
Fターム[3J033CA02]の内容
軸・クランク・連接棒及び関連の軸受 (5,640) | クランク (131) | クランクピン (34)
Fターム[3J033CA02]に分類される特許
1 - 20 / 34
内燃機関
【課題】加工の容易性を確保しつつクランクピンを的確に潤滑すると共に、クランク軸の強度低下も防止する。
【解決手段】クランクジャーナル7,8は、軸受け15を介して軸受け部17,18と軸受けキャップ4,5とで回転自在に保持されている。クランクアーム10には、軸線と平行穴な第1給油通路26と、軸線と直交した第2給油通路27とが空いている。中間軸受け部18の側面に円板状スラストメタル23が装着されており、円板状スラストメタル23に、第1給油通路26に連通した環状溝24と、環状溝24と主送油通路20,21を連通させる通し穴25とが空いている。給油通路26,27のドリル加工は容易であるため、加工性に優れている。
(もっと読む)
往復動内燃機関のクランク構造

【課題】動力伝達損失を低減して効率向上する往復動内燃機関のクランク構造を提供する。
【解決手段】クランクシャフト12に固着され、一双の第1クランクアーム14の先端部を連結するクランクピン中心材21と、回転軸中心に対して仮想中心点が偏心するように固定部材に固定された一双の偏心円形カム18に係合して先端部が第1クランクアームに沿って伸縮滑動をもたらすように配置された第2クランクアーム20の先端付近に固着されクランクピン中心材を貫通させる長穴が形成された滑動クランクピン部材23とを備え、回転軸を中心とする第1クランクアームの回転運動に伴う真円状軌跡と前記仮想中心点を中心として回転する第2クランクアームにより形成される偏心した円状軌跡とによって合成される合成偏心軌跡に従ってクランクシャフトの周囲を偏心回転運動する滑動クランクピン部材の周縁部をコンロッド24の大端部が滑動可能に包囲連接されている。
(もっと読む)
クランクシャフトの高周波焼入方法及び高周波誘導加熱コイル
【課題】クランクシャフトの軸部とフィレット部とを均一な焼入深さで高周波焼入することができ、且つ、高周波誘導加熱コイルの製造コストを削減することが可能なクランクシャフトの高周波焼入方法及びその高周波誘導加熱コイルを提供する。
【解決手段】断面形状が長方形の加熱導体4を採用して、ギャップ比G2/G1が1.5〜3.0になるように第1コイルギャップG1及び第2コイルギャップG2を設定した。これにより、高周波誘導加熱コイル1の製作及び調整が容易であり、高周波誘導加熱コイル1の製造コストを大幅に削減することができる。さらに、ピン部2とフィレット部3とを均一に昇温させることが可能であり、その結果、クランクシャフトの被焼入部を均一な焼入深さで効率的に高周波焼入することができる。
(もっと読む)
往復ポンプ
【課題】クランクシャフトの回転運動を、スコッチ・ヨーク機構を介してピストンの往復運動に変換する構成を有する往復ポンプにおいて、前記機構において生じる機械損失の増大を可能な限り抑制しつつ、前記機構で発生する騒音を効果的に低減すること。
【解決手段】スコッチ・ヨーク機構10において、クランクシャフト12に偏心して取着されたクランクピン16に軸受18,20が嵌合されている。ヨーク14は、クランクピン16の軸と直交する方向に延び、かつ、クランクピン16を挟んで互いに平行に形成された第1および第2当接面28,30有するように構成されている。第1および第2当接面28,30が、対応する軸受18の外輪18Cおよび軸受け20の外輪20Cの周面に常時接触するように、第1と第2の当接面28,30間の、前記ピストンの移動方向における距離が決定されている。
(もっと読む)
クランクシャフトの製造方法
【課題】クランクシャフトの複数の偏心部に熱処理を施し耐摩耗性を向上させた場合、フロント軸に対するリア軸の振れのないクランクシャフトの製造方法を提供する。
【解決手段】第1、第2偏心部に高周波の焼き入れ処理を施す(工程S11)。そして、フロント軸を研磨加工してから(工程S12)、第1偏心部を研磨加工し(工程S13)、続いて、第2偏心部を研磨加工し(工程S14)、最後に、リア軸を研磨加工する(工程S15)。
(もっと読む)
