
Fターム[3F112EB01]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 巻芯等(ケンスを除く)の交換 (92) | 巻取、堆積側での交換 (74)
Fターム[3F112EB01]の下位に属するFターム
巻取完了パッケージ、満管取外し (31)
空芯供給 (23)
Fターム[3F112EB01]に分類される特許
1 - 20 / 20
玉揚げ装置およびそれを備えた自動ワインダー
【課題】玉揚げ装置の走行状態、待機状態、異常状態といった各種動作状態を容易に把握することができる玉揚げ装置およびそれを備えた自動ワインダーを提供する。
【解決手段】複数並設された巻取ユニット10間を並設方向に走行し、巻取ユニット10に対して玉揚げ作業を行う玉揚げ装置20は、正面を覆う正面カバー21a、および両側面を覆う一対の側面カバー21b、21b’を備えた走行体フレーム21と、走行体フレーム21の正面カバー21aの両側にそれぞれ設けられた発光部L1、L2と、各発光部L1、L2の発光状態を制御する玉揚げ制御部25とを備える。玉揚げ制御部25は、当該玉揚げ装置20の走行時に、その走行方向の発光部L1またはL2を点滅させる。
(もっと読む)
紡糸巻取装置

【課題】コンタクトローラの可動範囲を大きくすることなく、パッケージの巻太り誤差等があってもコンタクトローラが可動範囲を越えることがない紡糸巻取装置を提供する。
【解決手段】コンタクトローラ35を巻き取り開始位置である第1ローラ位置LSに位置させた状態で糸Yの巻き取りを開始し、糸Yの巻き取り開始からターレット回動開始条件に達する第1期間P1には、コンタクトローラ35を第1ローラ位置LSから第2ローラ位置L1まで移動させ、ターレット回動開始条件に達してから満巻に達するまでの第2期間P2には、コンタクトローラ35を第2ローラ位置L1から巻き取り終了位置である第3ローラ位置LFまで移動させる。ターレット21の回動軸23から第3ローラ位置LFまでの距離は、ターレット21の回動軸23から第1ローラ位置LSまでの距離より長く、ターレット21の回動軸23から第2ローラ位置L1までの距離より短くする。
(もっと読む)
ドラムリフター、ドラム着脱構造および送線機、並びにドラム取付け方法及びドラム取り外し方法
【課題】線材を巻き付けるドラムを、これを用いる機器に簡単に取付け、取り外しするために、ドラムを支持し上下左右に移動させるドラムリフターを提供すること。
【解決手段】側方移動を可能にするローラー25が取り付けられ、ドラム10を載置するスライドベース20と、ローラー25の軌道となる傾斜面16bを有するスローブブロック16が取り付けられた固定ベース13と、スライドベース20を側方に押し引きする空気圧シリンダー31を有するベースリフター30と、を備える。ベースリフター30による側方移動のみでスライドベース20を側方のみならず上下方向に移動させることができる。
(もっと読む)
糸条巻取装置
【課題】モータなどを大型化することなく、ボビンホルダの回転速度を短時間で停止させる。
【解決手段】ボビンホルダ7A、7Bの制動の開始時から、ボビンホルダ7A、7Bの回転速度が所定回転速度V1に低下するまでの間は、ボビンホルダ7A、7Bを回転させるために用いたモータ28A、28Bにおいて回転するボビンホルダ7A、7Bの回転エネルギーを電気エネルギーに変換してインバータ27に供給する回生ブレーキによってのみボビンホルダ7A、7Bの制動を行う。ボビンホルダ7A、7Bの回転速度が所定回転速度V1まで低下した後は、上記回生ブレーキと機械ブレーキ30の両方を用いてボビンホルダ7A、7Bの制動を行う。機械ブレーキ30は、ブレーキシューのテーパ部を、ボビンホルダ7A、7Bに設けられたプーリ20A、20Bの外周面に形成されたV溝に接触させることにより、ボビンホルダ7A、7Bの制動を行う。
(もっと読む)
線条体の巻取り方法
【課題】線条体を巻き取るボビンの切り替え時における線条体の損傷を確実に防止することができる線条体の巻取り方法を提供する。
