
Fターム[3G024GA08]の内容
内燃機関のシリンダブロック、ケーシング (17,598) | 製造方法 (1,714) | 粉末冶金、焼結 (17)
Fターム[3G024GA08]に分類される特許
1 - 17 / 17
内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化処理方法
【課題】エンジン部品の表面に耐磨耗性に優れた合金層をコーティングし、部品寿命を向上させる表面硬化方法を提案する。
【解決手段】内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化方法において、乾燥させた内燃機関用鋳鉄製シリンダヘッド15のバルブシート部19の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記バルブシート部19に合金層21を形成する。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法

【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
燃料噴射器固定具
【課題】粉末金属技術を利用する燃料噴射器固定具の形成法を提供する。
【解決手段】重量百分率で、炭素0.6〜0.9%と、銅1.5〜3.9%と、鉄93.2〜97.9%と、他の元素である残部とを含有する粉末金属材料を成形型内で7.0〜7.1g/cm3の密度に圧密化しかつ温度816〜871℃(1500〜1600°F)で予備焼結して、粉末金属ブランクが形成される。潤滑材により粉末金属ブランクに潤滑性を付与し、少なくとも密度7.3g/cm3に再圧密化した後、温度1121℃(2050°F)で焼結して、最終粉末金属ブランクが形成される。燃料噴射器固定具自体は、ほぼ円筒状の中央部と、中央部から横方向に延伸する第1の翼部と、角度180°だけ第1の翼部から離間して中央部から横方向に延伸する第2の翼部とを有する粉末金属の単一構造体を有する。
(もっと読む)
金属基複合材形成用鉄系プリフォーム及びジャーナル部構造
【課題】アルミニウム系合金による鋳包み性に優れ、安定した界面接合強度及び密着が確保できる金属基複合材形成用鉄系プリフォーム及び鉄系プリフォームを有するジャーナル部構造を提供する。
【解決手段】アルミニウム系合金母材で鋳包みされる金属基複合材形成用鉄系プリフォーム1のプリフォーム本体10に、内周面11と外周面12とを連通する第1〜第4貫通孔21A〜21Dを穿設すると共に、第1〜第4貫通孔21A〜21Dの内面に表面積拡大処理22cが施される。鋳包み工程において、アルミニウム系合金溶湯の凝固に伴う鉄系プリフォーム1の内周面11及び外周面12の周方向の収縮が、貫通孔21A〜21D内に侵入したアルミニウム系合金溶湯の凝固に伴う収縮によって均等に受け止められて、周方向の移動が抑制され、界面における隙間の発生が防止でき、鋳包み性に優れ、安定した界面接合強度が得られる。
(もっと読む)
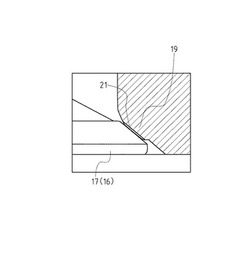
レーザクラッドバルブシートの内部検査方法
【課題】レーザクラッドバルブシートの内部検査を非破壊で行える、レーザクラッドバルブシートの内部検査方法を提供する。
【解決手段】レーザ光を照射しながら金属粉末を溝部11に供給して、当該溝部に肉盛り部を形成した後に、当該肉盛り部19を所定のシート形状に仕上げ加工して形成する、レーザクラッドバルブシート7の内部検査方法において、肉盛り部19の表層部を、仕上げ加工面L1から少なくとも超音波探傷器51の不感帯に対応する領域54を残して、バルブシート幅Sよりも広い範囲に亘って鏡面加工L2し、鏡面加工の領域Nよりも広い幅Rに亘って超音波探傷器51を走査し、超音波探傷器51の検査結果に基づいて肉盛り部19の良否を判定する。
(もっと読む)
シリンダヘッドの製造方法
【課題】凹溝の開口端側でのクラック発生と中央部での内部欠陥発生の両方を抑制する。
【解決手段】 シリンダヘッド1のバルブシート形成予定部9に凹溝11を形成し、該凹溝11にレーザ光を照射しながら金属粉末15を供給して肉盛りし、バルブシート7を形成するシリンダヘッド1の製造方法において、前記凹溝11を、開口幅よりも狭い溝底面31を有し両側面33A、33Bの成す角θが90度を超えて120度以下の断面台形状とした。
