
Fターム[3J030BC10]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | その他の製造方法によるもの (198)
Fターム[3J030BC10]に分類される特許
1 - 20 / 198
ギアケース及びギアユニット
【課題】機充填剤の使用量、特に繊維状無機充填剤の使用量を抑えつつ、摺動性、機械的強度、寸法安定性の点で優れたギアケース及び当該ギアケースを有するギアユニットを提供する。
【解決手段】ポリアセタールを70質量%以上85質量%以下含み、繊維状無機充填剤を5質量%以上25質量%以下含み、非繊維状無機充填剤を5質量%以上20質量%以下含み、繊維状無機充填剤の含有量と非繊維状無機充填剤の含有量との合計が30質量%以下であるギアケース用ポリアセタール樹脂組成物を用いる。
(もっと読む)
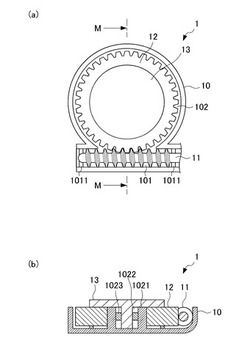
動力伝達装置の製造方法

【課題】簡素な工程で大歯車と動力伝達部材とを高強度で接合する動力伝達装置の製造方法を提供する。
【解決手段】リングギヤ10とハブ部材20とを備え、リングギヤ10とハブ部材20とが一体で構成され同一の回転軸O1を中心とする動力伝達装置1の製造方法であって、リングギヤ10に円錐状の第1合わせ面12を形成し、ハブ部材20に第1合わせ面12と合わさる円錐状の第2合わせ面24を形成し、リングギヤ10に突起14を形成し、ハブ部材20に環溝26を形成する合わせ面形成工程と、第1合わせ面12と第2合わせ面24とを対向させつつ、突起14と環溝26の底面26aとを突き合わせながら、リングギヤ10及びハブ部材20の一方を他方に対して回転させ、摩擦熱を生成する摩擦熱生成工程と、リングギヤ10とハブ部材20とを相対的に近づく向きで押圧し、第1合わせ面12と第2合わせ面24とを密着させる押圧工程と、を含む。
(もっと読む)
歯車サブアセンブリおよび排気ガス還流装置
【課題】減速機の一部を構成する歯車と、リンク機構の一部を構成するカムとを一体化した歯車サブアセンブリにおいて軽量化を達成する。
【解決手段】サブアセンブリ1によれば、歯車3は、回転軸30との締結に利用される金属製のプレート46、およびカム5との締結に利用される金属製のナット47をインサート部品とする樹脂成形により設けられている。これにより、歯車3において高い強度を必要とする部分を金属製とし、さほど高い強度を必要としない部分を樹脂製とすることで、歯車3全体を金属製とする場合に比べて歯車3を軽量化することができる。このため、減速機2の一部を構成する歯車3と、リンク機構の一部を構成するカム5とを一体化したサブアセンブリ1において軽量化を達成することができる。
(もっと読む)
歯車構造体の製造方法及び歯車構造体の中間構造体
【課題】歯車構造体の歯車を塑性流動によって固定する際に、筒状部材の外形の一部が変形したとしても、該筒状部材に形成される歯車の形成精度を高く維持する。
【解決手段】中空軸(筒状部材)24の外周に、第1歯車(一方の歯車)26と第2歯車(他方の歯車)28を軸方向に隣接して形成する歯車構造体22の製造方法であって、中空軸24の外周に、第1歯車26を組み込むための基礎歯(溝)26Aを形成する第1工程と、中空軸24の外周に、第2歯車28を、該第2歯車28の軸方向両端部での歯底円径28d1、28d2が異なるように形成する第2工程と、基礎歯26Aの外周に、第1歯車26の歯車本体26Bを軸方向に沿って押し込み、該歯車本体26Bを塑性流動によって前記基礎歯26Aの外周に固定することによって該第1歯車26を形成する第3工程と、を含む。
(もっと読む)
歯車部材の転造方法、歯車部材の製造方法および転造用素材
【課題】 歯車形成部の歯底直径が支持部の直径よりも小さい歯車部材を精度良く転造成形すること。
