
Fターム[3F081BD24]の内容
コンベア上の物品の姿勢制御 (7,432) | 流れ形態の変換 (1,078) | 合流(個別の搬送路から合流するもの) (30)
Fターム[3F081BD24]に分類される特許
1 - 20 / 30
物品搬送装置
循環搬送装置
【課題】搬送路の進路方向を変更するガイド部材を有する循環搬送装置において、既存の設備を有効利用し、進路方向を変更して搬送する際の飲食物容器の搬送を円滑に行うことができる循環搬送装置を提供する。
【解決手段】寿司皿Sを循環搬送路5に従って循環搬送する循環型飲食物搬送装置1において、循環搬送路5a、5b間を接続して循環搬送経路を短縮させるバイパス搬送路6を構成するバイパス搬送装置10を有し、バイパス搬送装置10は、循環搬送路5a、5b間を接続して寿司皿Sを搬送する搬送部11と、搬送される前寿司皿Sに接触してガイドすることで当該寿司皿Sの進路方向を変更させるガイド部材R1、R2と、ガイド部材R1、R2に装着され、寿司皿Sの前記進路方向が変更されるときに、変更後の進路へ向かいやすいように形状が形成されたアタッチメント部材T1と、を備える。
(もっと読む)
スクリュー搬送装置

【課題】スクリューの兼用率の向上と、搬送速度の高速化の両立を図ること。
【解決手段】コンベアの搬送速度がスクリュー本体の搬送速度より卓越し、折曲ガイドをスクリュー本体の直交方向に向けて移動可能に設置し、スクリュー本体の入口部の谷径を他の部位より小径に形成して、折曲ガイドとの間に対向距離の等しい搬送空間を形成した。
(もっと読む)
移載秤量装置
【課題】複数種の容器をそれぞれ所望の高さで支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供する。
【解決手段】移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、相互に高さを違える複数の支持手段11,13と、容器に内容物を投下する主投下コンベヤと、主秤量手段19と、移載コンベヤ21と、容器に少量の内容物を投下する副投下コンベヤと、副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
(もっと読む)
基板反転装置及び基板反転方法
【課題】上基板をローラコンベアで上向きに搬送し、基板貼合装置に搬入する前に上下反転して、基板貼合装置の上テーブルに受け渡すようにする。
【解決手段】搬送ローラ上を上向きに保持されて搬送されて来た上基板がウォーキングビーム42を構成する複数の指部45上に受け渡され、真空吸着パッド46によってこれら指部45に吸着保持される。かかる状態で、ウォーキングビーム42の一方の端部の上下移動部材44が垂直な移動用柱41に沿って移動し、これとともに、ウォーキングビーム42の他方の端部の水平移動部43が水平方向に移動する。水平移動部43が移動用柱41の位置を越えて移動すると、上下移動部材44が降下し、ウォーキングビーム42が水平状態になっていく。これにより、ウォーキングビーム42が上下反転し、これに伴って、これに吸着保持されている上基板2も上下反転する。
(もっと読む)
容器梱包体の製造方法、容器梱包体の製造システム、容器梱包体、容器収容体の製造方法、容器収容体の製造システム、および容器収容体
【課題】商品名や商標名などの標記を梱包材の外部から視認可能な状態とし、宣伝広告効果をより確実に生じさせる。
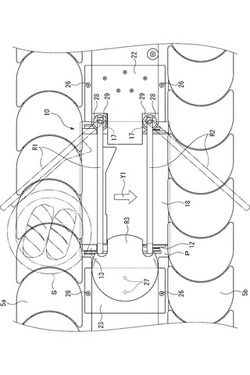
【解決手段】容器梱包体の製造工程には、缶体20を停止させる機能を有したストッパーユニット70、このストッパーユニット70に対して缶体20を供給する第1供給装置41〜第6供給装置46、ストッパーユニット70上に位置する6つの缶体20を把持するとともにこの6つの缶体20を梱包工程へ搬送する把持ユニット50が設けられている。第1供給装置41〜第6供給装置46の各々は、缶体20をストッパーユニット70に向けて搬送するとともに缶体20を周方向に回転させ缶体20に付された識別標記を予め定められた方向(缶体20の搬送方向上流側)に向ける回転機構30を備えている。
(もっと読む)
板状物品の積層搬送装置
【課題】上下に複数段に並設された搬送路8,10,12の各後端部8b,10b,12bが、上段側のものほど上流側に位置されていて、該各搬送路上に載置された板状物品wを押送手段16で同時に押送することで、上段側から下段側へと順次に該板状物品を落として重ね合わせつつ下流に向けて積層搬送していく積層搬送方法及びその装置において、板状物品を落下させる際に、搬送方向前方に滑って位置ずれや滑落が生じないようにする。
【解決手段】上記の最下段を除く各搬送路10,12の後端部10b,12bには、その幅方向の一方側に、落下される板状物品の一側部を係止する係止片を下流に向けて所定長に亘って設ける。板状物品は落下する際に、幅方向の一側部が先に落下してから他側部が落下するので、下段側の板状物品上に重なる時に搬送方向に前後の位置ズレを生じることがない。
