
Fターム[3J040BA01]の内容
Fターム[3J040BA01]の下位に属するFターム
Fターム[3J040BA01]に分類される特許
41 - 60 / 448
密封部材、及びその密封部材の製造方法
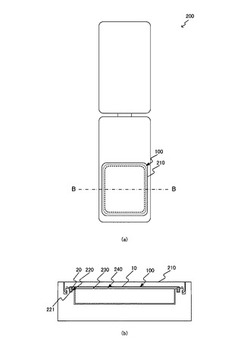
【課題】柔軟性があり、コストを低減させた密封部材、及びその密封部材の製造方法を提供する。
【解決手段】密封部材100は、フィルム状樹脂部材10と、凸部20とを備える。フィルム状樹脂部材10は、所定形状をしており、この形状は密封部材100を取り付ける場所により様々な形状になる。凸部20は、任意の面に圧着させて、密封空間を形成する際に側壁の一部を成すものであり、フィルム状樹脂部材10の外縁を一周させた凸形状のシリコンゴムにより形成させる。密封部材100は、例えば電池蓋210の内側面に取り付けられ、電池230と対向した状態になっている。そして、電池蓋210を携帯電話200に装着すると、フィルム状樹脂部材10の外縁を一周する密封部20は、携帯電話200における電池保持部240の周囲を一周する凹部220の底面221に圧着される。
(もっと読む)
エンジンのシール構造

【課題】エンジンのシール性についての信頼性を高め、且つエンジンのメンテナンス性を向上できること。
【解決手段】複数のシリンダヘッド16とヘッドカバー17とが交差するそれぞれの接合面16A、17Aに対して、これらのシリンダヘッド16及びヘッドカバー17に接合する左側サイドカバー30の接合面30Aが交差する3面交差部Xを有し、シリンダヘッド16の接合面16Aとヘッドカバー17の接合面17Aとの間に介在され弾性材料からなるガスケット36と、シリンダヘッド16のシリンダヘッド延設部32及びヘッドカバー17のヘッドカバー延設部33と左側サイドカバー30の接合面30Aとの間に介在され弾性材料からなるシールモールディング41とを備え、ガスケット36のガスケット延設部36Bとシールモールディング41とが突き合されて構成されたものである。
(もっと読む)
樹脂ダイヤフラムのシール方法
【課題】レーザー光による加熱により、フッ素樹脂から成るダイアフラムとハウジングとが一体となり、シール機能の信頼性を増大する。
【解決手段】下ハウジング12、ダイアフラム13を非溶融性フッ素樹脂のブロック材から切削により形成している。そして、ダイアフラム13のフランジ部13bと下ハウジング12のフランジ部12aとの間に、熱可塑性フッ素樹脂による円環状の溶融樹脂シート24を挟着し、ダイアフラム13の上に吸熱材19を載置し、治具により固定する。吸熱材19側から加熱用レーザー光を照射すると、ドット25で示すように溶融樹脂シート24が溶融して、フランジ部12aとフランジ部13bとを接着する。また、レーザー光Lの照射中に吸熱材19はダイアフラム13の上面から熱を吸収して、ダイアフラム13の変質を防止する。
(もっと読む)
シリンダヘッドガスケットとその製造方法
【解決手段】 シリンダヘッドガスケット1は、第1基板6と第2基板7との間に配置された中間基板8と、この中間基板8の上面8aに固着された環状のシム11とを備えている。シム11よりも外方側となる中間基板8の上面8aは、コーティング材17で被覆されている。
シリンダヘッド2とシリンダブロック3との間にシリンダヘッドガスケット1を装着した際に、シム11の外周縁11aの隣接位置に生じる空間21の容積を上記コーティング材17の厚さ分だけ従来よりも減少させることができる。
【効果】 水孔13から空間21内に浸入する水の量を減少させることができ、空間21内の水が水蒸気となった際にシリンダヘッドガスケット1が損傷するのを抑制できる。
(もっと読む)
高温ガスシール
【課題】固体酸化物燃料電池スタックに使用するための可撓性なシールを、テープキャスト方法によって、繊維マトリックスと多くの固体粒子から形成する。
【解決手段】繊維及び粒子は、好ましくはセラミックであり、アルミナ又はジルコニアから形成されてもよい。シールは、燃料電池スタックに設置する前に、繊維、粒子、結合剤、及び非水性溶媒の形成、スラリーのテープキャスト、テープシールの乾燥、打抜きをすることによって形成され得る。
(もっと読む)
インホイール型モータ内蔵車輪用軸受装置
【課題】気密性の向上を図り、信頼性を高めたインホイール型モータ内蔵車輪用軸受装置を提供する。
【解決手段】遊星ギアを構成する連結軸17が、キャリアピンが一体に突設された円板部17aと、この円板部17aから肩部27を介して軸方向に延び、外周にセレーション17bが形成された軸部28とを備え、加締部12の端部がフラットに形成され、この加締部12と円板部17aが衝合されると共に、加締部12の内径に円筒部12aが形成され、この円筒部12aに連結軸17の肩部27が所定の径方向すきまを介して嵌挿され、連結軸17の肩部27の外周に環状溝27aが形成され、この環状溝27aにシールリング29が円筒部12aに弾性接触するように装着されている。
