
Fターム[3F111DA02]の内容
線条材料の張力調整 (1,009) | 張力、速度制御(検出量) (170) | 張力 (125) | 繰出し張力 (31)
Fターム[3F111DA02]に分類される特許
1 - 20 / 31
ホース収容装置
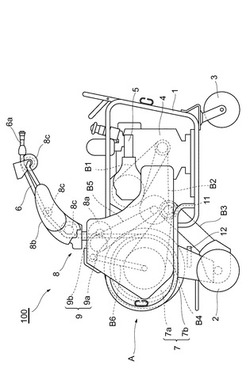
【課題】ホースの送り出し途中においてホースの弛みを生じ難くすることができるホース収容装置を提供する。
【解決手段】ホース収容装置1は、回転自在に取り付けられたホースリール7と、ホースリール7に巻き取られていたホース6を送り出すホース送出装置9と、ホース送出装置9とホースリール7との間におけるホース6の弛みを検知する弛み検知装置12と、弛み検知装置12によってホース6の弛みが検知されたときに、ホースリール7の回転速度を低下させる電磁ブレーキ11と、を備える。弛み検知装置12によって弛みが検知されると、電磁ブレーキ11によってホースリール7の回転が減速され、ホース送出装置9とホースリール7との間に生じ始めていた弛みが解消されるため、ホース6の弛みを生じ難くすることができる。
(もっと読む)
線条体送出装置およびその方法

【課題】小型軽量化した線条体送出装置及びその方法を提供する。
【解決手段】送出モータ7がボビン5を回転駆動することにより、線条体3がボビン5から送出される。線トラバース機構13は、ボールネジ15と、ボールネジ15を正逆両方向に回転駆動するボールネジ駆動モータ17と、ボールネジ15により左右方向へ滑動するスライダ21と、キャリア23を備える。スライダ21に接続されたキャリア23には、ガイドプーリ33,35が軸支されるとともに、位置検出器25が設けられている。ボビン5から送出された線条体3の方向は、ガイドプーリ33,35によりボビン軸方向と平行な方向へ変換される。位置検出器25は、線条体3のボビン軸方向の位置を検出し、制御装置47は、位置検出器25の検出信号によりボールネジ駆動モータ17を駆動し、ダンサプーリ39が目標位置となるように送出モータ7を駆動する。
(もっと読む)
UD層を製造するための装置および方法
【課題】 良好な加工性を有するUD層を製造する。
【解決手段】 所定数のフィラメント束10からUD層7を製造するための装置1であって、フィラメント束10を供給するための分配装置8と、フィラメント束10を一時的に貯蔵するための貯蔵装置16と、拡幅装置27と、出口とを有している。貯蔵装置16は、各フィラメント束10に対して個別に貯蔵部を有している。
(もっと読む)
糸巻取機
【課題】給糸ボビンの芯管長さを検出することで、当該給糸ボビンに巻き付けられている糸量を正確に取得することができる糸巻取機を提供する。
【解決手段】自動ワインダは、給糸ボビン保持部と、巻取部17と、芯管検出センサ81と、を備える。給糸ボビン保持部は、芯管95に糸を巻き付けた給糸ボビン21がセットされる。巻取部17は、給糸ボビン21から引き出された糸をパッケージ30に巻き取る。芯管検出センサ81は、給糸ボビン保持部にセットされた給糸ボビン21の芯管長さを検出する。また、自動ワインダは、ステッピングモータ79と、算出部87と、を備える。ステッピングモータ79は、芯管95の長手方向に芯管検出センサ81を移動させることができるとともに、その移動量を制御できるように構成されている。算出部87は、ステッピングモータ79によって移動した芯管検出センサ81の移動量に基づいて芯管長さを算出する。
(もっと読む)
走行体用ケーブル処理装置
【課題】 駆動源を一つのモータにすることにより構造を簡素化するとともに、モータの制御を容易にする。