(もっと読む)
肉処理システム
本発明は、肉処理システムに関し、この肉処理システムは、肉製品(8)を製造する製造ステーション(2)と、上記肉製品を処理するための処理ステーション(3)と、製造ステーションから処理ステーションまで搬送経路に沿って搬送方向(5)で上記肉製品を搬送するように構成された搬送システム(4)と、を備える。搬送システムは、供給コンベア(6)及び排出コンベア(7)を備える。供給コンベアは、肉製品を排出コンベアまで移送するように構成されており、これにより、肉製品が製造ステーションによって送達される排出向きは、肉製品が処理ステーションまで供給される向きとは異なる。 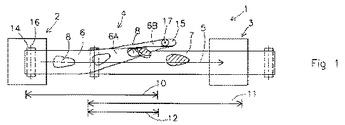 (もっと読む)
(もっと読む)
PTPシートの抱き合わせ方法及び装置
【課題】 1枚ずつ前後に搬送されるPTPシートのうちの2枚のPTPシートを、ポケット部を対向させた状態で重ね合わせることを高速に行えるようにすること
【解決手段】 PTPシート1を一定間隔ごとに搬送する第1搬送路12と、その第1搬送路の上方に配置される第2搬送路13と、第1搬送路で搬送されるPTPシートを1枚おきに第2搬送路へ移し替える搬送路切り替え機構(往復移動するシャッター14)と、第2搬送路(回転案内通路25)上を搬送されるPTPシートを、搬送面上で滑らせて前進移動させながらその搬送面内で回転させて前後の向きを変更する方向回転手段(抑え部材20)と、その前後の向きが回転されたPTPシートを、反転させるとともに、第1搬送路の第3通路12cの上に設けた第4通路35上に供給する移し替え装置30を備える。押送フィンガーにより、第3通路上と第4通路上のPTPシートは、後端がそろった状態で搬送される。
(もっと読む)
ロット等の制御搬送システム
【課題】ロット等の順序を守って製造物、半製品、商品等を搬送する制御搬送システムを提供する。
【解決手段】前工程から導入搬送ライン10で搬送されてきたワーク1が、ワーク1のID情報にロッド番号として発行して記憶させるロット番号発行制御装置を通過した後、分岐部5を経て複数の分岐搬送ライン11、12等に振り分けられて搬送され、合流部6でロット番号比較制御装置が、ロット順序が古いロット番号を先に流すように制御して、1本の搬出搬送ライン20で後工程に流すロット制御搬送システムにおいて、ワーク1のID情報にロット番号として発行する自然数には上限値が存在して、ロット番号が漸増して上限値に達したら、これまで発行した最小の自然数に戻ってロット番号を発行することを繰り返すことを特徴とする。
(もっと読む)
採血管ストッカー及び採血管準備装置
【課題】簡易小型でポータブルでもあり、机上等にも容易に設置でき、災害時等の緊急対応性にも優れ、且つ医師からの採血指示に応じて種類の異なる採血管を準備することができるようにする。
【解決手段】一つの搬送ベルトの往復するベルトどうしの中に採血管保持部材をベルトに沿って配置し、採血管のキャップの下端面を採血管保持部材と往き側送りベルトの上端面とで支持している。そして、往き側ベルトによってキャップを通じて採血管に送り(フィード)を与えている。またこれらのストッカーを構成する部材を一つのモジュール内に搭載し、装置本体の装着部に脱着自在に装着している。またモジュール方式であるので、故障した場合やメンテナンス時の作業が極めて容易である。
(もっと読む)
整列搬送装置
【課題】 被搬送物を搬送路上で整列させる際のブリッジ発生の抑制効果を更に向上し得る整列搬送装置を提供する。
【解決手段】 本発明は、搬送路11の一の側縁12aに設けられた走行ガイド14と、走行ガイド14の一部に設けられ、搬送上流側へ駆動される逆送りコンベヤ16と、搬送路11の他の側縁12bにおける逆送りコンベヤ16と対向する位置に、搬送路11の他の側縁12bから一の側縁12aの方向に、搬送下流側へ向かって斜めに設けられた幅寄せガイド18とを備え、搬送路18を複数列で搬送される被搬送物Aを単列化する整列搬送装置10であって、逆送りコンベヤ16が、搬送下流側から搬送上流側に向かって搬送路11から離反する方向に斜めに設けられたことを特徴とする。
(もっと読む)
容器搬送装置
【課題】複数の単列コンベヤ6A、6B、6C、6D、6E、6F、6G、6Hを並列させた複列搬送手段6に容器2をアキュームする際に、衝撃が発生したり後方の容器から押し圧がかかることを防止する。
【解決手段】単列で容器を搬送する上流側コンベヤ4と前記複列搬送手段の間に上流側接続手段8を設け、上流側コンベヤといずれかの単列コンベヤとを選択的に接続する。複列搬送手段と単列で容器を搬送する下流側コンベヤ10の間に下流側接続手段12を設け。いずれか一つの単列コンベヤを下流側コンベヤに接続する。上流側接続手段と複列搬送手段を、その前後の搬送手段よりも低速で運転する。下流側コンベヤに設けた検知手段70が容器の滞留を検知したときに、上流側接続手段を切り換えるとともに、それまで容器を搬送していた単列コンベヤを停止させる。
