
Fターム[3F081BF12]の内容
コンベア上の物品の姿勢制御 (7,432) | その他の用途、目的 (521) | 塗装、メッキ、印刷 (18)
Fターム[3F081BF12]に分類される特許
1 - 18 / 18
円柱体の回転位置決め装置
【課題】横倒させた円柱体Wを移動及び回転させながら、円柱体Wの回転位置決めを行うに際して、摩耗粉の発生を防止し、摩耗粉を原因としていた各種不具合を防止する。
【解決手段】レール部材3上の円柱体Wに当接する回転ローラ20と、回転ローラ20を回転駆動するローラ回転機構21と、回転ローラ20をレール部材3上の円柱体Wに接離させるローラ接離機構22と、回転ローラ20を送り爪5に同調させつつレール部材3に沿って移動させるローラ移動機構23とを有し、ローラ移動機構23には、回転ローラ20が円柱体Wに当接するよりも先に円柱体Wの一端部に当接して円柱体Wを送り爪5よりも搬送方向の下流側へ離反させる先行送り爪53が設けられており、この先行送り爪53には、回転ローラ20で回転される円柱体Wから転動力を受けて従動回転するロータ54が設けられている。
(もっと読む)
搬送装置、インクジェット記録システム及びインクジェット記録方法

【課題】搬送対象の物品を好適に搬送することができる搬送装置、搬送装置を有するインクジェット記録システム、及び、インクジェット記録システムで実行されるインクジェット記録方法を提供することを目的とする。
【解決手段】搬送装置1は、複数の搬送ローラ10と、直交方向の第一の側及び第二の側のうちの第一の側に設けられ、搬送中の物品3の基準側面部に接し、直交方向において、搬送中の物品3の位置決めをする第一ガイドローラ90とを有する。複数の搬送ローラ10は、回転軸22と傾斜ローラ本体24とを有し、回転軸22が、搬送中の物品3を第一の側に斜行させる方向に傾斜した傾斜ローラ20を含む。傾斜ローラ20は、物品3の基準側面部が第一ガイドローラ90に接した状態で、物品3が第一ガイドローラ90から受ける反力に応じて、傾斜ローラ本体24を、回転軸22の軸方向において、第二の側に移動させる移動機構を有する。
(もっと読む)
円柱形物体の搬送装置
【課題】円柱形物体1を,その軸線1bの回りに回転しながら搬送する搬送装置において,その装置の小型化等を図る。
【解決手段】平行に延びるように配設した少なくとも二本の搬送コンベア4,5を備え,この各搬送コンベア4,5を,同じ方向に速度を変えて駆動することにより,前記円柱形物体1を,その軸線1bの回りに回転しながら搬送する。
(もっと読む)
塗装システム及びそれを用いた塗装方法
【課題】スプレーガンの数を増加した場合でも塗装ブースの大型化を抑えて、空調のためのエネルギーの増加を抑えることを可能にする。
【解決手段】ワークを搬送する搬送ライン2と、搬送ライン2の途上に配設された塗装ブース7と、塗装ブース7内に配設された塗料噴射手段10を具備し、コンベア3を連続送りするモーター11を塗装ブース7の手前に配置し、コンベア3をタクト送りするモーター12を塗装ブース7の前方に配置し、連続送り用モーター11と塗装ブース12間に、未塗装のワークを待機させる塗装待ちエリア13を配置し、タクト送り用モーター12の前方側に、塗装済みワークを待機させる搬送待ちエリア16を配置し、ワークの塗装中は、タクト送り用モーター12を停止して塗装ブース7内はコンベアを移動せず、コンベア3により搬送されてくる未塗装のワークを塗装待ちエリア13に待機させることとした。
(もっと読む)
容器梱包体の製造方法、容器梱包体の製造システム、容器梱包体、容器収容体の製造方法、容器収容体の製造システム、および容器収容体
【課題】商品名や商標名などの標記を梱包材の外部から視認可能な状態とし、宣伝広告効果をより確実に生じさせる。
