
Fターム[3G024AA23]の内容
内燃機関のシリンダブロック、ケーシング (17,598) | エンジン内の場所 (5,521) | シリンダブロック (1,858) | シリンダ摺動面 (302) | 潤滑のための凹部を持つもの (79)
Fターム[3G024AA23]に分類される特許
1 - 20 / 79
シリンダーブロック
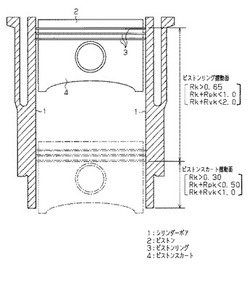
【課題】摺動面に加わる面圧の異なるピストンリング摺接面、ピストンスカート摺接面のいずれにも、過不足の無い、最適な潤滑特性を与えることのできるシリンダーブロックを提供する。
【解決手段】ピストンに摺接されるシリンダーボアがアルミニウム合金で形成されたシリンダーブロックにおいて、ピストンリング摺動面とピストンスカート摺動面とでプラズマ溶融処理のプラズマ照射条件を異ならせることで、両摺動面のRk+Rvkの比が、両摺動面に加わる面圧の比と同じ比となるようにした。
(もっと読む)
内燃機関用部品およびその製造方法

【課題】潤滑油の保持能力に優れた摺動面を有する内燃機関用部品およびその製造方法を提供する。
【解決手段】本発明による内燃機関用部品は、シリコンを含むアルミニウム合金から形成され、摺動面101に複数のシリコン結晶粒1、2を有する。摺動面101の十点平均粗さRzJISは0.54μm以上であり、摺動面101の切断レベル30%における負荷長さ率Rmr(30)は20%以上である。複数のシリコン結晶粒1、2は、複数の初晶シリコン粒1および複数の共晶シリコン粒2を含む。複数の初晶シリコン粒1および複数の共晶シリコン粒2は、マトリックス3から突出している。
(もっと読む)
アルミニウム合金製シリンダーブロック及びその製造方法
【課題】シリンダーボア表面に必要な特性を確保しつつも、安価に製造することのできるアルミニウム合金製シリンダーブロック及びその製造方法を提供する。
【解決手段】有効負荷粗さを「Rk」、初期摩耗高さを「Rpk」、油溜まり深さを「Rvk」としたとき、「Rk+Rpk<1.0μm」、且つ「Rk+Rvk<2.0μm」、且つ「Rk>0.65μm」となり、更にシリンダーボアの表面に螺旋状に形成された、凹凸の高低差が2μm未満のピット空白領域の幅が1.0mm以下なるように、シリンダーボアの表面を形成した。
(もっと読む)
内燃機関のシリンダ製造方法及び内燃機関のシリンダ
【課題】シリンダ内周面における潤滑油の保持性を高めてシリンダ内周面とピストンとのフリクションを低減すると共に、シリンダの生産性を向上すること。
【解決手段】ピストン11が収容されるボア12を画成するシリンダ内周面13にめっき皮膜14が形成された内燃機関のシリンダ製造方法であって、シリンダ内周面13にボーリング加工を施して複数本の線状のボーリング加工凸部29Aを形成し、次に、シリンダ内周面13にめっき処理を施して、ボーリング加工凸部29Aに沿ってめっき用金属が粒成長するめっき凸部31Aとこのめっき凸部間のめっき凹部31Bとを備えるめっき層31を形成し、次に、めっき凹部31Bを残すようにめっき凸部31Aをホーニング加工してめっき皮膜33を形成し、このめっき皮膜に平滑なプラトー面28を形成すると共に、めっき凹部31Bを、不規則に延び且つ潤滑油35を保持可能なオイルポケット27として機能させる。
(もっと読む)
摺動部材およびその製造方法
【課題】潤滑油の供給不足を防止することにより、フリクションロスを低減することができる摺動部材およびその製造方法を提供する。
【解決手段】摺動部材としてシリンダボア10を用いる場合、シリンダボア10の製造では、摺動面11に、摺動方向Xに延在するパターンを有するマスクを形成し、摺動面11に耐焼付き性を有する被膜12を形成する。次いで、マスクを除去することにより、摺動方向Xに延在する流路13が形成される。摺動面11に供給される潤滑油は、摺動方向Xに移動することができるから、摺動面11への潤滑油の供給をスムーズに行うことができる。また、シリンダボア10の製造では、マスキング手法を用いているので、摺動方向Xに延在する流路を摺動面11に簡単に形成することができる。
(もっと読む)
シリンダライナーおよびシリンダブロック
【課題】スカッフを防止しつつ、ピストンとの摺動抵抗を減らすことができるシリンダライナーおよびシリンダブロックを提供する。
【解決手段】エンジン2のピストン3を摺動可能に収容するシリンダボア5を区画形成すると共に、そのシリンダボア5の内周面に前記ピストン3との焼付きを防止するための表面処理が施されたシリンダライナー1において、前記表面処理が、二硫化モリブデンからなる微粒子ショット材を用いて前記シリンダボア5の内周面にショットピーニングを施して、前記シリンダボア5の内周面に前記二硫化モリブデンを埋め込んだものである。
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