【解決手段】 モータ12は、ケーブル4を巻き取るケーブルドラム14と、ガイドローラ20を左右方向に往復動させるトラバースカム軸15と、ケーブル4を繰り出す繰り出しローラ30とを駆動する。モータ12と繰り出しローラ30との間には、巻取り時に繰り出しローラ30を空回りさせる一方向クラッチが設けられている。ケーブルの繰り出し時は、繰り出しローラ30によるケーブルの繰り出し速度が、ケーブルドラム14によるケーブルの繰り出し速度よりも速い。ケーブルの繰り出し時に繰り出しローラ30およびピンチローラ35によってケーブル4の異常を検出したときは、繰り出しローラ30の回転速度を速くする。ケーブルの巻取り時に繰り出しローラ30およびピンチローラ35によってケーブル4の異常を検出したときは、ケーブルドラム14の回転速度を遅くする。
(もっと読む)
テンション装置
【課題】線速検出用エンコーダを用いることなく、線速や線材送出し長さを推定する。
【解決手段】テンションプーリと、テンションアームと、アーム角度を検出する角度検出部と、テンションプーリを回転させるモータと、角度検出部が検出したアーム角度と、入力される目標アーム角度とに応じてモータの駆動を制御して、巻線の繰り出す速度を増減させる制御部とを備えるテンション装置であって、角度検出部において検出したアーム角度信号と、モータの回転速度信号とを入力し、アーム角度信号と、回転速度信号と、テンションプーリとテンションアームの配置位置情報とに基づき巻線の線速を演算によって求めて推定線速信号を出力する線速推定部と、推定線速信号を入力し、推定線速信号を積分することにより巻線の巻取り長さを求めて推定巻取り長さ信号を出力する推定巻取り長さ推定部とをさらに備えた。
(もっと読む)
テンション装置
【課題】付勢部材の交換又は調整を行うことなく巻線に加えるテンションの変更ができるテンション装置を提供する。
【解決手段】テンション装置は、ボビンから導かれた巻線を巻線機に向かって繰り出すテンションプーリと、テンションプーリと巻線機との間で巻線を案内するアームプーリを先端に有し、基端を支点にして回動自在なテンションアームと、アームプーリがテンションプーリ及び巻線機から離間するようにテンションアームを付勢する付勢部材と、テンションアームの基端及び先端を結ぶ直線と、水平方向とのなす角度であるアーム角度を検出する角度検出部と、テンションプーリに結合され、テンションプーリを回転させるモータと、角度検出部が検出したアーム角度と、入力される目標アーム角度と応じてモータの駆動を制御して、巻線の繰り出す速度を増減させる制御部とを具備する。
(もっと読む)
溶接ワイヤ巻替え方法
【課題】入り側と出側の溶接ワイヤの張力を効率的に制御することが可能な溶接ワイヤ巻替え方法を提供することとを目的とする。
【解決手段】ボビン3から繰出した溶接ワイヤ5を、ダンサーローラ装置11の固定側ローラ12と移動側ローラ13とに掛け回した上で、前記ボビン3よりも小径のスプール7に巻取る溶接ワイヤ巻替え方法であって、前記ダンサーローラ装置11における溶接ワイヤ5の入り側近傍と出側近傍とに、走行する溶接ワイヤ5を挟持する入り側ワイヤキャッチャ21と出側ワイヤキャッチャ22をそれぞれ設け、これらワイヤキャッチャ21,22の作動により、前記入り側と出側の溶接ワイヤ5の張力を制御する。
(もっと読む)
自動繊維配置機用の簡易繊維張力調整
【課題】標準サイズのテープスプールを使用する簡易AFP機に使用できる、簡易繊維張力調整装置を提供する。
【解決手段】繊維スプール用に繊維張力調整装置が提供される。ハブは回転可能に支柱に取り付けられ、ハブには、繊維スプールが取り付けられる。ハブ上の手段によって、スプールから引き出されている繊維に抗力が加えられて、繊維の張りが維持される。
(もっと読む)
糸弛み取り装置及びこれを備える繊維機械