【解決手段】第1のボビン2aと第2のボビン2bとの間に配した駆動ローラ7と押さえローラ6aとによって第1のボビン2aで巻取る線条体1の巻取り終了部分を挟持して引取ることにより、第1のボビン2aで線条体1の巻取りを終了した後、線条体1の走行を中断することなく引き続き第2のボビン2bで線条体1を巻取る方法であって、線条体1の線速Xから求めた目標回転数に対して、駆動ローラ7の回転数のずれが、Y=25000×X−1.34(%)で求められるずれ量Y以下となってから線条体1の巻取り終了部分を駆動ローラ7と押さえローラ6aとによって挟持させる。
(もっと読む)
紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法
【課題】廃糸量を低減できる紡糸巻取設備ならびに紡糸巻取設備における糸掛け方法を提供する。
【解決手段】紡出装置10とゴデットローラ群20と第一巻取装置30と第二巻取装置40とを備えた紡糸巻取設備100であって、第一巻取装置30ならびに第二巻取装置40は、糸掛けが行なわれるボビン31B・41Bを装着する第一ボビンホルダ軸31・41と第一ボビンホルダ軸31・41のボビン31B・41Bから糸切替えが行なわれるボビン32B・42Bを装着する第二ボビンホルダ軸32・42とを具備し、第一巻取装置30は、第一ボビンホルダ軸31のボビン31Bへの糸掛けに際して糸掛時回転速度Lとし、ボビン31Bへの糸掛けが完了した後に生産時回転速度Hとして、第二巻取装置40は、第一ボビンホルダ軸41のボビンへの糸掛けに際して生産時回転速度Hとする、とした。
(もっと読む)
巻取機および巻取機を制御する方法
【課題】 巻取機および巻取機を制御する方法を提供する。
【解決手段】 本発明は、連続的に供給される巻取材料をボビンチューブに巻回して巻取パッケージにする巻取機を制御する方法に関する。巻取機は、2つの駆動スピンドルを備える。横断装置が横断ガイドを保持する。横断ガイドは横断運動するように駆動され、横断装置は、横断運動に対して横切る切替方向に切替運動するように駆動される。制御装置が、横断運動および切替運動をともに制御する。上記横断装置および上記横断ガイドの運動は、巻取材料を、第1スピンドルで巻回されたパッケージから固定移送装置を介して第2スピンドルまで案内するように制御される。巻取材料は、第2スピンドルに関連する捕捉装置によって捕捉される。巻取材料は、切断装置によって切断され、切断運動は、第2スピンドルの回転によってもたらされる。
(もっと読む)
三角形状に動くツインドラムワインダー
【課題】1つのトラバース部を用いて設置空間を大きく増加させずに巻取効率を2倍に増加させることにある。
【解決手段】胴体と、胴体の前方に設けられた一双のガイドレールと、一双のガイドレールに結合されて昇降するスライド部と、スライド部の両側に設けられた一双の摩擦部と、スライド部の中央として摩擦部の間に設けられた1つのトラバース部と、胴体の前方として一双の摩擦部の下部に設けられ、上部及び下部にそれぞれボビンホルダーが設けられた一双のドラムと、ドラムを円弧運動させて上部のボビンホルダーが下部に位置されるようにし、下部のボビンホルダーが上部に位置されるようにするドラム回転部からなる三角形状に動くツインドラムワインダーを開始する。
(もっと読む)
連続2点かせ巻取装置
【課題】2点かせ巻取時において連続的に送り出される糸状体を停止させることによる停止時間及び巻き替え時に糸状体を放流し続けることにより発生する生産ロスを低減する。
【解決手段】一定速度で連続的に送り出される糸状体を2点かせ枠に巻き取る巻取装置において、巻取り中の枠から別の枠への巻き替えを自動で行い、送り出される糸状体を停止させることなく巻き取る2点かせ巻取装置であって、2点かせ枠で巻き取る装置(巻取り軸)が対向に配置され、巻取り軸に取り付けられた2点かせ枠に交互に自動で巻き変えながら巻き取る2点かせ巻取装置である。
(もっと読む)
糸条巻取装置の制御方法
【課題】合成繊維糸条等の糸条を、パーン形状巻に連続的に巻取る自動糸切替装置を具備する糸条巻取装置において、切替成功率の高い、すなわち糸切替性が良好で、かつ、糸切替時要因による製品欠点の少ない、優れた巻取制御方法を提供する。
