
Fターム[3F111CA02]の内容
線条材料の張力調整 (1,009) | 走行線条材への張力付与、調整 (118) | 制動ローラ (15)
Fターム[3F111CA02]に分類される特許
1 - 15 / 15
テンション装置、自動巻線機、テンション制御方法、及び巻線の製造方法
【課題】線速の加速時における巻締まりを低減する。また、線速の減速時における巻ゆるみを低減する。
【解決手段】巻芯に線材を巻回する自動巻線機に備えられるテンション装置であって、線材を巻掛け、線材の移動とともに回転するテンションプーリと、テンションプーリと連結し、テンションプーリに伝達するための制動トルクを発生させる制動トルク発生器と、テンションプーリに線材を巻掛ける量を調節する線材巻掛量調節手段と、を備える。
(もっと読む)
巻線機のテンション付与装置

【課題】ワイヤにテンションを付与しつつ、ワイヤの被覆の損傷を予防し、被巻線体に精度良くワイヤを巻線できる巻線機のテンション付与装置を提供する。
【解決手段】本発明に係る巻線機のテンション付与装置100は、電磁ブレーキ21を備えた回転自在のテンションローラ22と、テンションローラ22の外周面にワイヤ1を挟んで押圧しながら、テンションローラ22の回転スピードに合わせてテンションローラ22と反対方向に回転してワイヤ1を巻付テンションローラ32に送出する押圧ローラ23とを有する押圧搬送機構20を備えたものである。
(もっと読む)
巻線用線材のバックテンション付与装置及びそのバックテンション付与方法
【課題】比較的径の大きないわゆる太線に比較的大きなバックテンションを付与する。
【解決手段】バックテンション付与装置は、線材11を巻線機12に向けて繰出す線材繰出し機構26と、線材繰出し機構26から繰出された線材が掛け回されたガイドプーリ41と、線材にバックテンションを付与する方向にガイドプーリを付勢してガイドプーリの位置に応じたバックテンションを線材に付与する弾性部材42と、ガイドプーリの位置が所定の位置となるように線材繰出し機構26による線材の繰出しを制御する繰出し制御手段43とを備える。バックテンションが付与されて巻線機12に向かう線材を巻回可能なドラム46が設けられ、ドラム46は巻回された線材が滑って巻線機12に向かうように回転不能に設けられる。線材繰出し機構26は、線材を挟んで回転することにより線材を繰出し可能に構成された一対のローラ又は無限軌道27,28を備えることが好ましい。
(もっと読む)
弾性糸供給装置
【課題】オーバーエンド解舒によって引き出された弾性糸を加工ラインに供給する場合において、引き伸ばし倍率のばらつきに起因する製品の品質不良をさらに確実に抑制できる弾性糸供給装置を提供する。
【解決手段】弾性糸供給装置100は、弾性糸パッケージPから引き出された弾性糸THに作用する応力を制御するテンションコントローラ130と、テンションコントローラ130から繰り出した弾性糸THを加工ライン30に供給する駆動ロール140とを備える。駆動ロール140は、ウエブWの搬送速度v1よりも遅い供給速度v2で動作し、搬送速度v1の増減に応じて供給速度v2を増減する。
(もっと読む)
糸張力装置
【課題】 費やす時間が僅かで、且つ異なる糸種でも使用できるような高い柔軟性を有する糸張力装置を提供する。
【解決手段】 記載される糸張力装置1は、入口ガイド5と出口ガイド6とそれらの間に糸ドラム3とを有し、糸ドラム3が回転軸線22と動作領域14とを有し、この動作領域上で入口ガイド5と出口ガイド6との間を糸道が周方向に延びている。このため、動作領域14が軸線方向で、特性の異なる第1及び第2区域15,16に区分されている。
(もっと読む)
紡糸巻取設備
【課題】簡素な構造でありながら小型化ができる紡糸巻取設備を提供することを目的とする。