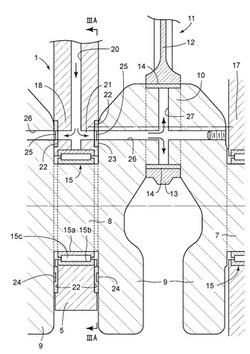
クランクシャフト及びエンジン
【課題】潤滑油に混入する金属粉などの異物を早期に除去することが可能なクランクシャフト及びエンジンを提供する。
【解決手段】シャフト内部に形成されたシャフト油路20内の潤滑油が、クランクピン5の内部に形成されたピン油路21を経て、流出油路22からクランクピン5の外部に流出する場合に、ピン油路21に繋がる異物捕集部24をクランクピン5内の室として少なくとも当該ピン油路21よりもシャフト径方向外側に設けることにより、シャフトの回転で生じる遠心力により潤滑油に混入した金属粉などの異物が異物捕集部24に捕集される。また、ピン油路21よりもシャフト径方向内側にも異物捕集部24を形成することで、エンジン停止時に重力で落下する捕集済みの異物を捕集することが可能となる。異物捕集部24は、ピン油路21と流出路22の連結点の潤滑油流れ方向上流側でも下流側でも異物を捕集することができる。
(もっと読む)
内燃機関のクランクシャフトの支持構造
【課題】内燃機関のクランクシャフトの支持構造において、滑り軸受を用いて内燃機関の小型化を図りつつ、オイルポンプを小型化できるようにする。
【解決手段】クランクシャフト41の軸方向の両側から結合されてクランクシャフト41を挟む左右割りクランクケース25に支持されるクランクシャフトの支持構造において、クランクシャフト41の両端を支持する両クランク軸受を滑り軸受111とする一方で、大端部42Aの軸受をローラベアリング112とした。
(もっと読む)
内燃機関におけるクランクシャフトの製造方法及びクランクシャフト
【課題】変形が少なく、焼入れ時間が短く、コストを安くできる内燃機関におけるクランクシャフトの製造方法及びクランクシャフトを提供する。
【解決手段】ジャーナル部2とクランクピン3とが、バランスウェイト5を有するクランクアーム4を介して交互に接続されるクランクシャフト1の製造方法において、ジャーナル部2の周面20及びクランクピン3の周面30に高周波焼入れを施すと共に、ジャーナル部2の周面20のクランクアーム4との境界点に形成されるR部分6及びクランクピン3の周面30のクランクアーム4との境界点に形成されるR部分7のそれぞれにレーザー焼入れを施す。
(もっと読む)
クランクシャフト
【課題】クランクシャフトの耐久信頼性を確保しつつ、クランクシャフトの摺動抵抗を下げることで、内燃機関の燃費を向上させる。
【解決手段】エンジンブロックにメインベアリングを介して回転可能に支持される主軸部分11と、コンロッドにコンロッドベアリングを介して接続される偏心軸部分12とを備えたクランクシャフト10において、主軸部分11に、幅B1が主軸部分11の幅Bmよりも狭く且つ直径D1が主軸部分11の直径Dmよりも小径であり、メインベアリングと係合するためのジャーナル部分17を形成して、主軸部分11を段付き形状とした。
(もっと読む)
クランクシャフト
【課題】クランクシャフトに形成されるR部おける応力集中を緩和してクランクシャフトの耐久性を高める。
【解決手段】クランクシャフト14には、コネクティングロッドの端部側面が突き当てられる突き当て段部41,42が設けられており、突き当て段部41,42とピン33の端部との間には突き当てR部43,44が設けられている。それぞれのクランクアーム34,35とバランスウエイト36,37の内側対向面45,46には傾斜面45a,46aが形成され、傾斜面45a,46aと突き当てR部43,44との間には、突き当てR部43,44よりも曲率半径が大きな内側R部47,48が設けられている。
(もっと読む)
内燃機関のコンロッド軸受およびコンロッド軸受装置
【課題】クランク軸の内部潤滑油路を経る潤滑油での異物の排出性に優れる、内燃機関のクランクピン用すべり軸受(コンロッド軸受)を提供する。