(もっと読む)
燃料噴射弁取付構造
【課題】燃料噴射弁からシリンダヘッドへの振動伝達を抑制する。
【解決手段】燃料噴射弁22の取り付け装置は、燃料噴射弁22とシリンダヘッド26との間に設けられた環状部材28を備える。環状部材28の頂壁には、燃料噴射弁22の面58と接触する曲面50が設けられている。環状部材28は、薄い板状の第1の垂直壁、と第2の垂直壁とを有する。環状部材28は、内部に容積室を形成している。燃料噴射弁22と頂壁の平面との間には、隙間90が区画されている。環状部材28は、燃料噴射弁22からシリンダヘッド26への振動の伝達を抑制する。容積室は、粉状金属材料あるいはエラストマーによって充たすことができる。
(もっと読む)
密封部材
【課題】ハウジング側に溝加工を施す必要が無いことから、ケースの小型化及び薄肉化が図られると共に、ガスケットの取り扱い性が良好で、安定したシール性能が維持できる密封部材を提供できることを目的とするものである。
【解決手段】一方のハウジング部材と他方のハウジング部材との間に介在して、前記両部材間の間隙を密封する密封部材において、
前記密封部材が、断面略H形状の樹脂材製保持部材と、前記保持部材の両溝部に一体的設けた一対のゴム材製シール部材とより構成され、前記両シール部材には、前記両溝部より突出したリップ部が形成されていることを特徴とする。
(もっと読む)
配水管継手の密封構造
【課題】配水管および継手間に介装されるパッキンのシール部分が、配水管を流れる水との動的接触により早期に劣化するのを抑制し、もってパッキンの使用寿命を延ばすことができる配水管継手の密封構造を提供する。
【解決手段】配水管と前記配水管を接続する継手との間の径方向クリアランスをパッキンでシールする配水管継手の密封構造において、前記パッキンに、前記配水管および前記継手間に介在して前記径方向クリアランスを遮断するシール部分と、前記シール部分の軸方向一方側に配置されて、前記径方向クリアランスに浸入する水が前記シール部分に動的に接触するのを抑制する保護部分とが一体に設けられている。
(もっと読む)
防水構造及びパッキング
【課題】部品点数が削減され、しかも組み込みの作業性が良く防水不良が発生する恐れのない防水構造を提供する。
【解決手段】剛体部材2の合せ目に円筒形状部3bの両側端面から分岐する板形状部3a、3aが延びるパッキング3を配置した防水構造において、前記パッキング3の前記円筒形状部3bと板形状部3aとが連なる箇所に、前記剛体部材の前記パッキングの前記円筒形状部3bを押えるU字形溝2cと前記板形状部3aを押える平面部2aとがなす角が食い込むことにより位置決めされるR形状部3fを設けた。
(もっと読む)
鍔付管継手用シールパッキン材及び管の接続方法
【課題】鍔付管継手のシール性に優れ、鍔付管継手を有する管同士を液密状態に接続することのできる鍔付管継手用シールパッキン材及び管の接続方法を提供すること。
【解決手段】自己接着性シリコーンゴム組成物を成形して成る鍔付管継手用シールパッキン材2、並びに、鍔付管継手13、23を有する管11、21を接続する方法であって、鍔付管継手13又は23を有する第1の管11及び第2の管21を鍔付管継手13及び23同士が対面するように配置し、鍔付管継手13及び23の間に自己接着性シリコーンゴム組成物を成形して成る鍔付管継手用シールパッキン材2を介挿し、鍔付管継手13及び23同士を締結具31で締結して鍔付管継手用シールパッキン材2を圧縮し、鍔付管継手用シールパッキン材2を硬化する管11及び21の接続方法。
(もっと読む)
筐体の防水構造
【課題】振動などで防水部材が外れることなく、筐体内部に水の進入がしにくい防水構造を提供する。
【解決手段】筐体の防水構造は、第1筐体1及び第2筐体2と、周縁部43が第1筐体1及び第2筐体2の間の全周に配置される防水部材4とを備える。第2筐体2には、防水部材4の周縁部43を圧入する凹部23を設ける。第1筐体1には、防水部材4の凹部23に圧入される周縁部43と対向する位置に当該周縁部43の抜けを防止する規制部13を設ける。防水部材4には、周縁部43から内部方向に折曲して第1筐体1側に向かって起立する周壁部42を設ける。周壁部42を第1筐体1及び第2筐体2で案内する。
(もっと読む)
被覆コルゲートメタルガスケット
【課題】19.6N/mm2のような低い締め付け面圧であっても、良好なシール性を有する被覆コルゲートメタルガスケットを提供すること。
【解決手段】両面に波形加工が施されたコルゲート状の金属板の両面に被覆材を貼り合わせてなり、該金属板の一方の面は2山以上の波形が、他方の面は1山以上の波形がそれぞれ加工された被覆コルゲートメタルガスケットであって、(1)該金属板の厚み(t0)が0.4〜1.2mm、(2)該波形の高さ(t1)と該金属板の厚み(t0)との差(t1−t0)が0.2mm以上、(3)被覆材の厚み(t2)が0.15〜1.2mm、及び(4)被覆材の密度が0.7〜1.35g/cm3、の要件を満たすこと。