(もっと読む)
内燃機関のシリンダライナの製造方法
【課題】燃焼室構成部分では、保持した潤滑油を外側に流出することがなく且つ熱伝導率が高く、クランクケース側部分では熱伝導率が低い、シリンダライナを容易に短時間で確実に製造することができる方法を提供する。
【解決手段】焼結体からなる成形体1の外側の燃焼室構成部分1bに埋め込み材を含浸させた内燃機関のシリンダライナ1’を製造するためのもので、成形体1の外側の燃焼室構成部分1bを加熱するとともに、成形体1の燃焼室構成部分1bを下方にして容器10内にセットして容器10の内面と成形体1の外面との間に浴槽11を形成し、容器10内にセットされた成形体1の内側に密閉されたチャンバ12を形成し、この浴槽11内に埋め込み材3を導入し、その後、チャンバ12内の圧力を検知しつつチャンバ12内を減圧し、チャンバ12内の圧力を所定の値まで減圧したら、チャンバ12内の減圧を停止する。
(もっと読む)
エンジンまたはエンジン部品およびその製造方法
金属、とりわけAlもしくはMgまたはそれらを1つ以上含む合金より作られるエンジン52、とりわけ、燃焼エンジンもしくはジェットパワーユニットまたはエンジン部品54、56が本明細書内に開示される。エンジンまたはエンジン部品は、ナノ粒子、とりわけCNTによって強化された前記金属の複合材料より作られ、強化された金属は、前記ナノ粒子によって少なくとも部分的に分離された金属結晶を含む微細構造を有する。 (もっと読む)
エンジンのシリンダライナおよびその製造方法、エンジンのシリンダブロック
【課題】鋳包まれたシリンダライナとシリンダブロックとの界面での隙間の発生を防止してシリンダライナの変形を抑えるとともに、硬質メッキの密着性を向上させ、かつ充分良好な加工性が得られるエンジンのシリンダライナを提供する。
【解決手段】7〜12mass%のSiを含むエンジンのシリンダブロック2で鋳包まれるシリンダライナ4である。このシリンダライナ4は、組成が20〜30mass%のSi,0.05〜2.0mass%のCu,0.1〜1.5mass%のMg,0.04〜0.35mass%のCr及び2.0mass%以下のFeを含み、残部がアルミニウム及び不可避不純物であるアルミニウム合金である。また、このシリンダライナ4は、前記組成の急冷凝固粉末を焼結固化後、熱間押出し法により形成され、前記急冷凝固粉末の初晶Si粒子の大きさが最大20μm以下、平均5μm以下であるとともに、熱膨張係数がシリンダブロック2の熱膨張係数の90%以下のものである。
(もっと読む)
多重ピースからなる薄肉の金属粉末シリンダライナー
金属粉末シリンダライナーは、端と端をつなげて配された2以上のシリンダライナーピースを含み、かつ、その肉厚に対する長さの比率が12より大きい。ここで、前記ピースにおける肉厚に対する長さの比率は、20未満である。前記粉末金属組成物は、海綿鉄粉末約85%〜99%と、黒鉛約0.1%〜2.0%と、エチレンビス−ステアラミドワックス約0.1%〜2.0%と、を含む。シリンダライナーピースは、従来の金属粉末圧縮焼結法によって製造され得る。 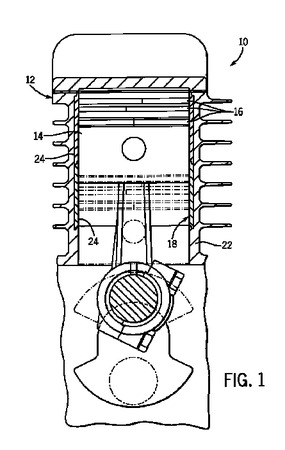 (もっと読む)
(もっと読む)
レーザクラッド加工装置の粉末供給装置及び粉末供給方法
【課題】ノズル内部での引っ掛かりを低減して金属粉末を安定して加工部に供給することができ、肉盛りの厚みにばらつきが生じることなく高品質の肉盛りを形成することのできるレーザクラッド加工装置の粉末供給装置を提供する。
【解決手段】ノズル10の先端から金属粉末4をバルブシート部2に供給しながらレーザhvを照射して肉盛りを行うレーザクラッド加工装置の粉末供給装置において、前記ノズル10の先端から金属粉末4を噴き出す噴出口16の形状を、平面視略楕円形状とした。さらに、噴出口16の短軸L2側を、バルブシート部2の幅方向に向けて金属粉末4を供給するようにする。
(もっと読む)
複合部材及びその製造方法
【課題】軽量・低コストで耐摩耗性・密着性に優れた摺動面をもつ複合部材の提供。
