
Fターム[3F105AA00]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 被搬送物 (986)
Fターム[3F105AA00]の下位に属するFターム
紙 (546)
プラスチック(例;フィルム) (261)
金属 (81)
木材(例;ベニヤ板)
ガラス (1)
布、織物 (31)
ゴム (9)
食品(例;麺)
インクリボン、熱転写リボン (6)
線条、糸 (5)
個別シート (4)
ウェブ上に物品が保持されているもの (29)
Fターム[3F105AA00]に分類される特許
1 - 13 / 13
巻取装置
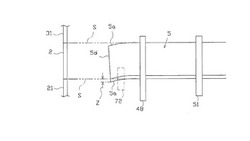
【課題】シートの幅方向への位置ズレを補正し、得られる巻回素子の品質低下を抑制することのできる巻取装置を提供する。
【解決手段】巻取装置は、電極シート5を回転体へ供給する電極シート供給機構等を備えている。電極シート供給機構は、回転体により巻取られた所定長の電極シート5の終端部となる位置で当該電極シート5を切断する切断手段や、次回の巻取りを開始するにあたり電極シート5を回転体へ供給するシート供給手段等を備えている。シート供給手段は、電極シート5を把持するチャック48や、電極シート5の始端部5dの位置を補正する始端部補正機構等が設けられている。始端部補正機構は、電極シート5の幅方向の位置を検出する平行光レーザセンサ72の検出結果を基にチャック48の位置を調整し、正電極シート5の幅方向の位置ズレZを補正する。
(もっと読む)
監視システムおよびその監視システムを備えた装置

本発明は、帯状材(4)の製造および/又は加工のための装置(2)の監視システム(1)に関する。この監視システム(1)は、少なくとも1つの計算ユニット(1a)を含み、かつ装置(2)内で帯状材(4)の破損を認識するための少なくとも1つの第1の分析ユニット(5)と装置の領域内で物理的な測定量および影響量を把握するための多数の他の分析ユニット(6a,6b,6c,6d)とにより発生可能である信号を把握して共時的に可視化することによって装置(2)の状態監視およびプロセス監視を実行するように構成されている。更に、本発明は、このような監視システムを備えた装置およびこのような監視システムを用いる方法に関する。 (もっと読む)
用紙供給装置
【課題】 帯状用紙の交換やメンテナンスの際に、ダンパ部材のある部位において帯状用紙の通過経路側のスペースを広くできるようにし、帯状用紙の交換やメンテナンスの作業性の向上を図る。
【解決手段】 ラベルを仮着した帯状台紙を支承するとともに帯状台紙側にスプリングの付勢力によって進出するように付勢され帯状台紙に生じる張力変化により進退動するダンパ部材71を有したダンパ機構70を備え、ダンパ部材71をスプリングの付勢力を有効にして帯状台紙Dの支承を行なわせる支承有効位置Ga及びスプリングの付勢力を無効にして帯状台紙Dから離間させる支承無効位置Gbに移動可能にし、ダンパ部材71を信号送出手段からの退避信号に基づいて支承有効位置Gaから支承無効位置Gbに位置させるとともに、復帰信号に基づいて支承無効位置Gbから支承有効位置Gaに位置させるダンパ部材駆動部80を設けた。
(もっと読む)
捲回電極体の製造方法およびその装置、および、電池の製造方法
【課題】巻取速度に急激な加減速が生じる状況下においても適切な硬さの捲回電極体を製造することができる方法を提供する。
【解決手段】この捲回電極体の製造方法は、帯状電極11、13と帯状セパレータ12、14を重ねて捲回し、捲回電極体を製造する方法であり、押付部材30を押し付けながら帯状電極11、13と帯状セパレータ12、14を巻取軸20に巻き取る工程を有している。そして、当該工程において、帯状電極11、13と帯状セパレータ12、14のうち少なくとも1つに作用する張力Tが減少するのに応じて、当該押付部材30の押付力を大きくする。
