
Fターム[3G024GA23]の内容
内燃機関のシリンダブロック、ケーシング (17,598) | 製造方法 (1,714) | レーザーを用いた加工 (37)
Fターム[3G024GA23]に分類される特許
1 - 20 / 37
内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化処理方法
【課題】エンジン部品の表面に耐磨耗性に優れた合金層をコーティングし、部品寿命を向上させる表面硬化方法を提案する。
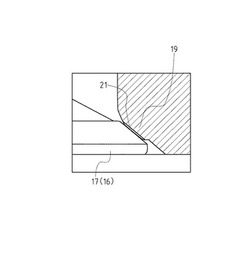
【解決手段】内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化方法において、乾燥させた内燃機関用鋳鉄製シリンダヘッド15のバルブシート部19の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記バルブシート部19に合金層21を形成する。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法

【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
金属部材と合成樹脂の接合構造
【課題】簡単な設備で、シーラ部材を使用して、接着強度を向上させる金属部材と合成樹脂部材を接合する接合構造を提供する。
【解決手段】金属部材と合成樹脂部材11を接合する接合構造において、合成樹脂部材11の表面に多数の凹部30を形成する。凹部30が形成された面を金属部材の表面と対向させ、金属部材と合成樹脂部材11の間にシーラ部材12を貼付する。シーラ部材12が凹部30に進入するとともに、シーラ部材12が金属部材と合成樹脂部材11を接合する接合構造である。
(もっと読む)
肉盛り溶接したエンジン用シリンダブロック、その製造方法および肉盛り材
【課題】高い熱伝導性と肉盛り性とを兼備した、肉盛り溶接したエンジン用シリンダブロック、その製造方法および肉盛り材を提供する。
【解決手段】上面に銅系合金の肉盛り部を設けたアルミニウム合金から成るエンジン用シリンダブロックにおいて、上記銅系合金が5.0〜8.0%Ni、0.8〜1.0%B、残部Cuおよび不可避不純物から成ることを特徴とするエンジン用シリンダブロック。上記のエンジン用シリンダブロックの製造方法であって、上記銅系合金の溶加材を用いてレーザ肉盛り溶接により、アルミニウム合金のエンジン用シリンダブロックの上面に上記肉盛り部を形成することを特徴とする。上記の銅系合金から成ることを特徴とするアルミニウム合金製エンジン用シリンダブロック上面用の肉盛り材。
(もっと読む)
シリンダブロックの冷却構造、およびシリンダブロックの冷却構造の製造方法
【課題】冷却媒体を流通させる通路をボア間領域に好適に形成可能な、さらにはボア間領域を好適に冷却可能なシリンダブロックの冷却構造、およびシリンダブロックの冷却構造の製造方法を提供する。
【解決手段】シリンダブロックの冷却構造は、複数のボア11が設けられるとともに、ボア間領域に隣接してW/J12が設けられているシリンダブロック10Cに対して設けられている。そして、ボア間領域において、前記シリンダブロックのデッキ面に開口するように設けられた捨て穴部2と、ボア間領域において、レーザー加工によって少なくとも一端側でW/J12に連通するとともに、穴部を通過するように設けられ、冷却水を流通させるレーザーパス部1Aと、を備えている。
(もっと読む)
エンジンの冷却構造およびエンジンの冷却構造の製造方法
【課題】ボア間領域に溝部と蓋部とで形成する冷却媒体通路の設定自由度を高めることが可能なシリンダブロックの冷却構造を提供する。
【解決手段】エンジンの冷却構造1Aは、複数のボア13が形成されたシリンダブロック10Aのうち、隣り合うボア13間の部分に形成された溝部11Aと、溝部11Aとともに冷却媒体通路であるクーリングチャンネル20Aを形成する蓋部12Aと、を備える。蓋部12Aは、溝部11Aに対して材料を供給し、レーザービームで溶融することで設けられている。溝部11Aに蓋部12Aを設けるにあたっては、シリンダブロック10Aを適宜移動させるとともに、必要に応じてシリンダブロック10Aの姿勢の変化させることで、材料の供給位置およびレーザービームの照射位置を変えることができる。
(もっと読む)
エンジンの冷却構造およびエンジンの冷却構造の製造方法