金属材料摺動面構造、内燃機関用シリンダ及び金属材料摺動面形成方法
【課題】溶射被膜を形成することなく金属材料の表面に硬化層を形成すると共に、廃液処理などを生じることなく潤滑油を十分に保持できる金属材料摺動面構造、内燃機関用シリンダ及び金属材料摺動面形成方法。
【解決手段】アルミニウム合金製シリンダブロック4のシリンダボア6にプラズマ溶融装置2によりプラズマ溶融粗面化工程を行うことにより表面に凹凸形状を形成する。このことにより変化の激しい凹凸形状が形成される。しかも瞬間的な凝固により、溶射被膜が形成されていなくても非常に高硬度の凹凸表面となる。そしてこの凹凸表面に対して弾性ホーニング加工することにより凸部分にプラトー面形成工程を実行する。このことにより形成したピストンリング摺動面は、ハイSiアルミニウム合金のみでなくダイカスト用のアルミニウム合金でも長時間の十分なスカッフ性が得られ、かつECMのように廃液処理などを生じることがない。
(もっと読む)
溶射前処理方法及び溶射前処理装置
【課題】溶射皮膜が形成される部材の表面に形成される酸化皮膜による溶射皮膜の密着力低下を抑制する。
【解決手段】ボーリング用カッタボディ5を、円形の孔3内に挿入して回転させつつ軸方向に移動させることで、先端外周部に設けたバイト13によりねじ状の谷部15を形成するとともに、谷部15の形成により発生する山部の先端を破断した破断面19を形成する。これと同時に、バイト13に対し、ボーリング用カッタボディ5の回転方向前方に設けてあるノズル9から酸化皮膜除去剤11を吐出して円形の孔3の加工表面に付着させる。酸化皮膜除去剤11は、その後の溶射皮膜形成時の熱によって、水分が気化するとともに残留するフラックス成分が活性化し、加工表面の酸化皮膜を溶解して除去し、かつ新たな酸化皮膜の生成を抑制する。
(もっと読む)
潤滑装置
【課題】エンジンなどの作動機械に適用される潤滑装置の、種々の部材間の摺動箇所での摺動をより安定的に改善する。
【解決手段】潤滑油に加えられた粒子状物質Sと、潤滑油を供給可能な摺動面55に区画形成された溝56であって、該粒子状物質Sの一部の外形よりも大きな幅を有し、該粒子状物質Sの外形よりも深い深さ、あるいは浅い深さを有する粒子状物質Sを保持可能な溝56とを備える。粒子状物質Sの表面部はポーラス状であるとよい。
(もっと読む)
Si粒子含有Al−Si系合金摺動材及び摺動面の形成方法
【課題】摺動面におけるスカッフィング(特に低温でのスカッフィング)の発生が防止されたSi粒子含有Al−Si系合金摺動材を提供する。
【解決手段】17〜35質量%のSiを少なくとも含むと共に、研削加工により形成された潤滑油保持が可能な溝部と塑性加工が施された平坦部とを有し、少なくとも前記平坦部の表面からSi粒子の一部が突出した摺動面を備えている。
(もっと読む)
シリンダ
【課題】ピストンとシリンダ内壁面との往復動摩擦を低減させるとともに、当該低減効果を維持することができるシリンダを提供すること。
【解決手段】ピストンが内壁面を摺動するシリンダであって、ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の領域である行程中央部領域に複数の凹部が形成されており、凹部内周面の少なくとも一部には、銅系金属及びフッ素樹脂のいずれか一方又は双方が含有されてなるか、又はリン酸塩皮膜処理がされてなる、表面処理層が形成されている。
(もっと読む)
シリンダ
【課題】ピストンとシリンダ内壁面との往復動摩擦を低減させるとともに、低減効果を維持することができるシリンダを提供すること。
【解決手段】ピストンが内壁面を摺動するシリンダであって、前記シリンダの内壁面のうち、前記ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、前記ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の領域である行程中央部領域には、1つの又は複数の面からなる凹部が複数個形成されており、前記1つ又は複数の面の少なくとも一部の最大高さRyが0.1μm以上30μm以下である。
(もっと読む)
シリンダ
【課題】ピストンとの往復動摩擦を低減可能で、かつピストンスカート部とシリンダとの間で生じ得る縦傷や過大摩耗を回避可能なシリンダを提供すること。
【解決手段】前記ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、前記ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の領域である行程中央部領域には、シリンダ周方向の全ての断面において少なくとも一つの凹部が存在するように、複数の凹部を形成し、前記シリンダの内壁面のうち、前記行程中央部領域以外の領域には前記凹部を形成せず、前記行程中央部領域の面積を100%としたときの、全凹部の面積の合計を1〜80%の範囲内とし、前記行程中央部領域における、当該シリンダと組み合わせて用いられるピストンのスラスト側のピストンスカート部と摺動する領域のうち、少なくともその1/4以上を、前記凹部が形成されていない領域とする。