【解決手段】 転造用素材30において、円柱状の加工部31と対の支持部33a,33bとの間に連結部32a,32bが形成される。また、連結部32a,32bの直径が加工部31の直径よりも小さくなるように形成される。また、加工部31の軸方向長さbがローラダイス12,22の幅aよりも短く、且つ、支持部間距離mがローラダイス12,22の幅aよりも長くなるように、加工部31、対の連結部32a,32bおよび対の支持部33a,33bが形成される。このような転造用素材30をローラダイス12,22で転造することにより、歯車形成部の歯底直径が支持部の直径よりも小さい歯車部材を精度良く転造成形することができる。
(もっと読む)
ギヤ付きシャフトの製造方法、ギヤ付きシャフト及びミキサータンク
【課題】耐久性を改善したギヤ付きシャフトの製造方法を提供する。
【解決手段】
軸部(42)における少なくとも一部の外周壁(42b,42d)に精密ショットピーニングを施す工程と、孔(44a,46a)が形成されており外壁の少なくとも一部に歯面(44e,46e)を有するギヤ部(44,46)の内周壁(44b、46b)に精密ショットピーニングを施す工程と、精密ショットピーニングを施された前記軸部と前記ギヤ部とを、嵌合により、前記ギヤ部の前記孔に前記軸部の前記外周壁を挿通させた状態で固定する工程と、を有するギヤ付きシャフトの製造方法。
(もっと読む)
機械部品、機械組立体、機械部品の製造方法および時計
【課題】 軸部材を嵌合する際に応力を緩和でき、かつ、回動運動する際に必要なエネルギーを小さくすることができる機械部品、機械部品の製造方法、機械部品組立体および時計を提供する。
【解決手段】 シリコンを主成分として構成され、軸部材126fを嵌合可能な貫通孔126kを有する機械部品126gにおいて、貫通孔の内周面が応力緩和層126sで覆われており、応力緩和層が軸部材に当接可能に構成されている。
(もっと読む)
焼結歯車
【課題】製品コストの上昇を抑えることができ、圧壊荷重が大きな焼結歯車を提供することを課題とする。
【解決手段】質量比でCr:2.5〜3.5%、Mo:0.4〜0.6%、Cu:0.5〜1.5%、C:0.4〜0.6%、残部がFeおよび不可避的不純物からなる組成を有し、焼結中に所定冷却速度で焼入れ処置が施された焼結歯車であって、歯先から0.5〜2.0mm深さの箇所での金属組織が、断面面積率で20〜30%のベイナイト相と残部がマルテンサイト相の混合組織からなる焼入れ組織である焼結歯車。
【効果】ベイナイト率が20〜25%のときに、静圧壊荷重が良好な値になる。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
ギヤ等組付け装置
【課題】軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することを課題とする。
【解決手段】第1ロボット17は、ハンド45にギヤ24を挟んだ形態で所定位置にて待機している。第2ロボット18は、一対のフィンガー61、62でギヤ24の円周面24bを挟む。これで、第1ロボット17から第2ロボット18へギヤ24の持ち替えが行われた。第2ロボット18は、軸部材19に上からギヤ24を投入する。
【効果】第1ロボットでギヤの両側面を挟む。両側面を挟むため、サイズの異なるギヤを、ギヤ供給機構から簡単に第1ロボットでピックアップすることができる。結果、軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することができる。
(もっと読む)
ギヤ
【課題】固有振動に起因する異音の発生を抑制することができるギヤを提供する。
【解決手段】リングギヤ1を、板状の歯車からなるギヤ構成部材2〜4が軸方向において複数積層し、各前記ギヤ構成部材2〜4間に隙間が形成された状態で、各前記ギヤ構成部材2〜4同士が部分的に溶接して構成した。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