【課題】糸の急激な速度変化が生じた場合でも、糸掛け部材から糸に衝撃的な力が加わることを防止できる糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置が備える糸掛け部材は、糸掛け体38と、フライヤー軸と、アーム部84と、を備える。糸掛け体38は、糸を掛けるためのものである。フライヤー軸は、ローラ部に対して相対回転可能に構成される。アーム部84は、糸掛け体38が固定されるとともに、フライヤー軸に固定される。そして、アーム部84は、衝撃を吸収するための弾性部材83を有する。この弾性部材83は、フライヤー軸とアーム部84との接続部分近傍に配置される。
(もっと読む)
繊維巻取装置
【課題】ガイド部での繊維擦れを防いで、繊維を巻き付けた成形品の強度の向上を図る。
【解決手段】繊維Wを巻いたボビン21を回転支承するクリールスタンド10と、クリールスタンド10から供給される繊維Wを巻き取る巻取部と、クリールスタンド10と巻取部70とを結ぶ経路60の途中に設けられ、ボビン21からの前記繊維の引き出し方向を規定するガイド部61とを備えるFW装置において、クリールスタンド10は、ボビンの位置を軸心方向に変化させる往復機構11bとモータ11cとを備え、モータ11cに対して、前記位置を定めるための制御信号T1を出力する制御部80を備える。
(もっと読む)
給糸装置及び給糸装置の糸の解舒張力の調整方法
【課題】 大型の給糸パッケージから引き出される糸に対して、正確な撚り掛けが可能で、しかも、引き出される糸に安定して張力を付与することが可能な給紙装置及び給糸装置の糸の解舒張力の調整方法を提供する。
【解決手段】 給糸パッケージを回転可能に軸支するための垂直方向の回転軸を備えたスピンドルと、前記給糸パッケージから引き出された糸を巻きかけるために前記回転軸に平行で前記給糸パッケージの外周側に複数の回転案内ロールを備え、且つ、その外面に前記給糸パッケージから引き出された前記糸を垂直方向に転向させるための綾振支点転子を備えた篭体とから構成され、前記篭体は、前記スピンドルに軸挿された前記給糸パッケージをベアリングを介して支持し、前記スピンドルの前記回転軸を中心として回転駆動されることを特徴とする。
(もっと読む)
解舒アーム付き糸条解舒用装置
【課題】ツバ付きボビンに捲かれた糸条をボビン軸方向に解舒するにあたって、例えば、エラストマーのような低強度であり、かつ比較的高い伸度を有する糸条に対しても解舒時に糸質の劣化に繋がるトラブルを生じることなく、スムーズに解舒することができる簡易な解舒用装置を提供する。
【解決手段】ツバ付きボビンに捲かれた糸条の解舒用装置であって、前記装置がボビン芯管に固定するための部位と解舒アームを付設した部位とからなり、前記解舒アームが糸条の引き出し張力の力で湾曲し、かつ該解舒アームの端部にある糸条誘導ガイドが前記ボビンの側面を周回しながらボビン捲き糸条を解舒することを特徴とする解舒アーム付き糸条解舒用装置。
(もっと読む)
柔軟材繰出装置
【課題】スプールから繰り出される柔軟材料を取出ローラを介して取り出す柔軟材繰出装置において、ブレーキシューが摩耗してもブレーキ力の変化がなく(少なく)、テンション調整によっても取出ローラの位置が変化しない柔軟材繰出装置を得る。
【解決手段】ブレーキドラムを有するスプール軸;このスプール軸に支持されたスプールから出た柔軟材料が掛け回される、スプール軸との軸間距離が不変の取出ローラ;スプール軸と取出ローラの間に位置し、柔軟材料から受ける張力によって移動するように可動に支持されたテンション検知ローラ;このテンション検知ローラの移動位置に応じて出力空気圧を変化させるレギュレータ;スプール軸のブレーキドラムに向けて直線移動可能に支持されたブレーキ体;及びレギュレータの出力空気圧を受けて、ブレーキ体をブレーキドラムに接離移動させるブレーキ用エアシリンダ装置;を備えた柔軟材繰出装置。
(もっと読む)
ミシンの糸調子装置
【課題】糸切りを行う際に、糸に付与した張力の大きさにかかわらず、糸の張力を確実に解放すること。
