗容器の搬送が人手による手作業で行うため、重労働であるという課題がある。
【解決手段】播種済み育苗容器Aを所定期間育苗する育苗器12と、該育苗器12の近傍所定位置に設置した播種用移送台1との間に積み出し装置10および搬送用移送台11を設置し、播種済み育苗容器Aを上下二段に積み上げ、上下二段に積み上げた二段積み育苗容器Aを搬送用移送台11により、播種用移送台1により送り出される後続の二段積み育苗容器Aにより先行二段積み育苗容器Aを押して搬送用移送台11上を移動させて前記育苗器12にまで搬送し、前記搬送用移送台11の終端に搬送された播種済み育苗容器Aを育苗器12内に搬入して所定期間育苗する播種済み育苗容器搬送方法。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
包装袋集積装置
【課題】複数の搬送ラインにて一定の搬送サイクルで連続的に供給される包装袋を、搬送ライン毎に規定枚数に集積する包装袋集積装置において、生産性を向上させる。
【解決手段】搬送ラインより供給される包装袋を、一次集積枚数N1まで集積する一次集積部と、一次集積部より包装袋を受け取るとともに、搬送ラインより供給される包装袋をさらに集積して、規定枚数N2まで集積する二次集積部と、二次集積部にて集積された包装袋組を受け取り、一定のサイクルにて搬出位置に移動させて、包装袋組を後工程に搬出する包装袋組搬出装置とを備え、二次集積部にて規定枚数N2まで集積された後、搬送ラインより次に供給される包装袋は一次集積部にて集積され、一次集積部にて一次集積枚数N1に達するまで包装袋が集積されている間に、二次集積部から包装袋組搬出装置への包装袋組の移動が行われる。
(もっと読む)
物品供給装置
【課題】高速包装処理時に前工程からの物品の供給に遅れが生じた場合、後工程の包装機への物品の供給タイミングに合わせて物品を移載できる装置を得る。
【解決手段】搬送コンベヤ5は前工程から搬送される物品を受入位置Aで区画部10に受け入れて排出位置Bまで搬送する。ロボット7は排出位置Bの区画部10から所定個数の物品を取り出す把持部16を有している。把持部16が搬送コンベヤ5から取り出した物品を、後工程の包装機3に接続した供給コンベヤ6に載置する。前工程から搬送される所定時間あたりの物品数に対する包装機3の処理能力の差によって、搬送コンベヤ5の受入位置Aから排出位置Bまでの区画部10に収容された物品の貯留量を変化させる際に、物品の貯留量を増加させる条件が満たされると包装機3の処理能力を低くし、物品の貯留量を減少させる条件が満たされると包装機3の処理能力を高くする。
(もっと読む)
PTPシートの抱き合わせ方法及び装置
【課題】 1枚ずつ前後に搬送されるPTPシートのうちの2枚のPTPシートを、ポケット部を対向させた状態で重ね合わせることを高速に行えるようにすること
【解決手段】 PTPシート1を一定間隔ごとに搬送する第1搬送路12と、その第1搬送路の上方に配置される第2搬送路13と、第1搬送路で搬送されるPTPシートを1枚おきに第2搬送路へ移し替える搬送路切り替え機構(往復移動するシャッター14)と、第2搬送路(回転案内通路25)上を搬送されるPTPシートを、搬送面上で滑らせて前進移動させながらその搬送面内で回転させて前後の向きを変更する方向回転手段(抑え部材20)と、その前後の向きが回転されたPTPシートを、反転させるとともに、第1搬送路の第3通路12cの上に設けた第4通路35上に供給する移し替え装置30を備える。押送フィンガーにより、第3通路上と第4通路上のPTPシートは、後端がそろった状態で搬送される。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
1 - 20 / 39
[ Back to top ]