
Fターム[3F112MA02]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 巻芯等の検知(トレイを含む) (15) | 有無 (6)
Fターム[3F112MA02]に分類される特許
1 - 6 / 6
巻取ユニット、自動ワインダ、及び給糸ボビンの位置合わせ方法
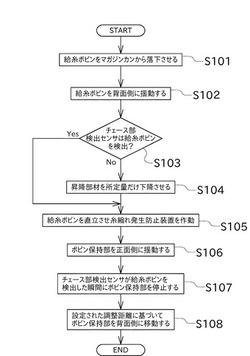
【課題】給糸ボビンの長さ等に関わらず給糸ボビンの位置を目標位置に対して確実に合わせることが可能な巻取ユニットを提供する。
【解決手段】ワインダユニット(巻取ユニット)は、ボビン保持部と、長さ情報取得部と、位置検出部と、記憶部と、ユニット制御部と、を備える。ボビン保持部は、給糸ボビンを保持する。長さ情報取得部は、給糸ボビンの軸方向の長さに関する情報である長さ情報を取得する。位置検出部は、ボビン保持部に保持された給糸ボビンの位置を検出可能である。記憶部は、解舒基準位置の情報と、位置検出部が設けられている位置の情報と、を記憶する。ユニット制御部は、長さ情報に基づいて、ボビン保持部に保持された給糸ボビンを位置検出部が検出できるように当該位置検出部を移動させる制御と、長さ情報及び記憶部の記憶内容に基づいて、給糸ボビンを解舒基準位置に合わせるように当該給糸ボビンを移動させる制御と、を行う。
(もっと読む)
ボビン搬送システム

【課題】搬送路にトレイが滞留することを防ぐことができ、且つ、コストの上昇を抑えたボビン搬送システムを提供する。
【解決手段】ボビンBが装着されたトレイTを連続して自動ワインダ3から精紡機1へ搬送する第一主搬送路21と、第一主搬送路21に配置されてボビンBに糸Yが巻装されているか否かを検知する残糸検知装置211と、第一主搬送路21における残糸検知装置211よりも下流側から分岐して残糸検知装置211よりも上流側にボビンBが装着されたトレイTを搬送するバイパス搬送路20と、を備えたボビン搬送システム2であって、バイパス搬送路20には、ボビンBに巻装された糸Yの巻装量を検知する第一糸量検知装置231と、ボビンBに巻装された糸Yを廃棄処分とする残糸処理装置233と、を配置するとした。
(もっと読む)
巻取ユニット及びこれを備える糸巻取機
【課題】製造コストの上昇及びパッケージの品質の低下を抑制しつつ給糸ボビンの交換を行う構成の巻取ユニットを提供する。
【解決手段】ワインダユニットは、ボビン保持部と、ボビン供給装置と、巻取部と、糸継装置と、チェース部検出センサと、判断部と、を備える。ボビン保持部は、給糸ボビンを保持する。ボビン供給装置は、ボビン保持部へ給糸ボビンの供給動作を行う。巻取部は、ボビン保持部に保持された給糸ボビンの糸を巻き取ってパッケージを形成する巻取動作を行う。糸継装置は、糸が切断された場合にパッケージの糸端と給糸ボビンの糸端とを継ぐ糸継動作を行う。チェース部検出センサは、ボビン保持部での給糸ボビンの有無を検出する。判断部は、ボビン供給装置が給糸ボビンの供給動作を行ってから糸継装置によって糸継動作が開始されるまでの間に、チェース部検出センサの検出結果に基づいて給糸ボビンの供給が成功しているか否かを判断する。
(もっと読む)
ボビン処理部
【課題】ボビン処理部のボビン処理装置に物体の有無を検出するセンサを設け、トレイやボビンの検出に応じてボビン処理装置を作動させる構成においては、このセンサがトレイやボビン以外の物体を検出してボビン処理装置を誤動作させてしまう虞がある。
【解決手段】コントローラ8は、ボビン抜取り装置23について、当該ボビン抜取り装置23に対応して設けられる主センサ6・7と、主センサ6・7の前記搬送経路における上流側に配置される副センサ6とが、主センサ6・7に対応する検出位置P4から副センサ6に対応する検出位置P3までの主ボビン搬送ライン12の長さに応じた時間差で、トレイ5もしくはボビン3・4の存在を検出したときに、当該ボビン抜取り装置23を作動させる作動制御を行う。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
1 - 6 / 6
[ Back to top ]