(もっと読む)
ターレット巻取機における巻替制御方法
【課題】
簡単な部材の変更により満巻軸に巻かれているウエブの張力安定を達成し、巻取品質の維持をはかる。
【解決手段】
連続して流れているウエブWを停止することなくターレット巻取機に装着した巻軸2に巻き取り、満巻に達したとき、満巻軸2から新巻軸3へターレットを旋回し、新巻軸3と満巻軸2の間で切断刃19によりウエブWを切断するターレット巻取りにおいて、新巻軸3と満巻軸2の間でウエブを切断するとき、該新巻軸と満巻軸の間にダンサーローラ12を装入して、該ダンサーローラ12で両巻軸の間のウエブWの通過長さの変化を吸収すると共に、該ダンサーローラ12で満巻軸2の巻取張力を与えて、該ダンサーローラ12の変位を検出し、満巻軸2の回転を速度制御する。
(もっと読む)
ラベル供給装置
【課題】ラベル供給装置において、長さの同じラベルセグメントからなるラベル基材はもちろんのこと、長さの異なるラベルセグメントからなるラベル基材に対しても、ラベルを精度良く切り出すことが目的とされる。
【解決手段】ラベル供給装置のマークセンサ26は、ラベル基材に対してラベルセグメント毎の目標切断位置と一定の相対位置に付されたマークを検出する。ラベル供給装置の制御手段13は、マークセンサ26から得られる検出信号に基づいて、搬送機構3の搬送速度を制御する。具体的には、制御手段13は、マークセンサ26によって1つのマークが検出された後、当該マークがラベル基材の搬送経路に沿って切断機構4に到達するまでの時間を、搬送速度を制御することによって調整することにより、当該マークと一定の相対位置に設定されている目標切断位置を、切断機構4による実切断位置に合致せしめる。
(もっと読む)
テープの貼付装置
【課題】上部ユニットと下部ユニットを自由な組み合わせで使用可能で、かつ、使用される上部ユニットと下部ユニットの組み合わせを確実に認識できるテープの貼付装置を提供することである。
【解決手段】複数台配列した上部ユニット10のいずれかから引き出されるテープTを、複数台配列したうちの不特定の下部ユニット20a、20bへ供給可能とし、各下部ユニット20a、20bに、先端保持手段22に貼付開始前に保持されるテープTに引張力を付与する引張力付与手段を設けるとともに、このテープTに付与した引張力を各上部ユニット10のダンサロール19の下降変位で検知して、下部ユニット20a、20bへ供給されて、その先端保持手段22に先端が貼付開始前に保持されたテープTが、いずれの上部ユニット10から引き出されているかを特定するようにした。
(もっと読む)
搬送膜のしわ検知装置およびその方法
【課題】 しわの発生を未然に確実に防止することができる搬送膜のしわ検知装置およびその方法を提供する。
【解決手段】 搬送ライン1に沿って搬送される搬送膜2に生成されるしわの発生を未然に検知する搬送膜2のしわ検知装置3であって、搬送膜2の表面に向けて照射光を照射する光源部32と、光源部32より照射された照射光を受光して搬送膜2の二次元形状を撮像するカメラ部33と、カメラ部33より撮像された撮像データから、搬送膜2の表面に発現した複数の線状稜線21・21・・・からなる紋様20の所定のデータ値を検出する検出部34と、検出部により検出された所定のデータ値が搬送膜2にしわが発生した時のデータ値の範囲内にあるか否かを判定する判定部35とを有する。
(もっと読む)
連続袋体の連結装置
【課題】連続袋体の連結作業を容易、且つ廉価に行うことができるとともに、連結部分における外観を良好なものとし、衛生面や安全面においても問題の生じない連続袋体の連結装置を得ようとするものである。
