
Fターム[3J044AA01]の内容
ピストン、ピストンリング、シリンダ (7,336) | 目的 (1,529) | 機械的強度向上 (407)
Fターム[3J044AA01]の下位に属するFターム
耐摩耗、スカッフィング防止 (308)
Fターム[3J044AA01]に分類される特許
1 - 20 / 99
ディスクブレーキ用軽量中空ピストンおよびその製造方法
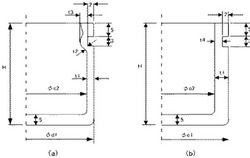
【課題】 軽量化が要望されるディスクブレーキ用のカップ状ピストンにおいて、強度を高め、軽量化することか可能なピストンとその製造方法を提供する。
【解決手段】 ディスクブレーキ用の、外周部に溝を有するカップ状ピストンにおいて、該ピストンの外径をd1、内径をd2、側壁部の肉厚をt1とし、溝部の最小肉厚をt2、溝部の最大肉厚をt3とするとき、a=(d2/d1)2で示される定数aが0.85以下であって、t2はt1の0.5〜1.0倍、t3はt1の0.9倍以上、t2部の断面中心硬さ(HV)がt1部の硬さ(HV)の1.1〜1.3倍以上であることを特徴とする軽量ピストンであり、鋼棒を冷間鍛造にてカップ状部品にカップ成形した後に、さらに冷間鍛造にてカップ状部品開口部に圧縮加工を加えピストンの溝部に該当する位置の肉厚を厚くする。その後、スピニングにて溝部を成形する。
(もっと読む)
ピストンピン

【課題】筒状をなすピストンピンであって、該ピストンピンの外側面から内側面までを貫通する貫通孔の開口付近に生じる応力をピストンピンの外側面にて低減することの可能なピストンピンを提供する。
【解決手段】ピストンとコネクティングロッドとを連結する筒状をなすピストンピン20であって、当該ピストンピン20の外側面20aから内側面20bまでを貫通する導入孔23Aは、外側面20aにおける開口23Pが、当該ピストンピン20の軸方向に延びる長円形状をなしている。
(もっと読む)
エンジン用ピストン
【課題】スカート部の剛性を確保しつつ製造しやすいエンジン用ピストンを提供する。
【解決手段】エンジン用ピストン10は、ピストンヘッド11と、コネクティングロッド連結用ピン51を支持する一対のピンボス部14と、一対のピンボス部14間を繋ぐスカート部12とから成る。ピストン10の外周面には、オイルリング溝29が形成されている。ピストンヘッド11と一対のスカート部12とのコーナから、ピストン内方へ、一対の膨出部31が膨出している。一対の膨出部31には、ピストン下方を開放されたオイル戻し部32が形成されている。オイルリング溝29の底面29aは、一対のスカート部12の内壁面12aよりもピストン内方に位置し、オイル戻し部32に臨む。
(もっと読む)
内燃機関用の鋳鋼製ピストン
【課題】本発明は、内燃機関用の鋼製ピストンであって、燃焼キャビティ(11)及び環状壁(5)を設けられた少なくとも1つのピストン上側部分(12)と、コネクティングロッド軸受(8)を設けられたピストン下側部分(13)とを備える鋼製ピストンに関する。
【解決手段】鋼製ピストンは、低圧鋳造法によって、
Mn:4〜6
Si:0.3〜1
C:0.01〜0.03
Cr:19〜22
Ni:1〜3
Cu:0.2〜1
N:0.05〜0.17
残部Fe、及び不可避的不純物元素
の組成の高グレード合金鋼から単一構成要素として同一材料で鋳造される。
(もっと読む)
内燃機関用ピストン
【課題】耐摩環と環状空間部との間の強度を高くすることのできる内燃機関用ピストンを提供する。
【解決手段】冠部2の内部に、外周にピストンリング溝が形成される耐摩環5が埋設されていると共に、アルミ合金のピストン1の軸方向で耐摩環の一部とオーバーラップし、かつ耐摩環の内周縁から径方向内側へ所定量離間して配置された冷却用オイルを循環させる環状空洞部6を有し、耐摩環の外面全体に形成されてピストン母材と融合し、該ピストン母材よりも強度が低いAC3Aのアルミナ金属被膜と、を備え、前記金属被膜は、耐摩環の内周面側の肉厚がピストン軸方向の両端面側の肉厚よりも薄く形成され、耐摩環の内周面と環状空洞部の外周側内面との間の径方向の離間距離が約3.0mmに設定されている。
(もっと読む)
シリンダライナ及びシリンダライナの製造方法
【課題】要求結合強度に応じた周方向溝を適切に設定することでシリンダブロック本体との結合強度を適切に確保しつつ製造コストの抑制が可能なシリンダライナ及びシリンダライナの製造方法を提供する。
【解決手段】比較的大きな結合強度が要求されるシリンダライナ10の一方端部10aから軸方向中央部10cの範囲10Aに断面略ω字状の第1周方向溝15を形成し、比較的要求結合強度が少ない軸方向中央部10cから他方の軸方向端部10bの範囲10Aに断面略J字状の第2周方向溝20に形成する。要求結合強度に応じたシリンダブロック本体50との結合強度が適切に確保される。シリンダライナ10が簡単な形状であり、シリンダライナ10の製造コストの抑制が得られる。
(もっと読む)
鋳包み用部材及びその製造方法