【解決手段】紡糸機10から紡出される複数本の糸1を、上方から下方に向けて供給し、一台の巻取機21のボビンホルダ軸23に装着された複数のボビン22のそれぞれに同時に巻き取るようにした紡糸巻取設備100であって、前記巻取機21の上方に複数個の糸送りローラ31・・・を配置し、前記複数の糸送りローラ31・・・のうち一つの糸送りローラは、前記複数本の糸の全部を引き取り、該糸送りローラ及び他の糸送りローラを経由してそれぞれのボビン22に巻き取るようにした。
(もっと読む)
複数本の糸を用いて運転される繊維機械に、糸を一定の取り込み長で供給する方法及び装置
【課題】糸供給制御装置による制御方法で、取り込まれる各糸の長さ(すなわち、LFA)が、同じタイプの複数個の製品の製造時間中、又は繊維機械に供給される糸において、絶えず一定であるように、複数本の糸を繊維機械に供給する方法及び装置を提供する。
【解決手段】複数本の糸を、一定の供給長で繊維機械5に供給する方法で、各糸2は、スプール1から繰り出て、繊維機械に導かれる前に、糸の張力を一定値に維持するために設けられる通常の供給装置4と協働し、繊維機械への供給を制御する1個の制御手段6を備える方法で、繊維機械へ供給される糸毎に維持すべき取込み糸長値を設定し、繊維機械により有効に取込まれる糸長の実際値を測定し、設定した糸長値と実際値とを比較して異なる場合に、供給装置で対応する糸の張力値を修正し、この張力修正により、取り込み糸長値が所定値に等しくなるようにする。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
線条体繰出し装置
【課題】クッション部と張力付与部の構成の一部の共用化を図り、小型化された線条体繰出し装置を提供する。
【解決手段】線条体4を繰出すサプライ部1と、線条体4の張力変動を緩和するクッション部2と、線条体4に所定の張力を与えて出線する張力付与部3を備える。前記のクッション部は、スライドホイル軸21に回転可能に設けられたスライドホイル20と、付勢手段23により付勢してスライドホイル軸21を上下方向にスライド可能に支持するスライド手段を備える。前記の張力付与部は、ブレーキホイル軸31に固定されたブレーキホイル30と、該ブレーキホイルとの間で線条体4が掛け渡されフリーホイル軸36に回転可能に設けられたフリーホイル35とを備える。そして、前記のスライドホイル20とフリーホイル35は、互いのホイル平面が向き合うように並列に配置される。
(もっと読む)
巻取テンション制御装置
【課題】紡績糸の巻取り中に、糸弛み取り装置と連関して巻取テンションを適宜調整し得る巻取テンション制御装置を提供する。
【解決手段】糸弛み取り装置7を備えた紡績機に組み込まれて巻取テンションを制御する、巻取テンション制御装置8であって、弛み取りローラ71の近傍かつ下流側に配置され、糸弛み取り装置7から巻取装置9に向かう糸の糸道を屈曲させつつ案内する糸道屈曲ガイド81と、巻取テンションを高くすべきとき、糸道屈曲ガイド81を弛み取りローラ71に接近させて上記屈曲の角度を大きい屈曲角度θ1とする一方、巻取テンションを低くすべきとき、糸道屈曲ガイド81を弛み取りローラ81から離隔させて上記屈曲の角度を小さい屈曲角度θ2とする、糸道屈曲ガイド変位装置82と、を含んでなる巻取テンション制御装置8とした。
(もっと読む)
リール巻取り装置およびリール巻取り方法
【課題】線材が弛んで櫛歯部に絡まるのを防ぐ。