(もっと読む)
サイディング破壊防止止水ビス
【課題】窯業系サイディングメーカーの標準施工に準じて通気層を設けた場合この通気層上に他の設備等を設置するに当たって、窯業系サイディングを押し込んでしまい、外壁が歪む又は割れる、欠けるなどの問題があり、その精度は職方の技術の良、不良に大きく左右されてしまう。尚ビス穴からの漏水が懸念される。
【解決手段】ボードリーマビスの一定位置からはネジ山が無く尚この位置からは締め込みが出来ないように直径が大きくなっている。尚、傘下に柔軟性を持ち耐久性に優れた止水パッキンが取り付けられている。尚、この一定位置は各窯業系サイディングメーカーの仕様に基づき設定する。
(もっと読む)
蒸気タービン静止部品シール
【課題】蒸気タービン及び該蒸気タービンの静止部品間のシール部材を開示する。
【解決手段】本シール部材は、細長いシール部材と球形端部とを有する断面を備えた環状であり、球形端部は、静止部品のグルーブ内に挿入されて該球形端部と該グルーブの軸方向面との間にポイントシールを形成する。球形端部は、環状グルーブの軸方向面に対して回転するように設計され、また細長い部材は、部品の再整列に対応して屈曲してポイントシールを維持するように設計される。
(もっと読む)
テンショナユニット
【課題】簡単な構成で、組み付け時の作業を容易にするとともに、ガスケットの位置決め精度を確実に確保してシール性を向上し、ガスケットの再利用を可能とするテンショナユニットを提供すること。
【解決手段】テンショナ本体100と、該テンショナ本体100と被取付部材の間に挟まれるガスケット120と、テンショナ本体100を被取付部材に固定する固定ボルト130とを有するテンショナユニット100において、ガスケット120がテンショナ本体110に位置合わせして重ねられた状態で、ガスケット120のボルト孔121に挿入された固定ボルト130が保持されるボルト保持機構を有していること。
(もっと読む)
メタルガスケットおよびその製造方法
【課題】冷間圧延、または冷間圧延および析出硬化の組合せによって加工強化されたシート材料でできたメタルガスケットを与える。
【解決手段】合金でできた少なくとも1つのエンボス加工されたシーリングビードを有するガスケットシートを含み、合金は、重量で、18%超のNiと、14%超のCrと、0.1−10%の、Mo,Ti,V,Al,Co,Nb,Ta,およびCuからなる群から選択される少なくとも1つの元素と、残部Fe及び不可避的不純物からなる、前記ガスケットシートは変形された微細構造を有するメタルガスケットであって、前記変形された微細構造は、冷間減厚の割合に依存して異なる程度の変形を有する冷間圧延された微細構造であり、前記変形された微細構造の硬度よりも大きい硬度を有する変形され析出硬化された微細構造をさらに含む、メタルガスケット。
(もっと読む)
封止面における凹凸部分の除去方法
封止面(5、6)の凹凸部分を除去するための本発明による方法は、接合箇所を流体が通過するのを阻止するため第1および第2の装置(2,3)間の接合箇所に封止面(5、6)を有する第1の装置(2、3)を用意する工程を含む。更なる工程は、封止面(5、6)に軟性固形物を載置し、封止面(5、6)における凹み(8)に軟性固形物を押圧することを含む。 (もっと読む)
ガスケット
【課題】密封性の向上を図ったガスケットを提供する。
【解決手段】少なくとも本体部分が金属板で構成されるガスケット10において、ビード30は、ガスケット10がハウジングとカバーとの間に挟み込まれた状態で、ガスケット10の長手方向に垂直な断面において、カバーに対して1箇所で接し、ハウジングに対して2箇所で接する第1領域31と、カバーに対して2箇所で接し、ハウジングに対して3箇所で接する第2領域32と、を備えており、それぞれボルトが挿通される各挿通孔20の近傍に第1領域31が設けられ、各挿通孔20から離れた位置に第2領域32が設けられていることを特徴とする。
(もっと読む)
ガスケット
【課題】溶接や加圧処理をすることなく製造でき、コストを抑えられるガスケットを提供する。
【解決手段】ガスケット1は、金属板10、11と、シール部材12〜15と、連結部材16、17とを備えている。シール部材12〜15は、金属板10、11の上下面にそれぞれ接着固定されている。連結部材16の厚さL1は、シール部材12〜15の接着固定された金属板10、11の厚さL2よりも厚く設定されている。連結部材16は、互いに対向する金属板10、11の端面の間に配置され、それぞれの端面に接着固定されている。また、シール部材12、14に連結されている。具体的には、シール部材12、14と一体成形されている。シール部材12〜15と連結部材16、17によって、金属板10、11を環状に連結することで、従来必要であった溶接や加圧処理をすることなく、ガスケット1を製造することができる。そのため、コストを抑えることができる。
(もっと読む)
41 - 60 / 448
[ Back to top ]