【解決手段】内面に摺動面をもつシリンダ部Sが内部に形成されたマトリクス部1と、貫通する多数の通孔21をもち、その摺動面に概ね連続的に露出してその摺動面の一部を形成する連続露出面をもつ潤滑部材2とを有することを特徴とする。つまり、本発明で採用した潤滑部材は多数の通孔の部分にマトリクス部が入り込むので。潤滑部材とマトリクス部との間の接合が強固になる。従って、高い密着性を持続することが可能になり熱伝導性などの諸特性を高く維持できる。また、シリンダ内面に潤滑部材を連続的に露出させることで、摺動の相手方である部材(例えばピストン)によく接触できるようになり高い耐摩耗性・摩擦特性が実現できる。また、板状の部材からなる潤滑部材をマトリクス部に鋳込むことで、シリンダ部において高い剛性を実現することも可能である。
(もっと読む)
金属基複合材形成用鉄系プリフォーム及びジャーナル部構造
【課題】アルミニウム系合金による鋳包み性に優れ、安定した界面接合強度及び密着が確保できる金属基複合材形成用鉄系プリフォーム及び鉄系プリフォームを有するジャーナル部構造を提供する。
【解決手段】アルミニウム系合金母材で鋳包みされる金属基複合材形成用鉄系プリフォーム1のプリフォーム本体10に、内周面11と外周面12とを連通する第1〜第4貫通孔21A〜21Dを穿設する。鋳包み工程において、アルミニウム系合金溶湯の凝固に伴う鉄系プリフォーム1の内周面11及び外周面12の周方向の収縮が、貫通孔21A〜21D内に侵入したアルミニウム系合金溶湯の凝固に伴う収縮によって均等に受け止められて、周方向の移動が抑制され、界面における隙間の発生が防止でき、鋳包み性に優れ、安定した界面接合強度が得られる。
(もっと読む)
鋳鉄の鋳造方法及びその方法を使用した内燃機関用シリンダヘッドの製造方法
【課題】鋳鉄による鋳造に際し,その一部における耐摩耗性及び耐熱性を向上する。
【解決手段】鋳鉄の鋳造を行う鋳物型A内に,耐熱性を有する金属粉末と耐摩耗性を有する金属粉末とを混合し固め成形して成る金属粉末圧粉体Bを設置し,次いで,前記鋳物型内に,溶融した鋳鉄を注ぎ込むことにより,前記金属粉末圧粉体を焼結及び拡散するようにした鋳造方法において,前記金属粉末圧粉体Bを,前記鋳物型において鋳造物に空洞又は通路等を形成する中子A3,A4に,当該中子における表面から突出するように固定装着する。
(もっと読む)
鋳鉄の鋳造方法及びその方法を使用した内燃機関用シリンダヘッドの製造方法
【課題】 鋳鉄による鋳造に際し,その一部における耐摩耗性及び耐熱性を,低コストで向上する。
【解決手段】 鋳鉄の鋳造を行う鋳物型A内に,黒鉛粉末と,銅粉末と,ニッケル粉末と,鉄−クロム合金粉末と,鉄−モリブデン合金粉末と,残りが純鉄粉末を混合し固め成形して成る金属粉末圧粉体Bを設置し,次いで,前記鋳物型内に,溶融した鋳鉄を注ぎ込み,この溶融した鋳鉄の熱を利用して前記金属粉末圧粉体を焼結及び拡散させることにより,鋳造時に,鋳造物の一部に前記金属粉末圧粉体による焼結層を生成するとともに,その焼結層を鋳造物の母材に結合する。
(もっと読む)
鉄基焼結合金製バルブシート
【要 約】
【課 題】 被削性に優れた鉄基焼結合金で構成されてなるバルブシートを提案する。
【解決手段】 面積率で20%以上のパーライト相を含み、該パーライト相の硬さが300HV0.1以上である基地相組織と、質量%で、C:0.1〜2.0%と、Bi、Te、Se、Snのうちから選ばれた1種または2種以上を合計で0.001〜0.5%含有し、あるいはさらにCu:20%以下、および/または、Ni、Cr、Mo、W、V、Coのうちから選ばれた1種または2種以上を合計で15%以下含有する基地相組成とを有する。さらに基地相中に、被削性改善用粒子および/または硬質粒子を分散させてもよい。これにより、被削性が顕著に向上する。
(もっと読む)
内燃機関に用いられるシリンダライナ
エンジン運転時に生じる燃焼熱の十分な排熱を保証するために、シリンダライナの外面が、その軸方向の全長にわたって延びる、少なくとも1つの扁平化された範囲(61)を有していて、当該シリンダライナが粗面鋳造ライナとして形成されており、該粗面鋳造ライナの外面が、その軸方向の全長にわたって延びかつ多数の凸部とアンダカット部とから成る粗面化部を有していることを特徴とする、内燃機関に用いられるシリンダライナが提案される。 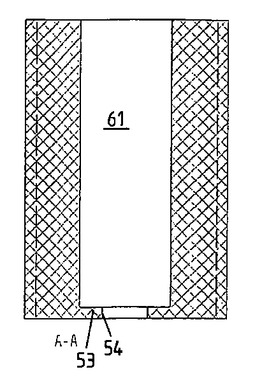 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]