
Fターム[3F115CA09]の内容
パッケージ・線条体の安全装置 (910) | 目的、機能 (242) | 異常に対する安全対策 (150) | 異常の種類 (113)
Fターム[3F115CA09]の下位に属するFターム
Fターム[3F115CA09]に分類される特許
1 - 6 / 6
糸巻取機、及び繊維機械
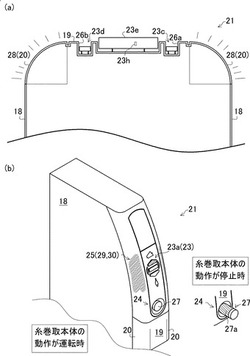
【課題】本当に必要な作業と、オペレータによって行われる作業と、の不一致を解消し、もって、糸巻取機の生産性を向上する技術を提供する。
【解決手段】少なくとも給糸源に起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第1の異常表示兼リセット部と、少なくとも巻取ボビンに起因した異常状態が発生したことを起点に定常表示から異常表示に切り替えられ、前記異常表示時に操作されることによって定常表示に切り替えられると共に、機台を停止状態から運転状態に切り替える第2の異常表示兼リセット部と、を備えた。
(もっと読む)
糸巻取装置及びそれを備える自動ワインダ

【課題】糸欠陥検出器を通過する糸送り量を正確に算出して糸欠陥の検出精度を向上させることができる糸巻取装置を提供する。
【解決手段】巻取ユニット10は、パッケージ30に巻き取られる前の糸20を貯留するための糸プール部71と、糸プール部71に糸20を供給するために駆動されるサーボモータ55と、を備える。また、巻取ユニット10は、糸欠陥を検出するために糸プール部71の上流側に配置されるクリアラ15を備える。そして、巻取ユニット10は、糸プール部71より上流側の糸送り量に基づいて、クリアラ15を通過した太さムラの長さを計算する。
(もっと読む)
糸巻取機
【課題】糸の異常な走行状態を検出することが可能な糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、周速検出部51と、糸速度センサ60と、ユニット制御部50と、を備える。パッケージ駆動モータ41は、糸20が巻き取られる巻取ボビン22を回転駆動する。周速検出部51は、パッケージ回転センサ43が検出した巻取ボビン22の回転数と、角度センサ44からの信号に基づき求められたパッケージ30の径と、に基づき、パッケージ30の周速を検出する。糸速度センサ60は、糸20の走行速度を検出する。ユニット制御部50は、周速検出部51が検出したパッケージ30の周速と糸速度センサ60が検出した糸速度とが予め設定された相関性を有するか否かを判定する。
(もっと読む)
異物検出装置および繊維機械および異物検出方法
【課題】糸条に混入している異物の検出において、残存させたい異物がある場合に、残存させたい異物を検出しないようにすると、除去したい異物の検出精度を落とすことになる。
【解決手段】綿繊維で形成される紡績糸9にLED37a・37bから交互に光(直射光Da・Db)を照射して、その紡績糸9からの反射光Rb・Raの強度を測定し、その強度情報に基づいて、紡績糸9に混入している異物の有無を検出する異物検出装置32であって、LED37a・37bの光源色を、除去せず残存させたい異物である綿繊維の茎葉のトラッシュの色と、色相環において、同一の系統色もしくは類似の系統色である黄色もしくは黄燈色とする。
(もっと読む)
口出し装置
【課題】 口出し部にて糸端が口出しされた実ボビンをボビン搬送手段を介して各巻取ユニットに供給する自動ワインダーにおいて、異番手の実ボビンが混入しても、それぞれの巻取ユニットへ搬送する前に検出して、無駄な搬送を防止して駆動効率を向上可能な自動ワインダーの口出し装置を提供することである。
【解決手段】 糸が巻かれた実ボビン11から糸Yを吸引して引き出すサクションパイプ10Aと、引き出される糸の太さを検出する異番手検出センサ10Bとを備え、予め設定された糸番手と前記異番手検出センサ10Bにより検出される糸の太さに応じた糸番手とを比較して所定の制御を行う制御装置10Dを備える構成の口出し装置10とした。
(もっと読む)
縫い糸又は織り糸の2次元分析を含む、光学式分析装置
【解決手段】 繊維機械に供給される縫い糸又は織り糸(F)の2次元分析を含む、光学式分析装置であって、少なくとも1個の発光素子(3、4)と、少なくとも1個の受光素子(5)とを備える。発光素子(3、4)は、受光素子(5)により検知される前に、糸(F)に当たる光信号を発生し、受光素子の検知に基づいて、発光素子(3、4)と受光素子(5)間での、移動、停止、寸法的な欠陥又はその他の寸法的な特徴等の、糸(F)の特徴を明らかにする。光信号が、糸(F)と関係を持った後で、光信号により照射を受け、糸ガイドとして機能する、光透過手段(6)を介在させる。 (もっと読む)
1 - 6 / 6
[ Back to top ]