(もっと読む)
物品搬送装置
【課題】搬送途中でオーダ単位の物品群をばらつき状態からかたまり状態にできる物品搬送装置を提供する。
【解決手段】物品搬送装置1は、オーダ単位の物品群Aを搬送する搬送コンベヤ2と、搬送コンベヤ2の幅方向中央部からの物品群Aの一部を受け入れて搬送する中央部コンベヤ21とを備える。中央部コンベヤ21の両側方には、搬送コンベヤ2の幅方向端部からの物品群Aの他部を受け入れて搬送して中央部コンベヤ21上に搬出する対をなす端部コンベヤ22を配設する。物品群Aの一部を受け入れる受入時における中央部コンベヤ21の搬送速度が搬送コンベヤ2の搬送速度より低速である。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
薬剤手撒き装置
【課題】容易かつ安価に製造できるうえ高速時も区画室が安定する多列コンベアを実現。
【解決手段】多行多列の多数マス22を具備した予備撒きカセット20と、多行多列の区画室93に予備撒きカセット20から一括して薬剤を受け取る多列コンベア80と、多列コンベア80から一列分ずつ薬剤を受け取る単列コンベア40とを具えた薬剤手撒き装置50において、多列コンベア80が、平行配置されていて一緒に駆動される一対の無端ベルト81に多くの区画列部材90を装架したものであり、区画列部材90が、多列コンベア80の一列分の区画室93を一体形成した固形物であって区画室間の隔壁92に区画室93を避けて溝96を形成したものであり、その溝96に上側固定板85や下側固定板87が挿通されて区画列部材90の移動について案内および規制を行う。
(もっと読む)
規正装置、搬送装置
【課題】被搬送物の規正移動の際に傷や摩耗粉の発生がなく、規正移動を円滑に行うことのできる規正装置を提供する。
【解決手段】規正装置11は、被搬送物Wを載置して第一方向に移動させる搬送部4と、搬送部4を第一方向と交差する第二方向に移動自在に保持する移動部6と、被搬送物Wを第二方向における所定位置に規正する規正部11と、を備える。
一対の規正部材11a,11bは、第二方向に移動自在に設けられると共に、所定位置において回転自在に軸支されたリンク機構13に連結される。
(もっと読む)
コンベア式物品仕分け装置
【課題】スペースの利用効率が高くいと共に仕分け効率も高いコンベア式仕分け装置を提供する。
【手段】仕分け装置は、平行に延びる複数対の供給コンベア1と、これら供給コンベア1の群と立体交叉した複数本の排出コンベア2と、供給コンベア1から排除された物品Wを排出コンベア2に移載する傾斜状の中継コンベア6とを備えている。一対の供給コンベア1で1本の中継コンベア6を共用している。排出コンベア2には、複数の中継コンベア6から放出された物品Wを分散して搬送するためのガイド体12が設けられている。多数本の供給コンベア1から1本の排出コンベア2に物品Wを集合させることができる。
(もっと読む)
容器整列搬送装置
【課題】容器搬送の安定性および信頼性を向上させることができる容器整列搬送装置を提供する。
【解決手段】アキュームコンベアと、アキューム出口制御コンベア20と、ピッチ割りコンベア20aと、集合装置30と、単列コンベアと、アキューム出口制御コンベア20上を幅広且つ密集して搬送される容器50を、同一幅の比較的高速で搬送して容器50を引き取るピッチ割りコンベア20aと、当該搬送方向に間隔の空いた分散状態の容器50の広幅な流れに変成した上で、第1列目を最も低速で、第2列目を若干増速してあり、第3列目を更に増速するように、概ね順列に加速される多列平行コンベア30a〜30jを持ち、且つ、当該コンベア上に搬送幅を狭めるようにカーブして設けられた片側案内板35を備える集合装置30とを含む容器整列搬送装置を採用する。
(もっと読む)
テーブル上で運搬された製品を整列させるための方法および設備
本発明に係る方法は、その入り口と出口の間で整列テーブル(13)上を斜め方向にボトル(1)を案内すること、および同時に、基準速度Vnよりも高い速度に達するために入り口からテーブル(13)の一部の上においてボトル(1)の速度を徐々に高めることを具備する。本方法はさらに、移送コンベア(14)によって形成された列の形態での、その排出前に整列テーブル(13)の下流部分において、少なくとも2回の交互の間隔をつめる操作と間隔をあける操作をボトル(1)に対して実施することを具備する。本方法を実施するための設備は、特に、バンド(15as)上を走行するボトル(1)の間隔をつめる操作と間隔をあける操作を一つの対から他の対へ互い違いの様式で実施するために、異なる速度で各対内で作動させられる少なくとも二つのバンドの対(15.1,15.2および15.3,15.4...)を含むバンドの群を具備してなる。  (もっと読む)
(もっと読む)
1 - 20 / 30
[ Back to top ]