【解決手段】容器梱包体の製造工程には、缶体20を停止させる機能を有したストッパーユニット70、このストッパーユニット70に対して缶体20を供給する第1供給装置41〜第6供給装置46、ストッパーユニット70上に位置する6つの缶体20を把持するとともにこの6つの缶体20を梱包工程へ搬送する把持ユニット50が設けられている。第1供給装置41〜第6供給装置46の各々は、缶体20をストッパーユニット70に向けて搬送するとともに缶体20を周方向に回転させ缶体20に付された識別標記を予め定められた方向(缶体20の搬送方向上流側)に向ける回転機構30を備えている。
(もっと読む)
加工木材反転装置
【課題】 従来の木材反転装置では、重い加工木材Bが回転する時の振動で落下して危険であるとともに、構成が複雑であるという問題があった。
【解決手段】 第1のローラ搬送装置1は被加工木材を加工して、下面に印字された加工木材が搬送され、チェイン4aは第1のローラ搬送装置1を直角方向に横切るように移動する第1の横移動装置4が装着され、この第1の横移動装置4のチェインに突出部4bが固着され、又、第1のローラ搬送装置1の側部に支持部材5で支持された回転軸6に複数の半回転部材7が間隔を開けてそれぞれ固着され、半回転部材7の下部に、半回転部材7の回転円弧より僅かに大きい円弧からなる反転搬送装置13が装着され、この反転搬送装置13は両端に装着されたプーリー13a、13bに掛けられたベルト13cが第3のモータ14で駆動されている。
(もっと読む)
筒状体の搬送方法、筒状体搬送装置、および検査装置
【課題】飲料が充填されていない筒状体を確実に回転させる。
【解決手段】制御部は、接触圧増加機構620が抵抗付与部650の上流側に達するタイミングにて、モータ641を駆動し、ワイヤ643の送り出しを行う。これにより、錘部630が下降するとともに、錘部630の袋状部材631が基体21の内部に進入する。そして、基体21は、抵抗付与部650の対向位置まで到達すると、抵抗付与部650に接触する。そしてこのとき、符号12Bに示すように、例えば第1識別標記23aが抵抗付与部650が配置された側を向いていると、基体21の回転が行われる。そして、符号12Cに示すように、第1識別標記23aが基体21の移動方向上流側を向くと基体21の回転が停止する。その後、符号12Dに示すように、錘部630が上昇する。
(もっと読む)
搬送位置決め装置及びラベル貼着装置
【課題】簡単な構造にて容易かつ効率的に対象物を回転及び搬送経路に従って搬送することが可能な搬送位置決め装置及びラベル貼着装置を提供する。
【解決手段】軸線周りに回転可能とされる対象物Wを搬送経路に従って搬送する搬送位置決め装置2であって、前記軸線が通過する軌跡に沿う接触部を有する第1周回ベルト31Aと、前記軌跡に沿う接触部を有し、前記軌跡を挟んで前記第1周回ベルト31Aと反対側に配置される第2周回ベルト32Aと、を含む回転方向調整部30と、回転方向調整部30に接続される制御部40とを備え、前記第1周回ベルト31Aと前記第2周回ベルト32Aは、前記対象物Wを挟むように構成され、前記制御部40は、前記第1周回ベルト31Aと前記第2周回ベルト32Aとを、相対速度差を設けて前進、停止、後退可能に構成されていることを特徴とする。
(もっと読む)
箱の姿勢整列装置
【課題】ローラコンベアで搬送された箱の姿勢を整列させて印字をし易くしたりバーコードを読み取りやすくする。また、異なる大きさの箱の姿勢を整列させる。
【解決手段】搬送ローラコンベア9aに斜めローラコンベア9bを接続し、斜めローラコンベア9bの左右一端側に前記斜めローラコンベア9bで寄せられた箱sの一側面である第一側面saに当接して案内する案内ガイド40を設け、案内ガイド40と対向する側には、箱sの第一側面saの他側面である第二側面sbに搬送面を当接して箱sを搬送方向に送り出す案内コンベア42を設け、案内コンベア42は駆動縦軸44回りに箱sに当接する側を回動自在にした。