【課題】冷却媒体の漏れを防止しつつ、ボア間領域の冷却性を高めることが可能なエンジンの冷却構造、およびエンジンの冷却構造の製造方法を提供する。
【解決手段】エンジンの冷却構造1は、複数のシリンダライナ31と、複数のシリンダライナ31のうち、隣り合うシリンダライナ同士を連結する連結部32とを有する連結ライナ3が鋳込まれたシリンダブロック2と、シリンダブロック2のデッキ面21に対して設けられたシリンダヘッド22と、を備える。連結部32は、デッキ面21からボア間領域Rで露出している。通路322はシリンダブロック2のうち、連結部32に形成されるとともに、連結部32のうち、デッキ面21から露出した部分に開口している。
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
微細凹部加工システム、微細凹部加工方法、微細凹部加工用プログラム
【課題】摩擦損失の低減に適した微細凹部を短時間で確定し加工することができる微細凹部加工システムを提供する。
【解決手段】微細凹部加工システム10は、ワークの摺動面に加工する微細凹部の許容条件の設定入力、及びワークの摺動面と微小隙間を介した部材とワークとの間に摺動時に発生する非定常的な摩擦値の要望範囲の入力を受け付ける入力部21と、演算結果の摩擦値が要望範囲を満すまで、設定入力された微細凹部の許容条件内で摩擦係数を演算する演算部22と、摩擦係数の要望範囲を満した微細凹部を加工する際の加工指令を作成する加工指令作成部23と、加工指令に基づきワークの摺動面に微細凹部を加工する加工部32とを備える。
(もっと読む)
シリンダヘッドの製造方法
【課題】凹溝の開口端側でのクラック発生と中央部での内部欠陥発生の両方を抑制する。
【解決手段】 シリンダヘッド1のバルブシート形成予定部9に凹溝11を形成し、該凹溝11にレーザ光を照射しながら金属粉末15を供給して肉盛りし、バルブシート7を形成するシリンダヘッド1の製造方法において、前記凹溝11を、開口幅よりも狭い溝底面31を有し両側面33A、33Bの成す角θが90度を超えて120度以下の断面台形状とした。
(もっと読む)
微細凹部加工工具及び微細凹部加工方法
【課題】微細な凹部をW型形状として摺動面に加工する際の加工コスト上昇を抑える。
【解決手段】シリンダボア5のボア内面5aに対し、微細凹部加工工具1の工具刃先11を押し付けつつ回転させることで、微細な凹部を転造によって加工する。工具刃先11は、ボア内面5aに加工する凹部がほぼW型形状となるような形状としてある。このW型形状の凹部は、ボア内面5aにおけるピストン摺動方向両端側に、摺動方向に対向する壁面を備えている。
(もっと読む)
レーザクラッドバルブシート形成方法及びレーザクラッドバルブシート形成装置
【課題】レーザ吸収率を高めてリメルト容量を増やし充分なガス抜きを実現することのできるレーザクラッドバルブシート形成方法。
【解決手段】鋳造されたシリンダーヘッド1のバルブシート形成部位2にレーザhvを照射し母材を溶かして溶融層を形成した後、その溶融層上に金属粉末4を供給しながらシリンダーヘッド1及びレーザhvを相対的に回転させつつレーザhvを照射し肉盛りしてクラッド層を形成するレーザクラッドバルブシート形成方法。本発明方法では、肉盛りしてクラッド層を形成する工程の前に、バルブシート形成部位2に、レーザhvを吸収し反射率を抑えるレーザ吸収部位18を加工した後、このレーザ吸収部位18にレーザhvを照射して加熱溶融させるリメルト工程を行う。レーザ吸収部位18は、レーザhvの照射方向と略垂直な面18Aとして形成する。
(もっと読む)
薄膜の形成方法及び内燃機関の製造方法
【課題】基材上に塗布された薄膜の表面にレーザー光を照射することで薄膜を加熱して焼成する場合に、目標とする物性の薄膜を形成する。
【解決手段】母材30の壁面30a上に薄膜材料42を含む溶液を薄膜状に塗布する薄膜塗布工程においては、薄膜20のレーザー光透過率が厚さ方向位置に応じて変化するようにレーザー光吸収塗料が混入された溶液を母材30の壁面30a上に塗布する。焼成用加熱工程においては、この塗布された溶液による薄膜20の表面20aにレーザー光65を照射することで、薄膜20を加熱して焼成する。
(もっと読む)
肉盛方法及び鋳造部品
【課題】肉盛層に発生する残留応力を低減させて、ワレの発生を防止する肉盛方法及び鋳造部品を提供する。
【解決手段】シリンダヘッド1のバルブシート部2に円弧状の凸部5を形成し、該凸部5上に肉盛り厚さを略一定にした肉盛層7を形成しているので、肉盛層7に発生する残留応力が低減されると共に均一になり、ワレの発生を防止することができる。
