
Fターム[3F112GC01]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | ベルトコンベア、ターンテーブル、シュートによる搬送 (18) | ベルトコンベア (13)
Fターム[3F112GC01]の下位に属するFターム
ガイドを有するもの (2)
Fターム[3F112GC01]に分類される特許
1 - 11 / 11
巻取機
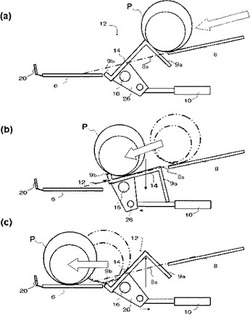
【課題】パッケージが傾斜路を転がる勢いを抑制し、パッケージがパッケージ受止め部材に受け止められる際の衝撃を緩和し、パッケージをコンベアに正しい姿勢で停止させることができる巻取機を提供する。
【解決手段】本発明の巻取機2は、複数の巻取ユニット4と、巻取ユニット4から排出されたパッケージPを巻取ユニット4の並設方向に移送するコンベア6と、巻取ユニット4からコンベア6に向かってパッケージPを転がす傾斜路8と、コンベア6の移送方向に沿って配置され傾斜路8から転がってきたパッケージPを受け止めるパッケージ受止め部材20と、を備える。また、本発明の巻取機2は、傾斜路8に沿って配置されたパッケージPの転がりを阻止する複数の阻止部9a・9bと、複数の阻止部9a・9bをパッケージPの転がりを阻止する状態と許容する状態のいずれかに切替える切替機構12を、を備える。
(もっと読む)
ボビン搬送装置

【課題】部品配置に関する設計の自由度を損なうことがなく、しかも残糸付きのボビンから解舒された糸の絡み付きに起因する動作不良の発生を確実に防ぐことができるボビン搬送装置を提供する。
【解決手段】無端ベルト12が巻き掛けられる原動ローラ10の幅寸法(W1)を、無端ベルト12の幅寸法(W2)よりも小さく設定したので、上方視で幅寸法の両端部を含んで原動ローラ10の全体を無端ベルト12で覆うことができる。これによれば、ボビンBから解舒した残糸7が原動ローラ10に接触することを防いで、残糸7が原動ローラ10に絡み付くことを防ぐことができる。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
管糸供給装置
【課題】少ないカッターで糸端を確実に処理できるコンパクトに構成された糸端切断装置を備える管糸供給装置を提供する。
【解決手段】パーツフィーダコンベア2と、このパーツフィーダコンベア2から投下された複数の管糸Pを整列させて供給するパーツフィーダ3と、パーツフィーダ3に投下された管糸Pからパーツフィーダコンベア2とパーツフィーダ3の間に跨るように延びる糸端Qを切断する糸端切断装置4と、を備える。糸端切断装置4は、糸端Qを切断するためのカッター20を有する糸端切断部21と、この糸端切断部21を、パーツフィーダコンベア2の幅方向に沿う単一の軌道Rに沿って案内するリニアガイド22と、このリニアガイド22により案内される糸端切断部21を単一の軌道Rに沿って往復走行するように駆動するロッドレスシリンダ23と、を含む。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
ボビンもしくは巻管搬送装置
【課題】多数の紡績部位(11)を有する紡績機のボビンもしくは巻管搬送装置(1)であって、該ボビンもしくは巻管搬送装置(1)が搬送路(7)の支持面(29)の上を滑動案内された個別のボビンもしくは巻管保持体(2)並びに該ボビンもしくは巻管保持体(2)を前記搬送路(7)の上で前記紡績部位(11)に沿って搬送するための連行体(3)を備えた搬送手段(8)を有している形式のものにおいて、費用のかかる構成的な処置、駆動装置の出力の増大、摩耗の増加なしに多数の巻管もしくはボビン保持体を搬送できるようにすること。
【解決手段】前記搬送路(7)の前記支持面の上に、耐摩耗性が高くかつ滑り性が高い滑り下敷(20)が配置されていること。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