(もっと読む)
シリンダとピストンの組み合わせ
【課題】内壁面に凹部が設けられたシリンダに最適であり、低摩擦性、耐摩耗性、耐スカッフ性に優れたシリンダとピストンの組み合わせを提供すること。
【解決手段】 シリンダを、その内壁面のうち、前記ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、前記ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の領域である行程中央部領域に複数の凹部が形成されており、前記行程中央部領域の面積を100%としたときの、全凹部の面積の合計が1〜80%の範囲内であり、かつ、当該行程中央部領域における、シリンダ周方向の全ての断面には、前記複数の凹部のうち少なくとも一つの凹部が形成されており、前記シリンダの内壁面の、前記行程中央部領域以外の領域には前記凹部が形成されていないシリンダとし、ピストンを、前記シリンダの内壁面を摺動し、ピストンにおけるピストンスカート部は、その表面の十点平均粗さRzが6μm以下であるピストンとする。
(もっと読む)
微細凹部加工システム、微細凹部加工方法、微細凹部加工用プログラム
【課題】摩擦損失の低減に適した微細凹部を短時間で確定し加工することができる微細凹部加工システムを提供する。
【解決手段】微細凹部加工システム10は、ワークの摺動面に加工する微細凹部の許容条件の設定入力、及びワークの摺動面と微小隙間を介した部材とワークとの間に摺動時に発生する非定常的な摩擦値の要望範囲の入力を受け付ける入力部21と、演算結果の摩擦値が要望範囲を満すまで、設定入力された微細凹部の許容条件内で摩擦係数を演算する演算部22と、摩擦係数の要望範囲を満した微細凹部を加工する際の加工指令を作成する加工指令作成部23と、加工指令に基づきワークの摺動面に微細凹部を加工する加工部32とを備える。
(もっと読む)
潤滑油分配のための手段を有するシリンダ
【課題】摺動面として使用されるシリンダの全長一面での潤滑油の均一な分配を達成し、さらに、潤滑油消費量を低下させること。
【解決手段】往復ピストン・エンジン用シリンダ1は、潤滑油を受容し分配するスリット状切抜き穴5を含む。スリット状切抜き穴5はシリンダの摺動面7に配置されており、第1の部分18と第2の部分19とを含み、第1の部分18は第1の端部20と第2の端部21とを含み、第1の端部20は第1の開口部30を有し、第2の端部21は第2の開口部31を有する。第2の部分19は第2の端部21と第3の端部22とを含み、第3の端部22は第3の開口部32を有し、ピストン・リングが第1の開口部30又は第3の開口部32の1つと第2の開口部31との間の位置にある場合、第1の開口部30と第3の開口部32とがピストン・リングの下方に配置され、第2の開口部31がピストン・リングの上方に配置される。
(もっと読む)
微細凹部加工工具及び微細凹部加工方法
【課題】微細な凹部をW型形状として摺動面に加工する際の加工コスト上昇を抑える。
【解決手段】シリンダボア5のボア内面5aに対し、微細凹部加工工具1の工具刃先11を押し付けつつ回転させることで、微細な凹部を転造によって加工する。工具刃先11は、ボア内面5aに加工する凹部がほぼW型形状となるような形状としてある。このW型形状の凹部は、ボア内面5aにおけるピストン摺動方向両端側に、摺動方向に対向する壁面を備えている。
(もっと読む)
シリンダライナ
【課題】ピストンの上死点近傍においてシール性を損なうことなく、潤滑油による油膜によって潤滑性とガスシール性とを確保すること。
【解決手段】シリンダライナ16は、例えば、銅合金等の金属製材料で形成されたライナ本体26と、上死点近傍位置に対応する前記ライナ本体26の上部側環状凹部内に鋳包み成形によって一体的に設けられる上死点側部材28と、下死点近傍位置に対応する前記ライナ本体26の下部側環状凹部内に鋳包み成形によって一体的に設けられる下死点側部材30とを有し、前記上死点側部材28には、ピストン28の摺動面31に連通しないクローズドポアからなる複数の微細空孔32が形成され、前記下死点側部材30には、摺動面31に連通するオープンポアからなる複数の微細凹部34が形成される。
(もっと読む)
シリンダライナの潤滑構造
【課題】ピストンのスカートとシリンダライナとの間の流体潤滑状態下での摩擦係数を低減し得、燃費向上を図り得るシリンダライナの潤滑構造を提供する。
【解決手段】ピストン2下死点位置のオイルリング溝10a下面より下側におけるシリンダライナ1a下部内面に、潤滑面積を低減するための凹溝11を形成する。
(もっと読む)
1 - 20 / 79
[ Back to top ]