(もっと読む)
移送経路上を移送流の形態で搬送される印刷製品を方向転換するための方法
【課題】第1の移送装置のクランプに吊り下げられた印刷製品を転向後に別の移送装置のクランプに引渡し可能にする方法及び装置を提供する。
【解決手段】移動経路2上を移送流の形態で搬送される印刷製品3を方向転換するための方法において、印刷製品3が、第1の移送装置5の移送終了部の前で、それぞれ、印刷製品3が把持される周縁領域の側から移送流18の形態の印刷製品3の前面及び後面に挿入される引渡し装置12によって把持され、移送経路2の円弧状に形成された方向転換区間11上で転向され、次いで、把持されていた周縁領域6とは反対側の印刷製品3の周縁領域76をもって、ほぼ同方向に駆動される別の移送装置15の閉鎖可能なクランプ14に引き渡され、これにより、印刷製品3が、別の移送装置15に吊り下げられた状態で把持されている。
(もっと読む)
魚箱等の搬送計量装置
【課題】 魚貝類を収容する魚箱(トロ箱)は、発砲スチロール製の細長い箱形態に成形されて、正確な搬送姿勢を維持し難い。この箱の搬送途中、印字装置により印字するには、各箱の側端面と印字装置の印字ヘッドとの間隔が変化したり、又、箱の側端面が印字面に対して傾斜するときは正確な印字を行い難い。
【解決手段】 魚等を収容した箱Hを受けて搬送するコンベアの箱搬送行程の始端部には、この箱を搬送経路一側のガイド側壁1へ寄せるようにして搬送する片寄せコンベア2を設け、この下手側には、この片寄せコンベア2から搬送される魚箱Hを搬送方向に対して直交姿勢にして係止するストッパー3と、この片寄せコンベア2よりも高速度に回転して箱Hを受継搬送する送込コンベア4と、計量コンベア6と、印字装置7によるインクジェット印字を行わせる印字コンベア8と等を配置する。
(もっと読む)
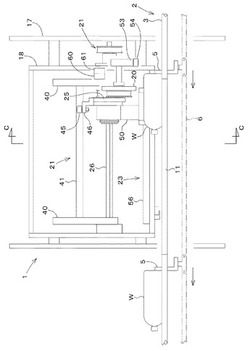
合成樹脂成形品群の回転装置
【課題】印刷作業が容易で、印刷品質も安定する合成樹脂成形品群の回転装置を提供する。
【解決手段】 合成樹脂成形品群保持回転機構と合成樹脂成形品搬出機構とからなり、合成樹脂成形品群保持回転機構は、起倒可能な合成樹脂成形品群反転アームと、前記合成樹脂成形品群反転アームに挿入され、昇降自在な合成樹脂成形品導入コンベアと、前記合成樹脂成形品導入コンベアの両端側に配設された加圧回転盤と前記加圧回転盤に対向している耐圧回転盤とを有する加圧回転部とからなり、前記加圧回転盤は進退自在な可動板の前方に回転可能な回転盤を配設することによって形成されており、前記耐圧回転盤は起倒自在な支柱の上部に回転盤を配設することによって形成されており、前記合成樹脂成形品群反転アームと回転盤を配設してなる支柱とは一体的に起倒するように同軸に取り付けられており、合成樹脂成形品搬出機構は、前記合成樹脂成形品群保持回転機構の前記耐圧回転盤を挿入可能な空隙を有している。
(もっと読む)
回転位置決め装置
【課題】本発明は、コンベヤ上でワークを回転させても、ワーク下面とコンベヤ上面との摩擦によるワーク底面の傷付き又は破損を防止できる回転位置決め装置を提供することを目的とする。
【解決手段】一定間隔に配列されてコンベヤ12により搬送されているワーク14を鉛直中心軸Cのまわりに回転させて一定の方向に向ける回転位置決め装置10を、コンベヤ12上の3個のワーク14を浮上させる3個の浮上手段16と、3個のワーク14を把持してコンベヤ12の搬送方向へ送る把持手段18と、把持された3個のワーク14を、夫々、鉛直中心軸Cのまわりに、回転させる回転手段20と、回転させられるワーク14が一定方向に向いた時に停止させる停止手段22と、を備えて構成した。
(もっと読む)
容器搬送装置
【課題】本発明は、下流側の装置の運転停止後に容器排斥装置を含む検査装置内の残存容器を全て搬送路に搬出してから検査装置の運転を停止させても、搬送路内から容器が溢れ出たり、搬送路内で容器が潰されたりすることがない容器搬送装置を提供することにある。