【解決手段】半円筒形軸受24、26から成る内燃機関のクランク軸用コンロッド軸受において、各円周方向端面から、クラッシュリリーフ領域24E、26Eを2つに分断し、円周方向中央部に向かって最大円周角45度の範囲内で円周方向溝24C、26C、各突き合わせ端面に沿って円周方向溝と連通する軸線方向溝40、50が存在する。円周方向溝の円周方向長さは、クラッシュリリーフ領域の円周方向長さよりも大きく、円周方向溝の深さは、軸受円周方向端面から円周方向中心部分に向かって次第に小さく、円周方向溝の幅長は、内部潤滑油路20の潤滑油出口20aの口径の1/4以上かつ口径未満で、円周方向溝と軸線方向溝との連通部における両溝の横断面積が、円周方向溝の横断面積>軸線方向溝の関係を満たす。
(もっと読む)
クランクシャフトの製造方法
【課題】クランクシャフトの軽量化を安価かつ容易に図ることができ、かつ、クランクシャフトの剛性および強度を高めることができるクランクシャフトの製造方法を提供する。
【解決手段】クランクシャフト1のピン部13において、クランクシャフト1の軸線Lと交差する交差面で、クランクシャフト1の形状に合わせて分割された形状の複数の分割材10B、10Cを、前記交差面を接合面30Bとして拡散接合することによりクランクシャフト1を製造する方法であって、分割材10B、10Cとして、接合面30Bと反対側のアーム部12から接合面30Bに向かって中空部12aが形成された分割材10B,10Cを用いて、中空部12aに押圧部材20を挿入して押圧部材20により接合面30B同士を押圧しながら、分割材10B,10C同士を拡散接合してなる。
(もっと読む)
クランクシャフトおよびその製造方法
【課題】クランクピン部への孔部の形成により軽量化を図ることができるのはもちろんのこと、クランクシャフトの寸法精度および製品強度の向上を図ることができるクランクシャフトおよびその製造方法を提供する。
【解決手段】クランクシャフト200では、クランクピン部213に形成される一方の孔部213Lは、他方の孔部213Mよりも、面積が広い底面を有し、かつクランクピン部の表面から浅く形成されている。このような孔部213L,213Mの形成では、キャビティの形状よりも小さなクランクシャフトの予備成形品200を金型に配置し、クランクピン部213へのパンチの挿入を同時に行う。これにより、予備成形品200の各クランクピン部213の両側への孔部213L,213M形成が同時に行われる。
(もっと読む)
内燃機関におけるクランク軸の軸受け装置
【課題】潤滑油ポンプのオイル切れを防止する。
【解決手段】クランク軸6を,クランクケース内の複数の軸受け部8と,この各軸受け部にボルト9にて締結の軸受けキャップ体10とで回転自在に軸支し,前記各軸受けキャップ体の相互間を軸受けビーム体11にて連結し,この軸受けビーム体に,潤滑油ポンプを設けて成る内燃機関において,前記軸受けビーム体11に,前記クランクケース内からオイルパン内に落下する潤滑油を受け止めてオイルパン7内に導くように構成したオイル受け板17a,17bを一体に設ける。
(もっと読む)
クランクシャフト及びその製造方法
【課題】複数の部材を溶接により接合して構成するクランクシャフトにおいて、耐久性の確保に好適なクランクシャフトおよびその製造方法を提供する。
【解決手段】メインジャーナル3及びクランクピン2の軸端2A,3Aを、クランクウェブ4の夫々の結合穴6,7に挿入し、前記メインジャーナル3及びクランクピン2の軸端2A,3Aの結合穴6,7への挿入部分の先端において、夫々クランクウェブ4と軸回りに全周溶接する構成を備える。
(もっと読む)
クランクシャフト及びその製造方法
【課題】複数の部材を溶接により接合して構成するクランクシャフトにおいて、耐久性の確保に好適なクランクシャフトおよびその製造方法を提供する。
【解決手段】クランクピン5及びメインジャーナル6と、これらを連結するクランクウェブ7とにより構成されるクランクシャフト1であり、前記クランクウェブ7は、メインジャーナル6の軸端が挿入されるジャーナル側部材6Bと、クランクピン5の軸端が挿入されるピン側部材5Bと、が一体に接合されて構成され、前記メインジャーナル6及びクランクピン5の軸端は、前記ジャーナル側部材6B及びピン側部材5Bへの挿入部のジャーナル側部材とピン側部材の接合面側において、夫々前記ジャーナル側部材6B及びピン側部材5Bと軸回りに全周溶接した。
(もっと読む)
インラインエンジン
【課題】 インラインエンジンであって自動二輪車に適用したときに好適なハンドリング性能を発揮可能でありつつ、V型エンジンのようにトラクション能力において好適な特性を有するエンジンを提供する。