(もっと読む)
レーザ溶着部の構造及びレーザ溶着方法
【課題】第1の部材の突壁の先端面に対して第2の部材を、亀裂が生じることなく堅固に溶着することができるようにすること。
【解決手段】シリンダヘッドカバー12に設けられた突壁13の先端面13aに対してバッフルプレート14を、突壁13の先端面13aと対応する位置よりも外側の位置において加圧することにより接合させる。この状態で、バッフルプレート14を透過して突壁13の先端面13aにレーザ光Lを照射することにより、突壁13の先端面13aにバッフルプレート14を溶着する。バッフルプレート14における突壁13の先端面13aと対応する接合位置とその外側の加圧位置との間の部分には、他の部分よりも撓みやすい凹部または段差部よりなる撓曲部23を設ける。
(もっと読む)
バルブシート形成方法及びシリンダーヘッド
【課題】バルブシートに亀裂若しくは未溶着部が生じないバルブシート形成方法を提供する。
【解決手段】バルブシート部2にレーザを照射し母材を溶かして溶融層21を形成した後、その溶融層21上に金属粉末4を供給しながらシリンダーヘッド1及びレーザを相対的に回転させつつレーザを照射し肉盛りしてクラッド層16を形成するバルブシート形成方法において、溶融層21の加工開始部に加工終了部をオーバーラップさせて重ねた溶融層ラップ部22と前記クラッド層16の加工開始部と加工終了部をオーバーラップさせて重ねたクラッド層ラップ部23を、同一気筒内の各吸排気用バルブシート同士が近接する対向部分以外の位置となるように形成する。
(もっと読む)
シリンダブロックとシリンダブロックの周期構造体加工方法とシリンダブロックの周期構造体加工装置
【課題】 シリンダの新規な構造に特化するとともに、この周期構造(ナノ周期性溝やディンプル溝)を多気筒シリンダに対しても高精度に効率良く整列加工できるようにした加工方法とその装置を提供するものである。
【解決手段】 単気筒シリンダC1又は多気筒シリンダC2において、該シリンダ内周面でピストンが往復動する上死点P1と下死点P2間にわたるピストン摺動面60Aに周期構造MK等を加工するとともに、上死点付近と下死点付近の周期溝密度を高め途中の周期溝密度を荒く形成した。
(もっと読む)
レーザクラッド加工方法および装置
【課題】加工部位から発生するヒュームおよび余剰粉末を速やかに加工部位およびシリンダヘッド内から除去できるようにし、もって生産性の向上と製造コストの低減とに大きく寄与するレーザクラッド加工方法および装置を提供する。
【解決手段】位置固定されたシリンダヘッド1の吸・排気ポート3に脱着可能な吸引管(吸引口)11を有するダクト12を用意し、シリンダヘッド1のバルブシート部2に,レーザ加工ヘッド6から金属粉末を供給しながらレーザビームを照射してクラッド加工するに際し、該ダクト12内を排気ファン14により吸気して、クラッド加工部位から発生するヒュームおよび余剰粉末をダクト12内に吸引し、所望によりダクト12内に配置した前段のフィルタ17により余剰粉末を捕捉すると共に、後段のフィルタ18によりヒュームを捕捉し、余剰粉末は粉末回収箱20に回収する。
(もっと読む)
バルブシート部のレーザ肉盛装置
【課題】熱変形等に影響されることがなく、各バルブシート部に対して所望の肉盛り処理を高精度且つ良好に施すことを可能にする。
【解決手段】レーザクラッド装置10は、シリンダヘッド12を支持し各バルブシート部16aを半導体レーザ22が照射される処理位置に搬送するとともに、各バルブシート部16aの処理面の中心を回転軸として回転可能な載置駆動機構28と、前記処理位置に配置される前記バルブシート部16aを撮像する撮像機構30と、前記撮像機構30による撮像画像を画像処理し、撮像された前記バルブシート部16aの位置を演算するとともに、前記演算結果に基づいて前記バルブシート部16aの位置を調整可能な制御機構32とを備える。
(もっと読む)
レーザ肉盛装置およびレーザ肉盛方法
【課題】肉盛品質を向上することができるレーザ肉盛装置およびレーザ肉盛方法を提供する。
【解決手段】第1レーザ光を照射してワークに溝部を形成する第1レーザ照射手段と、第1レーザ光と同じビーム幅の第2レーザ光を溝部に照射して、当該溝部に供給される肉盛材料を溶融および凝固させることにより肉盛部を形成する第2レーザ照射手段と、を有する。
(もっと読む)
1 - 20 / 37
[ Back to top ]