【解決手段】本発明は、検査装置2の出口側に設置した容器排斥装置(3)とそれよりも下流側に位置する他の装置(5)との間の搬送路(4)の途中に、容器溜まり部(10)を設けたのである。
このように、容器溜まり部(10)を設けることで、搬送路(4)内に既に容器7が隙間なく存在していても、検査装置(2)からの容器の排出により溢れ出ようとする容器は容器溜まり部(10)に入るので、搬送路(4)内から容器が溢れ出たり、搬送路内で容器が潰されたりすることがなくなる。
(もっと読む)
対象物、特に車両ボディの処理、特に塗装のためのシステム
【課題】個々の対象物のより柔軟な処理が可能な車輌の塗装システムを提供すること。
【解決手段】対象物が浸漬される処理液、特に塗料が存在する少なくとも1つの槽と、連続的または断続的な並進運動によりシステムを通して対象物を案内することができる搬送装置と、搬送装置と結合され、それぞれ1つの対象物を支持しまたその対象物を槽内に浸漬することができる多数の浸漬装置とを有するシステムにおいて、搬送装置が多数の独立した移送台車(5)を含み、移送台車が走行面(13、14)に案内されて移動し、また並進運動用のそれぞれ1つの別個の駆動部(32、33)と、駆動部とは無関係に作動する浸漬運動用の駆動部(19、20、24、25)とを具備する。
(もっと読む)
搬送装置におけるインデックス機構
【課題】 重量の大きな搬送物を回動させつつ搬送する場合において、比較的短い時間で搬送物の回転方向の揺れを停止し、これと同時に位置決め状態を継続させるための保持力を維持し得るインデックス機構を提供する。
【解決手段】 支柱回転部4に鍔状に設けられ、支柱回転部の軸線回りに回動するインデックスガイド部6と、このインデックスガイド部の周縁に適宜間隔で切り欠いて構成されたストッパ用溝部62と、支柱基部3に支持されるとともにインデックスガイド部の周縁に向かって付勢されてなるストッパ8とを備える。ストッパ先端には、回転自在なローラ当接部82が設けられ、ストッパ用溝部は、ローラ当接部が係入するとき、ローラ当接部の周縁を二個所で当接する溝状に形成されたストッパ用溝部である。
(もっと読む)
トレイ搬送システム
【課題】 本発明では、このトレイ搬送システムを改良し、トレイ搬送システムの搬送路が占める床面積を最小限に抑えることを課題とする。
【解決手段】 板状ワーク3を載せるトレイ2と、該トレイ2が搬送される搬送路10と、該搬送路10に沿って配置された処理装置11・11・・・と、を備え、板状ワーク3を載せたトレイ2は搬送路10上を搬送されてトレイ2上の板状ワーク3が処理装置6に供給されるトレイ搬送システム1であって、前記搬送路10は、トレイ2を水平状態で搬送する実トレイ搬送路13と、トレイ2を水平状態から起こした状態で搬送する空トレイ搬送路14と、を有する構成とする。
(もっと読む)
ピッチ変更移載装置
【課題】吊り下げハンガーに吊り掛ける際には、効率的に勝つ確実に処理するに適したピッチ間隔で配設されるが、その前段階では、前段階に適したピッチ間隔で配設されることが多く、その場合には、両ピッチ間隔が一致しないことが多く見られる。その場合には、手作業でワークWを1個づつ移し替えている。このような手作業では、作業が繁雑になり、効率よく作業を行うことが出来ない。
【解決手段】把持部材40は、第1所定ピッチP1で収納容器70に配列された1列のワークWを把持し、第1ピッチ変更部材32に搬送して、この第1ピッチ変更部材32に移し替えて第2所定ピッチ間隔P2に変更し、再度把持部材40で1列のワークWを把持して、吊り下げハンガーHまで搬送し、1列のワークWを吊り下げハンガーH移し替えて、ワークWを第2ピッチ間隔で保持する。
(もっと読む)
1 - 18 / 18
[ Back to top ]