【解決手段】対向間隔6を介して同一直線上に配置した一対の移送体1と、対向間隔6内に移送直線方向とは交差方向に傾斜して挿入及び抜き出し可能なセパレート板10と、上記対向間隔6の上下方向に配置し、端部の連結片16を重ねて溶着可能とする溶着装置17とから成る。そして、セパレート板10を対向間隔6内に挿入配置した状態で、端部の連結片16を移送体1によりセパレート板10を介して上下に重合可能な位置まで対向間隔6に移送する。そして、対向間隔6内のセパレート板10を抜き出して各連続袋体4の端部の連結片16を直接重合し、この重合部分19を溶着装置17にて溶着可能とする。
(もっと読む)
テープ搬送装置
【課題】薄くて幅が広いテープであっても所定のテンションを付与することができ、安定かつ確実に搬送することができるテープ搬送装置を提供する。
【解決手段】搬送通路48の途中にテープ40に所定の張力を付与する張力付与機構65を設ける。張力付与機構65は、吸引ボックス68と、この吸引ボックス68内の空気を吸引排気する排気装置72と、案内ローラ73,74間のテープ部分40AをU字状に屈曲させて吸引ボックス68内に垂下させ、前記U字状のテープ部分40Aに所定の張力を付与するダンサーローラ75とを備えている。ダンサーローラ75の軸部は、吸引ボックス68の内壁に設けたガイド溝80によって上下動自在に支持されている。
(もっと読む)
ストリップ材料を貼付するための方法および装置
本発明は、ストリップ材料を基部へ貼付する方法および装置に関する。特に、本発明は、基部への弾性材料の細長いストリップの自動貼付に関する。本発明はさらに、ウェザーストリップシールなどのシールストリップを基部へ貼付する装置および方法に関する。細長いストリップを駆動手段5によって前進させ、貼付ユニット9によって基部へ位置決めする。細長いストリップ1の応力を、駆動手段と貼付ユニット9との間の領域に位置決めされた応力制御ユニット8によって制御する。 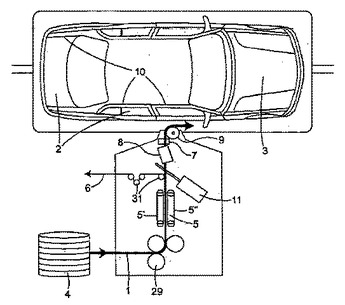 (もっと読む)
(もっと読む)
ラベリングシステム
本発明は、物体、特に、容器にラベルを貼るラベリング装置と、このラベリングシステムに関して上流に配置され、ラベリングシステムにラベルを供給する配置装置(1)と、を有するラベリングシステムに関し、この配置装置(1)は、第2ラベルシート(14)を搬送する搬送機構(5)と、ラベルロール(13)上に巻きつけられた第1ラベルシート(14a)用の、保持装置(15)に互いに隣り合うように配置された少なくとも2つのキャリア(3a)と、を有する。本発明によれば、キャリア(3a)間を第1移動方向(R1)に移動できる接続装置(8)が設けられ、接続装置(8)は、キャリア(3a)に配置された第1ラベルシート(14a)の部分を、搬送機構(5)に導かれた第2ラベルシート(14)の部分に接続する。 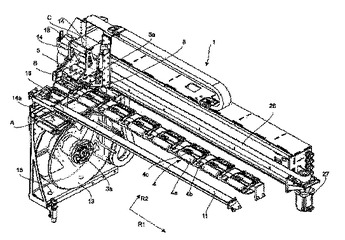 (もっと読む)
(もっと読む)
ウェブに基づく物品の在庫管理
ウェブの検査およびこれに続く当該ウェブの一種以上の製品への加工を制御する技術を記載している。システムは例えば、撮像装置と、解析用コンピュータと、加工制御システムと、を含んでいる。撮像装置は、ウェブの一連の部分を撮像してデジタル情報を提供する。解析用コンピュータは、初期アルゴリズムを用いてデジタル情報を処理し、異常を含むウェブ上の領域を識別する。加工制御システムは、ウェブを製品に加工すべく複数の加工拠点の一つを選択し、少なくとも一つの後続アルゴリズムを用いてデジタル情報の少なくとも一部を解析して、製品向けウェブにおいてどの異常が実際の欠陥を表わすかを決定する。 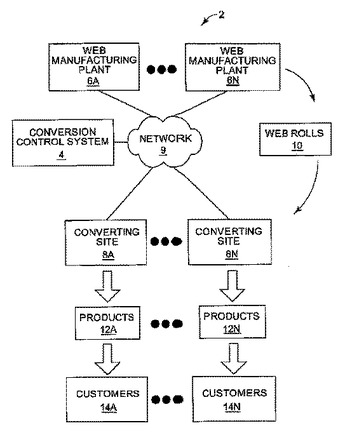 (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]