
Fターム[3H039AA11]の内容
Fターム[3H039AA11]の下位に属するFターム
旋回と固定の1組の渦巻からなるもの (1,426)
全系回転する1組の渦巻からなるもの (16)
2組以上の渦巻からなるもの (99)
Fターム[3H039AA11]に分類される特許
1 - 9 / 9
スクロール成形品
【課題】改善された比強度および比弾性率を有するとともに、優れた成形特性を有するスクロール成形品を提供すること。
【解決手段】 本発明によれば、フェノール樹脂と、炭素繊維と、ポリエーテルスルホンおよび/またはポリエーテルイミドとを含むスクロール成形品が提供される。
(もっと読む)
冷媒圧縮機
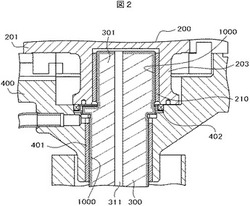
【課題】軸受摺動部におけるかじりや焼付きの発生を抑制でき、耐摩耗性も向上できる冷媒圧縮機を得る。
【解決手段】冷媒圧縮機は、固定スクロール100と旋回スクロール200とを噛み合わせ冷媒を圧縮する圧縮機構部と、該圧縮機構部を駆動する回転軸300とを備え、前記回転軸と前記圧縮機構部との係合部、或いは前記回転軸を支持する回転支持部の少なくとも何れかにはすべり軸受210,401を備えている。前記すべり軸受は摩耗粒子を埋収させる異物埋収性を有する無鉛樹脂含浸材を用いて構成され、前記回転軸は鉄系材料で構成されると共に、この回転軸の前記すべり軸受と摺動する部分には硬さが1000Hv以上の硬質被膜1000が設けられている。
(もっと読む)
圧縮機の製造方法および圧縮機

【課題】圧縮機の胴体ケーシングに対して内部部品を溶接しつつ、内部部品の位置精度の確保が容易となる圧縮機の製造方法を提供する。
【解決手段】圧縮機の製造方法は、第1工程と、第2工程とを備えている。製造される圧縮機は、ケーシング10および下部主軸受60を備える。ケーシング10は、その胴体ケーシング部11の内面に被溶接部を有している。下部主軸受60は、ケーシング10の内部に収容されるものであり、被溶接部に対向する外周部61を有している。第1工程では、胴体ケーシング11の被溶接部と下部主軸受60の外周部61とを対面させる。第2工程では、被溶接部と外周部61との対面部分の少なくとも一部に、胴体ケーシング部11の内面に沿うようにレーザー光を照射して、ケーシング10と下部主軸受60とをレーザー溶接する。
(もっと読む)
回転式圧縮機
【課題】吐出弁(21)がリード弁で構成されている回転式圧縮機(10)において、シリンダ室(41,42)で流体を圧縮する過程で発生する鏡板部(37)の変形を低減させる。
【解決手段】鏡板部(37)の背面側に凹部(25)が形成され、この凹部(25)底面に吐出通路(51,52)が開口され、凹部(25)底面を弁座面として吐出通路(51,52)を開閉するリード弁からなる吐出弁(21)が設けられ、凹部(25)の底部に凹部長さ方向に沿って延びる補強リブ(26)が一体に突設される。
(もっと読む)
スクロール型流体機械
【課題】真空中で使用しても膜の膨らみが発生せず、アルマイト皮膜の微細なポーラスの表面積を縮小して当該アルマイト皮膜が真空中に晒されてもガス拡散により装置側を汚染しないアルマイト皮膜を使用したスクロール型流体機械を提供すること。
【解決手段】ケーシングと、該ケーシングに固定され、渦巻状の固定スクロール板を有するアルミニウム合金製の固定スクロールと、該固定スクロール板の略全面に沿って対向する渦巻状の旋回スクロール板32を有するアルミニウム合金製の偏心回転可能な旋回スクロールを備え、密閉された流体室を画成する前記旋回スクロールと前記固定スクロールの各面に、アルマイト処理によって微細なポーラス32aが形成されたアルマイト皮膜32Cを設けて成るスクロール型流体機械において、前記アルマイト被膜32Cのポーラス32a中に金属32Dを析出させ、該金属32Dの周りに樹脂32Eを含浸させる。
(もっと読む)
スクロール圧縮機
【課題】近年の冷凍空調機器の高効率化に伴い、スクロール圧縮機における固定スクロールと旋回スクロールの鏡板が摺動する面での摺動損失低減が課題となっていた。
【解決手段】二酸化炭素を冷媒とし、かつ、固定スクロール12を鉄系金属材料で、旋回スクロール13をアルミニウム系金属材料で形成し、固定スクロール12の旋回スクロール13と摺動する面の平均表面粗さ(Ra)を0.01μm〜0.2μmとし、これによって、過大な押し付け力が発生する固定スクロール12と旋回スクロール13との摺動面での摩擦係数を低減し、摺動損失を低減するとともに、摺動面におけるかじりや異常摩耗を抑制することができ、圧縮効率向上および高信頼性化を実現することができる。
(もっと読む)
スクロール型圧縮機用チップシールおよびその製造方法
【課題】PTFE製のスクロール型圧縮機用チップシールに、製造工程中の加熱(焼成)による形状変化や寸法変化が起こらないものとし、内外径面の仕上げ旋削加工を不要とし、特に肉厚などの寸法精度の高さに利点のあるスクロール型圧縮機用チップシールおよびその製造方法とすることである。
【解決手段】四フッ化エチレン樹脂粉末を主成分とする筒形圧縮成形体1の内周面1aに仕上げ寸法の円柱型(心棒)の金型2を嵌め、次いで焼成し、円筒形圧縮成形体1の内周面に金型による溶融成形層(内周表面)6を形成した筒形焼成体にし、これを輪切りにして、その軸方向の所定位置に間隔を開けて切割線を形成し、この切割線から開いてスクロール型圧縮機の渦巻溝に収容可能な紐状物を形成し、これをスクロール型圧縮機用チップシールにする。
(もっと読む)
スクロール型圧縮機用チップシール
【課題】スクロール型圧縮機用チップシールとその製造方法を提供する。
【解決手段】渦巻線状のチップシールの中心に幅広シール部1を有するスクロール型圧縮機用チップシールの製造工程が、幅広シール部1の製造工程と、幅広シール部1以外の均等幅の線状部2の製造工程とからなり、幅広シール部1はフッ素樹脂シートの切削加工によって作製し、均等幅の線状部2はフッ素樹脂シートを線状に切削加工することによって作製し、分割して製造された幅広シール部品と均等幅の線状部品をスクロール型圧縮機のチップシール溝内で合体させることからなるスクロール型圧縮機用チップシールとその製造方法。
(もっと読む)
スクロール圧縮機
【課題】チップシール断面形状が概矩形であることにより、チップシールにねじれ方向の力が働いた時にエッジ部がチップシール溝壁面に干渉して、浮上性能が低下するという課題があったので、チップシール格納溝およびチップシール断面形状を工夫しこれを解決するものである。
【解決手段】旋回スクロール213巻終わり端285から巻始めにかけて概半巻きの区間は、チップシール格納溝251の断面を、旋回スクロール213のチップシール格納溝251の底面254に外壁側が内壁側よりも低くなるような傾斜面293を設けるとともに、この傾斜面293に対向する部分のチップシール244の反シール面には格納溝251の傾斜面293にならうような傾斜面295を設け、かつ外側に面取り状の逃げ部286cを設けるチップシール断面形状にするものである。
(もっと読む)
1 - 9 / 9
[ Back to top ]