
Fターム[3F081CC30]の内容
コンベア上の物品の姿勢制御 (7,432) | コンベア (888) | その他 (7)
Fターム[3F081CC30]に分類される特許
1 - 7 / 7
物品整列装置
【課題】 頭部と細長い脚部とを有する物品を搬送しつつ整列させる物品整列装置において、占有面積当りの整列能力(生産性)を高く、物品をキズつけることなく整列すること。
【解決手段】 物品整列装置10であって、少なくとも一部の移動床40又は固定床50が、下り勾配床面41、51の下り勾配に沿う床面幅w、zを、物品1の頭部1Aにおける長手方向に対して直交する方向にある周囲から重心Gまでの最短距離Lより小、かつ物品1の頭部1Aにおける脚部1Bの長手方向に沿う方向にある頂面から重心Gまでの距離Hより大にする、狭幅下り勾配床面41、51を備えてなるもの。
(もっと読む)
物品の向き変換装置

【課題】搬送物品の移動中に搬送方向に対する物品の向きを変換できるとともに、柔軟で傷などが付き易い特性の物品においても物品を傷めることなく物品の向きを変換し得る装置を提供する。
【解決手段】無端ベルトの走行により物品33を搬送する搬送コンベヤ3と、該搬送コンベヤ3上の物品33を、その上部を保持して搬送方向に向けて前進移動すると共に所定角度水平回動して該物品33の向きを変換する水平多関節ロボット7と、該水平多関節ロボット7で物品33の向きを変換する位置に対応して無端ベルトの搬送面6aと物品33の下面との間に空気層を形成するエア吹付手段とを備えている。
(もっと読む)
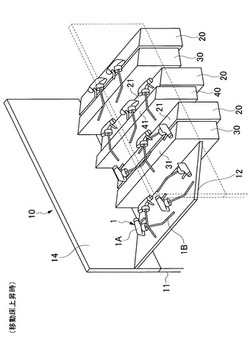
物品整列搬送装置
【課題】 単純でコンパクトな物品整列搬送装置により、縦長物品を所望の方向に整列させること。
【解決手段】 物品整列搬送装置100であって、縦長物品1の長手方向で細首部を備える一端部と、太径部を備える他端部のそれぞれを支持する、物品搬送方向視でL字断面状をなす面状部材22を両側に起立させた床面21を備え、かつ該縦長物品1を物品搬送方向に沿う下流に移動させる傾斜面を該面状部材22のL字断面の段差面22Aに備えて上下動する上下移動床20を有し、上下移動床20の物品搬送方向に沿う上流に、縦長物品1の長手方向を物品搬送方向と直角方向に位置規制する固定物品投入部10を有し、上下移動床20の物品搬送方向に沿う下流に、排出シュート30を有し、排出シュート30は、縦長物品1をその長手方向における太径側を先行させて排出するもの。
(もっと読む)
段差付き整列装置
1列に配置且つ搬送するための段差のある整列装置。整列装置が、搬送方向に進む中央コンベヤ及び2つの側方コンベヤを有している。コンベヤのローラが、コンベヤの厚さ方向を通って突出し、下に有る支持用軸受面の上に載ることで、コンベヤが搬送方向に進む際にローラが回転する。中央コンベヤのローラは、搬送方向に回転する。側方コンベヤのローラは、搬送方向に対して斜めの方向に回転し、ローラの上で搬送される物品が下流側に中央コンベヤに向けて導かれる。中央コンベヤのローラの上端は、垂直方向に側方の斜めのローラの上端に対して上下にオフセットしている。 (もっと読む)
物品を回転させるベルトコンベヤ
コンベヤにおいて、コンベヤベルトが運搬方向に進むに伴い第1の領域におけるローラが第1の方向に回転し、第2の領域におけるローラが第2の方向に回転する少なくとも2つの横にオフセットされた領域に分けられる外側の運搬面を規定する少なくとも1のコンベヤベルトを具える。ローラは、運搬路に沿ってコンベヤベルトの下にあるローラ当接面に沿って転がることによって回転する。第1の方向に回転するローラは、第2の方向に回転するローラの運搬方向の速度成分と異なる運搬方向の速度成分で回転する。同時に両方の領域におけるローラ上に配置された物品は、コンベヤベルトが進むに伴いローラの回転によって回転する。 (もっと読む)
物品整列装置
【課題】 簡素な構成により、チューブ無しキャップやチューブ付きキャップの如くの各種物品を切り離し整列又は間隔詰め整列し得る物品整列装置を提供すること。
【解決手段】 物品整列装置10であって、円錐台形状の内表面を有する整列器11を該内表面の下端をなす母線が所定の傾斜角度を維持するように回転させ、該内表面で形成される空間にキャップ1を入れて一方から他方へと搬送することでキャップ1の向きを揃えるもの。
(もっと読む)
ピッチ変更移載装置
【課題】吊り下げハンガーに吊り掛ける際には、効率的に勝つ確実に処理するに適したピッチ間隔で配設されるが、その前段階では、前段階に適したピッチ間隔で配設されることが多く、その場合には、両ピッチ間隔が一致しないことが多く見られる。その場合には、手作業でワークWを1個づつ移し替えている。このような手作業では、作業が繁雑になり、効率よく作業を行うことが出来ない。
【解決手段】把持部材40は、第1所定ピッチP1で収納容器70に配列された1列のワークWを把持し、第1ピッチ変更部材32に搬送して、この第1ピッチ変更部材32に移し替えて第2所定ピッチ間隔P2に変更し、再度把持部材40で1列のワークWを把持して、吊り下げハンガーHまで搬送し、1列のワークWを吊り下げハンガーH移し替えて、ワークWを第2ピッチ間隔で保持する。
(もっと読む)
1 - 7 / 7
[ Back to top ]