【解決手段】一対の糸調子皿(21、22)と、糸調子ばね(24)と、糸調子軸(13)と、調節ダイヤル(25)と、を備えたミシンの糸調子装置(1)において、糸調子軸をその軸線方向に沿って移動自在に支持する糸調子軸台(12)と、糸調子軸を軸線方向に沿った第1方向(A方向)に付勢して他方の糸調子皿を糸調子軸台に当接可能な支持ばね(16)と、糸調子軸に当接可能で、糸調子軸を支持ばねの付勢力に抗して、第1方向と逆方向の第2方向(B方向)に移動させる皿浮かし機構(10、11)と、を有し、皿浮かし機構の駆動により、調節ダイヤルと糸調子ばねを共に第2方向へ移動させ、糸調子皿への糸調子ばねの付勢力が解放されるように構成した。
(もっと読む)
自動ワインダ
【課題】自動ワインダにおいて玉揚作業を行うときに玉揚装置が糸の捕捉に失敗することを防止し、自動ワインダの生産性を向上させる。
【解決手段】自動ワインダは、ボビンセット部18と、クレードル23と、第1中継パイプ25と、自動玉揚装置98と、ディスクテンサ13のディスク対73と、を備える。クレードル23に装着された巻取ボビンには、ボビンセット部18にセットされた給糸ボビン21から解舒された糸20を巻取可能である。玉揚作業時には、第1中継パイプ25が給糸ボビン21からの糸20を捕捉し、クレードル23側へ引き出す。そして、この引き出された状態の糸20が自動玉揚装置98の糸引出アーム61(クランプ切断ヘッド65)によって捕捉される前に、前記ディスク対73が回転して当該糸20に張力を付与するように動作する。
(もっと読む)
自動ワインダ、自動ワインダの動作不良検出方法
【課題】巻取中の糸の巻取テンションを測定するテンションセンサーのテンション測定値から、容易に動作不良となっている巻取ユニット構成部材を検出することができる自動ワインダ、及び自動ワインダの動作不良検出方法を提供すること。
【解決手段】給糸ボビン3から解舒された糸Yを糸道を通して巻取装置4に導き、該巻取装置4のパッケージPに巻き取ってパッケージ Pを製造する巻取ユニット1を備えた自動ワインダにおいて、糸道を通る糸Yのテンションを測定するテンションセンサー18と、該テンションセンサー18で検出したテンション測定値から巻取ユニット1を構成する複数の構成部材内の動作不良となっている構成部材を検出する構成部材動作不良検出部22を設けた。
(もっと読む)
撚り線製造システム及び撚り線製造方法
【課題】 撚り線製造の際の各素線のテンション制御において、複雑な演算処理を不要にし、機構部分の熱による短寿命化や熱的損傷を防止する。
【解決手段】 撚り線機2に供給される際の各素線1にテンションを付与するテンション付与機構4は、各素線1を弾性体6により一定の力で引っ張り、弾性体6による力を減力手段7により減少させてテンションを調整する。減力手段7の制御系5は、各素線1が定常走行速度の際には減力手段7による減力をゼロとし、稼働開始時にゼロから定常走行速度まで徐々に高められる際には、減力を最大から徐々に減少させてゼロとする。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
タイヤコードの供給方法
【課題】簡易な方法により、巻物からタイヤコードに損傷を与えずに連続的に引き出し、また複数の巻物からタイヤコードを装置の運転を停止することなくタイヤコード加工装置に連続供給する。
【解決手段】タイヤコード11は、非回転に保持されたフランジ21付きボビン13からフランジ21の外周に沿って軸方向に引き出され、フランジ21に該ボビン13の中心を軸として回転する回転自在の回転子24が配され、回転子24は引き出されたタイヤコード11に架かり従動して回転し、タイヤコード11の引き出しの停止と同時に前記回転を停止してタイヤコード11をフランジ21外周の当接部とボビン13のコード表層部との間において該タイヤコード11に張力を付与し静止させる。
(もっと読む)
1 - 20 / 31
[ Back to top ]