【解決手段】糸条を満巻ボビンから空ボビンに切り替えるに際し、糸切替動作に入る直前から、糸切替動作完了時点まで、満巻ボビン群のトラバース幅を通常パーン形状巻取幅より狭くして糸切替を行うようにし、かつ、満巻ボビン側のトラバース位置を検出し、常に、満ボビン側の特定のトラバース位置をもって糸切替装置の切替動作を開始および完了させるようにしたことを特徴とする糸条巻取装置の制御方法。
(もっと読む)
繊維束を製造するための装置及び方法
本発明は、繊維束、特に中空糸膜束を、特に透析フィルタを製造するために巻き取る巻取装置であって、主軸を中心として回転可能なリールキャリアと、前記リールキャリアに回転可能に支持された少なくとも2つのリールとを備え、前記リールの回転軸は、前記リールキャリアの主軸に対して垂直に立っている巻取装置を含む。同様に、本発明は、その装置に対応する巻取方法を含む。さらに、本発明は、繊維束をフィルムによって包装するための包装装置であって、第1及び第2の側部エレメントと、これらの間に固定され、フィルム及び繊維束を受け入れるための柔軟な溝部とからなり、少なくとも第1側部エレメントを、溝部を横切るように移動させる駆動部が設けられた受入部と、繊維束の周囲にフィルムを折り曲げるために、溝部を横切るように移動する少なくとも1つの折曲機とを備える包装装置、及び、その装置に対応する包装方法を含む。 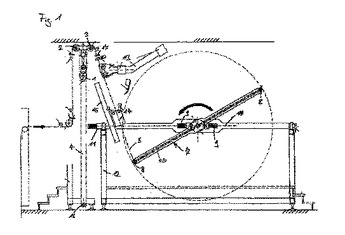 (もっと読む)
(もっと読む)
ボビンもしくは巻管搬送装置
【課題】多数の紡績部位(11)を有する紡績機のボビンもしくは巻管搬送装置(1)であって、該ボビンもしくは巻管搬送装置(1)が搬送路(7)の支持面(29)の上を滑動案内された個別のボビンもしくは巻管保持体(2)並びに該ボビンもしくは巻管保持体(2)を前記搬送路(7)の上で前記紡績部位(11)に沿って搬送するための連行体(3)を備えた搬送手段(8)を有している形式のものにおいて、費用のかかる構成的な処置、駆動装置の出力の増大、摩耗の増加なしに多数の巻管もしくはボビン保持体を搬送できるようにすること。
【解決手段】前記搬送路(7)の前記支持面の上に、耐摩耗性が高くかつ滑り性が高い滑り下敷(20)が配置されていること。
(もっと読む)
自動ワインダ
【課題】巻取ユニットに係る設定と、玉揚装置に係る設定と、の間の整合性を容易に確保できる自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を紙管に巻き取って巻取パッケージを形成する巻取ユニット1・1・・・と、前記巻取ユニット1・1・・・の作動を制御する巻取ユニット制御部1Aと、前記複数の巻取ユニット1・1・・・に沿って走行する玉揚装置10・10と、前記玉揚装置10・10の作動を制御する玉揚装置制御部10Aと、を備える。更に、前記巻取ユニット制御部1Aによる前記巻取ユニット1・1・・・の作動の制御の設定と、前記玉揚装置制御部10Aによる前記玉揚装置10・10の作動の制御の設定と、を関連付けて記憶する関連記憶部32を備える。
(もっと読む)
繊維束の巻取装置及び繊維束パッケージの製造方法
【課題】
巻取スピンドルを切り替えつつ連続的に巻取が行われるターレット式の巻取装置において、ターレットの際、ターレット部材による公転速度分増速され、パッケージに過大な張力が作用することを防ぐ繊維束の巻取装置及び繊維束パッケージの製造方法を提供する。
【解決手段】
互いに平行な軸線を持つ1対のスピンドルをターレット部材の中心を挟んで同一円周上の対称位置に配置し、その1対のスピンドルで交互に巻取をおこなうレボルビングタイプの巻取機であって、ターレット部材を回転させ巻取スピンドルと待機スピンドルの位置を入れ替え、巻取スピンドルを切り替えるにあたり、ターレット部材の回動に応じ巻取スピンドルの回転数を低下させる。
(もっと読む)
分離ストランドを有する巻取りパッケージの製造方法
複数の集合されたストランドを有する巻取りパッケージの製造方法であって、
−紡糸口金から来るストランドを少なくとも2つのブランケットに分離するステップを含み、ブランケットの各々は、トラベラの助けを借りて同じ巻取りパッケージに巻かれ、前記巻取りパッケージは、スピンドルの1つによって支持され、