【解決手段】 収容するピストン21a〜21dの往復動方向が一致するように並設された複数のシリンダ26a〜26dと、ピストン21a〜21dを往復動すべく軸芯A1回りに回転するクランクシャフト25とを備え、該クランクシャフト25は、軸芯A1回りにおける互いの位相差がnπ[rad](nは整数)以外の所定値に設定されてピストン21a〜21dに接続される複数のクランクピン30a〜30dを有する。
(もっと読む)
クランクシャフト用部品、クランクシャフト、内燃機関及びコンプレッサ
内燃機関またはコンプレッサに用いるクランクシャフト用の単一ベルクランクは、単一ベルクランクメインジャーナル(5,28,39)とクランクピン(21,31,46)とを備え、クランクピン(21,31,46)は単一ベルクランクメインジャーナル(5,28,39)に対して垂直に延出し、クランクピン(21,31,46)の軸は単一ベルクランクメインジャーナル(5,28,39)の軸に対して偏り、クランクピン(21,31,46)の前端部をテーパー化し、少なくとも一つの第一位置決め半孔(10−1)をテーパー端部(9)の端面の円周上に設け、クランクの第2の位置決め半孔(10−02)と適合して位置決めピン孔を形成する。内燃機関またはコンプレッサに用いるクランクシャフト用のクランクは、クランクピン(21,31,46)のテーパー端部(9)と適合するテーパー孔(15,59)を設けたクランクメインジャーナル(13,52)を備え、テーパー孔(15,59)の軸はクランクメインジャーナル(13,52)の軸に対して偏り、テーパー孔(15,59)の内径面は、テーパー孔(15,59)と適合する単一ベルクランク内の第一位置決め半孔(10−1)に対応する第2の位置決め半孔(10−2)を備え、第2の位置決め半孔(10−2)と第一位置決め半孔(10−1)は、単一ベルクランクとクランクを一体に組み立てた後に完全な位置決め孔を形成できる。 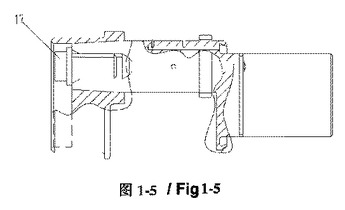 (もっと読む)
(もっと読む)
軸受へのクランクの装着方法および軸受機構
【課題】軸受を変形させることなくクランクを軸受に装着する。
【解決手段】クランク3を軸受5に装着する際に、クランクピン31の外周にラバーピン4をセットし、軸受の内輪51とクランクピン31の双方又は一方に接着剤を塗布する。そして、軸受の内輪51とクランクピン31との間でラバーピン4が圧縮状態で介在するように、該ラバーピンを押し込みつつ、クランクピンを軸受の内輪に装入する。このような方法によれば、従来の如くクランクピンを圧入しない結果、嵌合時において軸受に変形を来たすことはない。また、軸受の内輪とクランクピンは接着剤によって接着され、しかも、軸受の内輪とクランクピンにはラバーピンの反発力が作用するので、軸受の内輪とクランクピンが相対的にずれることはない。したがって、クランクピンを軸受に圧入しないにもかかわらず、圧入した場合と同等の状態でクランクピンと軸受とを嵌合させることができる。
(もっと読む)
組立式クランクシャフト及びその製造方法
【課題】切削加工によらず組立式クランクシャフトに油通路を設けること。
【解決手段】組立式クランクシャフト1の締結部3は、鍛造された隣り合う分割ピース2A〜2Jのうち一方に設けられた有底の穴部7と、他方に設けられセレーションを有する軸部5とを含み、穴部7に軸部5を圧入して塑性締結することで隣り合う分割ピースを組み付ける。一方の分割ピースに穴部7を含む袖部6が設けられ、袖部6が穴部7に圧入された軸部5を覆う。袖部6が軸部5を覆う状態で袖部6の先端が軸部5の付け根に当接する。隣り合う分割ピースの間で軸部5を覆う袖部6によりジャーナル部10又はピン部9が構成される。ピン部9に関わり、穴部7と軸部5の間には隙間16が設けられる。鍛造時には、その軸部5にて周方向に周溝13が形成され、その穴部7の底壁に、隣接するジャーナル部10の外周に通じる貫通孔12が形成され、その袖部6の端面に穴部7から袖部6の外周に通じる連通溝14が形成される。
(もっと読む)
1 - 20 / 34
[ Back to top ]