
Fターム[3F111AA14]の内容
線条材料の張力調整 (1,009) | 線条材の張力調整の目的 (200) | トラバースに基づく周期的変動の補正 (6)
Fターム[3F111AA14]に分類される特許
1 - 6 / 6
糸条巻取機、及び糸条の巻取方法
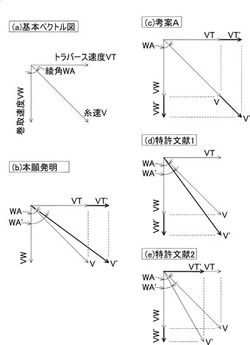
【課題】1本の巻取軸に複数のボビンを装着することを前提とした上で、糸条間での張力のバラツキを解消し、もって、各糸条の張力を仕様張力許容範囲内に収める技術を提供する。
【解決手段】糸条巻取機1は、複数の巻取ボビン2が同時に装着可能な1本のボビンホルダー3と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yを夫々トラバースするための複数のトラバース装置5と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yの張力を夫々測定するための複数の張力測定装置6と、各糸条Y毎に、前記張力測定装置6によって測定された上記糸条Yの張力が仕様張力許容範囲内に収まるように、前記トラバース装置5のトラバース速度VTを増減するトラバース速度変更部62と、を備える。
(もっと読む)
繊維巻取装置

【課題】ガイド部での繊維擦れを防いで、繊維を巻き付けた成形品の強度の向上を図る。
【解決手段】繊維Wを巻いたボビン21を回転支承するクリールスタンド10と、クリールスタンド10から供給される繊維Wを巻き取る巻取部と、クリールスタンド10と巻取部70とを結ぶ経路60の途中に設けられ、ボビン21からの前記繊維の引き出し方向を規定するガイド部61とを備えるFW装置において、クリールスタンド10は、ボビンの位置を軸心方向に変化させる往復機構11bとモータ11cとを備え、モータ11cに対して、前記位置を定めるための制御信号T1を出力する制御部80を備える。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
線材巻取装置
【課題】トラバースの折り返しを巻姿に応じて調整することにより、良好な巻姿を得る。
【解決手段】トラバース中に、ボビンの中央部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定する。複数回測定して、その平均値と標準偏差を算出し、閾値を決める。フランジ近傍部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定し、平均値との差から変移量を算出する。変移量と閾値を比較する。変移量が閾値を超えると、巻姿が変化したと判断し、変化が開始した変移位置を検出する。トラバースを1往復して、両側のフランジ近傍部での巻姿を判断し終わると、次のトラバース中に、折り返し調整を行う。巻太りの場合、変移位置よりも中央寄りで折り返す。巻細りの場合、変移位置から減速して、折り返し基準位置で折り返す。
(もっと読む)
糸巻取方法及び糸巻取装置
【課題】糸継ぎ後の巻取再開時等においても糸層の密度を一定にでき、糸解舒性や染色性を高めたり綾外れを防止できる糸巻取方法を提供する。
【解決手段】 トラバースガイド11のトラバース速度及びトラバース反転位置を制御するトラバース制御部46のクリーピング制御手段71は、糸の巻取速度が目標巻取速度で一定とされる定常巻取時には、糸巻取進行に従ってトラバース幅を脈動的に変化させるクリーピング制御を行う。一方、糸継装置14での糸継作業完了後の加速巻取時には、クリーピング制御手段71によるクリーピング制御が前記定常巻取時と異なるように、加速巻取時クリーピング制御変更手段72によって制御される。
(もっと読む)
フィラメントワインディング装置、フィラメントワインディング方法及びボビン
【課題】ボビンとローラーとの間に張られるフィラメントの撓みを抑制し、フィラメントの張力を適切に維持する。
【解決手段】ボビン20を回転させることによってフィラメント12を連続的に供給し、被巻き付け部材を支持して回転させながら、連続供給されるフィラメント12を巻き付けるフィラメントワインディング装置において、ボビン20の形状をボビン20とローラー24との間に張られるフィラメントの長さの時間的な変化率が連続となる形状とする。
(もっと読む)
1 - 6 / 6
[ Back to top ]