紡績工場においてケンス無し繊維スライバ・パッケージを搬送する装置
【課題】ケンス無し繊維スライバ・パッケージの搬送を簡素な様式で行う。
【解決手段】紡績工場において、たとえば練篠フレームなどのスライバを吐出する紡機または格納手段と、特にスライバの供給を受ける紡機または更なる格納手段との間でケンス無し繊維スライバ・パッケージを搬送する装置であって、該装置は上記ケンス無し繊維スライバ・パッケージを受容する支持体を有し、該支持体は概ね非囲繞であり、上記支持体および上記ケンス無し繊維スライバ・パッケージは共同して搬送可能であるという装置が提供される。ケンス無し繊維スライバ・パッケージの簡素な搬送を行うべく、上記支持体および安定的に位置決めされた少なくともひとつのケンス無し繊維スライバ・パッケージを共同して搬送するために、軌道案内式であるか又は自由に移動可能である搬送デバイスが配備される。
(もっと読む)
紡績工場においてスライバの供給を受けるたとえば練篠フレームなどの紡機にケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置
【課題】繊維スライバ(供給材料)を簡素な様式で利用可能にする。
【解決手段】紡績工場においてスライバの供給を受けるたとえば練篠フレーム、フライヤ、コーミング前処理機、コーミング機、紡機などの紡機に対してケンス無し繊維スライバ・パッケージ(供給材料)を利用可能とする装置であって、上記ケンス無し繊維スライバ・パッケージは、スライバを吐出するたとえば練篠フレームなどの上流の紡機から、または、上流の格納手段から、上記スライバの供給を受ける紡機に対して搬送デバイスにより供給され得るという装置が提供される。繊維スライバ(供給材料)が簡素な様式で利用可能とすべく、上記スライバの供給を受ける紡機の供給位置に対しては少なくとも一個のケンス無し繊維スライバ・パッケージが供給され且つ該供給位置において安定的に位置決めされる。
(もっと読む)
自動ワインダー
【課題】 トレイに載置されたボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、ボビントレイ搬送時のトラブル発生を抑制して駆動効率を向上可能な自動ワインダーを提供することである。
【解決手段】 トレイに実ボビンを装着するボビン供給部と、実ボビンから糸を引き出す口出し部と、実ボビンに巻かれた糸をパッケージに巻き取る複数の巻取ユニットと、該巻取ユニットにて糸が巻き取られて空となったボビンをトレイから抜き取るボビン抜取部とを備え、前記各部間を巡回するトレイによってボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、前記自動ワインダー域内の特定箇所を通過するボビンを検知する検知手段を備えると共に、前記検知手段が所定時間ボビンの通過を検知しない時、または、予め定められた数量以上のボビンを検知した時に、前記ボビンの搬送を停止する構成とした。
(もっと読む)
自動ワインダの満巻パッケージ搬出装置
【課題】 シャッター12の開放間隔を定めるための面倒なタイマ設定をすることなく、且つ巻取ユニット2の稼動効率やコンベア7の搬送効率を低下させることなく、満巻パッケージ3を搬出できる搬出装置の構成を提供する。
【解決手段】 自動ワインダにおいて、多数設けられる巻取ユニット2の並列方向に沿ってコンベア7を設け、各巻取ユニット2のクレードル部4からコンベア7まで満巻パッケージ3を案内する案内路8を設ける。複数の巻取ユニット2の案内路8を一度に開閉可能なシャッター12を設ける。巻取ユニット2は、玉揚げされた満巻パッケージ3がシャッター12によって待機させられており、更に、クレードル部4の巻取パッケージ3の巻取りが所定程度進んだことを巻取進捗センサ23で検知すると、シャッター12を開き状態として巻取パッケージ3を一斉に払い出す。
(もっと読む)
1 - 11 / 11
[ Back to top ]