−スピンドルの一方を巻き段階から休止段階に切り替えるように、円形パーンバッタリーの運転を開始するステップと、
−スピンドル間のこの移行段階中、分離デバイスの助けを借りて、紡糸口金から前記巻取りパッケージの表面まで移動する粗糸を分離するステップと、
−巻取りパッケージの表面にカーソルを近付け、すると、トラベラは、前記トラベラ内に粗糸の各々をとらえるように、分離された粗糸の各々の軌道をさえぎるステップと、
、
−分離デバイスを第2の位置に位置決めするステップと、を含む、
ことを特徴とする方法。
(もっと読む)
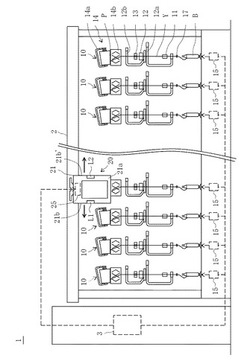
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
ボビンを取外すための装置
本発明は少なくとも1つのボビン(3)を巻取るために片持式に保持された巻取りスピンドル(2.1)を有する巻取り機にて、ボビンを取外すための装置に関する。当該装置は複数の旋回アームを有し、該旋回アームはそれぞれ1つの自由な差嵌め端部と反対側にある保持端部とを有している。保持端部で旋回アームは旋回軸(5)に保持され、この場合、前記旋回アームの少なくとも一方はボビンを取外すために取外し位置にて巻取り機の巻取りスピンドルに対し軸方向で整合配置される。ボビン交換をできるだけ狭い空間で行なうためには、本発明によれば旋回軸は水平方向に向けられている。この場合には、旋回アームは垂直に向けられた案内平面にて案内されている。 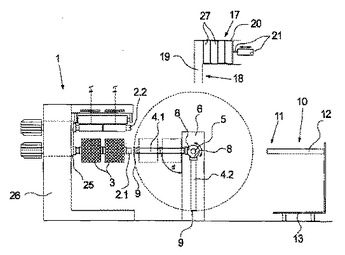 (もっと読む)
(もっと読む)
糸巻取装置
【課題】糸供給が行われている糸巻き体F1の糸の巻取終端に別の糸巻き体F1の糸の巻取始端F0を結び付けることを容易となす巻き糸体F1を低コストで製造し得るものとなす。
【解決手段】ボビンホルダーBに支持されたボビンCの外周面C1の長手方向の特定範囲C2に、糸供給装置から供給される糸Fの一定量を巻き取る処理を繰り返すように作動する糸巻取装置において、前記一定量の糸Fの巻取りを行う度に、前記糸供給装置Eから供給された糸Fの巻取始端F0から後側へ適当長さとなる糸F部分を、前記ボビンBの外周面のうち前記特定範囲C2の外側となる外周面部分C3に巻き取らせるものとした糸余分巻取手段101を設けたものである。
(もっと読む)
自動ワインダー
【課題】 トレイに載置されたボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、ボビントレイ搬送時のトラブル発生を抑制して駆動効率を向上可能な自動ワインダーを提供することである。
【解決手段】 トレイに実ボビンを装着するボビン供給部と、実ボビンから糸を引き出す口出し部と、実ボビンに巻かれた糸をパッケージに巻き取る複数の巻取ユニットと、該巻取ユニットにて糸が巻き取られて空となったボビンをトレイから抜き取るボビン抜取部とを備え、前記各部間を巡回するトレイによってボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、前記自動ワインダー域内の特定箇所を通過するボビンを検知する検知手段を備えると共に、前記検知手段が所定時間ボビンの通過を検知しない時、または、予め定められた数量以上のボビンを検知した時に、前記ボビンの搬送を停止する構成とした。
(もっと読む)
自動ボビン切換式連続巻取方法及びその装置
【課題】ワイヤをたるませることなくボビンを自動で切り換えることのできる自動ボビン切換式連続巻取方法及びその装置の提供。
【解決手段】巻取中のボビンに巻き取られているワイヤが空ボビン上を通過する状態で、空ボビン及びワイヤキャッチャが回転した際、このワイヤキャッチャの位置をセンサにより検出してから、空ボビンのシャフトの回転数をエンコーダで検出し、当該センサからのワイヤキャッチャ位置検出信号及び、空ボビンのシャフト回転数情報をワイヤ押えのコントローラに入力することにより、ワイヤ押えを倒れ込み動作を行わせ、以て、ワイヤをたるむことなくワイヤキャッチャがワイヤを捕らえてカッターで切断し、ボビン切換を完了させる。
(もっと読む)
1 - 20 / 20
[ Back to top ]