高分子材料成形品及びその製造方法並びに機械部品
【課題】酸素,水蒸気等のガスが侵入しにくく寸法変化や劣化が生じにくい高分子材料成形品及びその製造方法を提供する。また、少なくとも一部分が高分子材料で構成されているにもかかわらず、高信頼性で長寿命な機械部品を提供する。
【解決手段】樹脂製プーリ10は、転がり軸受11と樹脂部12とからなる。樹脂部12は、高分子材料の射出成形により形成され、転がり軸受11の外輪2の外周面に一体的に取り付けられている。このような樹脂製プーリ10の樹脂部12の表面には、ポリシラザンが転化してなる二酸化ケイ素とアクリル樹脂とを含有し且つガスバリア性を有する有機無機複合膜が被覆されている。
(もっと読む)
機械構造部品及びその製造方法
【課題】シリコン単結晶材料を用いる機械構造部品は、強度を補うために結晶方位の異なる単結晶材料を積層した、複合基板が用いられるが、積層面の接合部にシリコン酸化膜を用いるため、高精度の加工が困難であるという課題があった。
【解決手段】本発明の機械構造部品は、積層するシリコン単結晶の接合面に、高融点金属シリサイド膜を用いる。高融点金属シリサイド膜は、従来用いられるシリコン単結晶のエッチング加工と同様のドライエッチングによって、シリコン単結晶と共に連続的に加工することができ、部品の加工精度を向上させることができる。
(もっと読む)
樹脂歯車およびその製造方法とその製造装置
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この周囲に配置される樹脂成形部とを備え、樹脂成形部が、径方向において軸芯を共通する複数層により構成され、最外層30と、それよりも内側の層31とで、樹脂成形体の樹脂及び充填物の構成比又は構成物を異ならせている。
(もっと読む)
ステアリングラックバー用棒鋼およびその製造方法
【課題】曲げ強度に優れ、曲げ負荷を与えた時の脆性的な破断の抑制が可能で、ステアリングラックバーの素材として好適に用いることができるステアリングラックバー用棒鋼の提供。
【解決手段】C:0.37〜0.48%、Si:0.15%を超えて0.30%未満、Mn:0.60〜1.10%、P≦0.03%、S:0.020〜0.070%、Cr:0.05〜0.20%、B:0.0005〜0.0050%、N≦0.010%、Ti:0.005〜0.10%、Al:0.005〜0.05%及びO≦0.0020%を含有し、残部がFe及び不純物からなり、特定量のMo及びNbの1種以上を含んでもよい棒鋼であって、表面からの深さがD/4位置の組織が、1)焼入れ処理後のマルテンサイト組織が面積分率で70%以上及び2)旧オーステナイトの平均粒度番号が7番以上、を満足するステアリングラックバー用棒鋼。ただし、Dは棒鋼の直径を表す。
(もっと読む)
ラック軸とその製造方法及びラックピニオン式ステアリングギヤユニット
【課題】ラックピニオン式ステアリングギヤユニットを構成するラック軸7aに関して、製造の過程で、ラック歯17aを精度良く形成できると共に、曲り直しの作業に先立つ曲がり測定を精度良く行え、しかも、使用時の回動阻止機能を高められる構造及びその製造方法を実現する。
【解決手段】前記ラック軸7aを、引抜材を所定の長さに切断して成る中間素材の前面に、前記ラック歯7aを形成する事によって造られたものとし、且つ、前記引抜材の外周面の断面形状を、各頂点がこの引抜材の中心軸を中心とする曲率半径の等しい円弧になった略多角形状とする。前記ラック歯7aの形成作業は、前記中間素材の外周面の一部に非円形係合させた治具により、この中間素材の回転を阻止した状態で行う。前記中間素材の曲がり測定は、この中間素材の外周面のうち、前記円弧部に対応する部分の回転振れを測定する事に基づいて行う。
(もっと読む)
1 - 20 / 198
[ Back to top ]