【解決手段】複数本の線材Wを、リール軸O方向に並べた状態でリール軸O回りに回転させられたリール11に向けて移送することにより、リール11に巻き取るリール巻取り装置10であって、リール軸O方向に間隔をあけて複数配置された櫛歯12aを有するとともに、リール11よりも線材Wの移送方向Aの上流側に配置されて、リール軸O方向で隣り合う一対の櫛歯12a同士の間を複数本の線材Wが各別に通過可能に構成された櫛歯部12が設けられ、この櫛歯部12とリール11との間に、複数本の線材Wのうち少なくともリール軸O方向の両端に位置する線材Wを、リール軸O方向から見たこの装置10の側面視において前記移送方向Aに交差する方向で挟む一対のローラ13、14が配置されるとともに、これらのローラ13、14のうちの少なくとも一方は回転可能に設けられている。
(もっと読む)
ワイヤ放電加工機及びその自動結線方法
【課題】 ワイヤ電極の自動結線の際、ワイヤ電極が正常に装填されたか否かを確認し、ワイヤ電極装填の異常に起因する障害を防止するワイヤ放電加工機及びその自動結線方法を提供する。
【解決手段】 ワイヤ電極を自動結線する装置を有したワイヤ放電加工機において、繰り出しローラ9の回転軸にエンコーダ12を取付け、繰り出しローラ9と繰り出しモータ15との間にパウダクラッチ13を設け、そのパウダクラッチ13の伝達トルクを可変にして構成した。ワイヤ電極1に所定の張力を与えるために、パウダクラッチ13の伝達トルク値を予め設定、記憶して、ワイヤ電極装填動作後、ワイヤ電極を所定長さ引き上げることによって、ワイヤ電極が正常に装填されたか否かを確認するようにした。
(もっと読む)
太繊度低張力繰糸装置
【課題】繰糸し捲き上げ中の糸条に、繰糸張力の存在を見ることがなく糸にストルスが加わらない太繊度糸の繰製を可能とする。
【解決手段】繰糸槽内で解舒された繭糸を集緒した繰糸糸条を捲取枠に巻取る繰糸装置において、集緒器から捲取枠に至る繰糸糸条の糸道に対峙して、繰糸糸条の進行方向に移動するニップ部材を有する繰糸糸条捕捉手段を配し、繰糸糸条捕捉手段と捲取枠との間の糸道には、弛み糸保持部材を設けることにより、集緒器を通過した繰糸糸条をニップし引出し、引き出した繰糸糸条を、繰糸張力を加えることなく巻き取るものである。そして、繰糸糸条捕捉手段は、揺動腕先端部に糸条ニップ部材を設けるか、繰糸糸条と平行に移動する部分を有する無端体に設けた複数の岐腕先端に、糸条ニップ部材を設けたものとする。
(もっと読む)
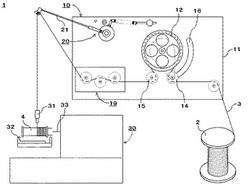
鋼線張力付与方法及びその装置
【課題】簡単な機構と低コストで効率よく鋼線に一定の張力を与える鋼線張力付与方法及びその装置を提供する。
【解決手段】鋼線Wをスプール17より巻き出し、巻き出された鋼線Wを調整バネの付勢力により入側押さえ材3で押圧し、入側押さえ材3を通過した鋼線Wを中央部全周に断面円弧状の溝が形成されたロール2の溝部に1回または複数回捲回する。ロール2を通過した鋼線Wを出側押さえ材4を通過させて鋼線Wに一定の張力を与える。その後鋼線Wをスクリーンドラム16の駆動装置に付設され、スクリーンドラム16回動軸方向に移動自在な鋼線ガイド18を介してスクリーンドラム16外周上の濾布に巻き付ける。
(もっと読む)
メッセンジャワイヤ・信号線被覆装置および線材送り装置
【課題】 電動モータを用いて線材に引っ張り応力を付与しつつ前記線材を長手方向の一方向に移送する線材送り装置において、前記電動モータにおける電力の使用量を従来よりも少なくする。
【解決手段】 線材WR1を長手方向の一方向に移送するための線材送り装置1において、線材WR1を一方向に移送すべく、下流側で線材WR1を第1の電動モータ110を用いて引っ張ることが可能な第1の引張り手段112と、線材WR1に引っ張り応力を付与すべく、上流側で線材WR1を第2の電動モータ7を用いて引っ張ることが可能な第2の引張り手段3と、第2の電動モータ7を発電用として使用し発電された電力を、第1の電動モータ110を駆動するために、第1の電動モータ110に供給する電力供給手段15とを有する。
(もっと読む)
1 - 15 / 15
[ Back to top ]