【課題】外周面を鋳造材料によって鋳包んだ際の鋳造残留応力や残留歪の低い鋳包み用部材を提供する。
【解決手段】シリンダライナ10の外周面全体に、シリンダブロック20を形成する鋳造材料の熱膨張係数とシリンダライナ本体11の熱膨張係数との中間の値の熱膨張係数を有する単一の被膜層12を形成している。鋳鉄製のシリンダライナ本体11に対して、マグネシウム系材料又はアルミニウム系材料を使用でき、被膜層は銅系材料又はアルミニウム系材料とする。銅系被膜層であれば膜厚30μm以上300μm以下とし、アルミニウム系被膜層であれば膜厚300μm以上2,500μm以下とする。鋳包んだ後は、150℃以上200℃以下で熱処理することが好ましい。
(もっと読む)
ピストンの構造
【課題】ピストン強度の低下を抑制しつつ、冷却損失の低減とノッキングの改善を図ることが可能なピストンの構造を提供する。
【解決手段】ピストンの構造は、エンジン50のピストン53に適用されている。ピストンの構造は、オイルを流通させるクーリングチャンネル53aが、エンジン50の燃焼室Eのうち、燃焼速度が遅い部分に対応させて部分環状に設けられた構造となっている。燃焼速度が遅い部分は、エンジン50が所定の運転状態にある場合にその他の部分と比較して相対的に燃焼速度が遅くなる部分となっている。具体的には、エンジン50の回転数NEが高く、且つ高タンブル比である場合に吸気側の部分と比較して相対的に燃焼速度が遅くなる排気側の部分となっている。
(もっと読む)
自動車用シールリング、産業ガス圧縮機用シールリング及び摺動部品
【課題】高い圧力に耐えられる高い機械強度(例えば、曲げ強度(30MPa以上))と、シール機能を満足させる柔軟性(例えば、曲げ弾性率が1000MPa以上、2000MPa未満、かつ、曲げ破断歪が4%以上、または、曲げ弾性率が2000MPa以上、4000MPa未満、かつ、曲げ破断歪が2%以上)を持ち合わせた樹脂組成物からなる、自動車用シールリング又は産業ガス圧縮機用シールリング若しくは摺動部品を提供すること。
【解決手段】接着性フルオロカーボン系樹脂(A)、または、前記樹脂(A)と前記樹脂(A)とは異なるフルオロカーボン系樹脂(B)との容積比(A/B)が5/95〜99/1である樹脂混合物を、第2成分として、熱可塑性ポリイミド(C)1〜99容積%を含む樹脂組成物からなる、自動車用シールリング又は産業ガス圧縮機用シールリング若しくは摺動部品。
(もっと読む)
内燃機関のピストンおよびその製造方法
【課題】ピン穴上方部分に発生する引張応力がより高くなってしまい、ピン穴上方部分の疲労劣化がより促進されてしまう。加えて、より下方の部分の厚みがより上方の部分の厚みよりも厚くなっているスカート部を有するピストンを製造する方法を提供する。
【解決手段】ピストン本体部11と、一対のスカート部12A、12Bと、一対のサイドウォール部13A、13Bと、ピン穴部14A、14Bとを有し、ピストン本体部の底壁面と両スカート部の内周壁面と両サイドウォール部の内壁面とによって空洞が形成されている内燃機関のピストンに関する。本発明では、ピストン本体部とスカート部とに隣接するサイドウォール部の外壁面の領域からピン穴部の側方部分に隣接するサイドウォール部の外壁面の領域に向かう方向に延在する隆起部分20がサイドウォール部の外壁面に設けられている。
(もっと読む)
内燃機関のピストン構造
【課題】内燃機関の爆発行程時にピストンがピストンピンを中心にして回転し、シリンダに衝突し、シリンダから受ける反力に対応するようにスラスト、反スラスト方向のトップランド高さを、ピストンピン方向におけるトップランドの高さより高くすると共に、この高い部分の形状がスラスト、反スラスト方向視において山形形状として、トップランド部の高さを最小限に抑制して軽量且つコスト低減を図ると共に、未燃HCの排出量の抑制効果を得ながら強度を確保したピストン得る。
【解決手段】ピストンピン51の軸線と直交する方向に位置する第1トップランド部53をシリンダ側13からの反力に応じて他の部位である第2トップランド部54より厚くすると共に、ピストン5の外周に沿った方向へ滑らかに傾斜した山形形状として、シリンダ13と、トップランド52とのクレビス部23容量を最小限にする。
(もっと読む)
内燃機関
【課題】上下ストロークするピストンに対し、ピストンジェットから噴射される冷却オイルが、補強壁で遮られることなく、できるだけ長時間に亘って天井裏面に到達して、ピストンを効率的に冷却することができる内燃機関を提供する。
【解決手段】ピストン23は、天井面51から垂下する一対のスカート部52と、一対のスカート部52を連結する一対の連結壁53と、スカート部52とピストンピンボス54間において一対の連結壁53を連結する一対の補強壁56とを有する。補強壁56は、天井裏面58との間に開口部60が設けられたブリッジ状に形成される。また、複数の噴射口71、72、73から冷却オイルを異なる方向に噴射するピストンジェット28は、ピストン23の上死点位置及び下死点位置において、補強壁56の開口部60を通過させて冷却オイルを天井裏面58に到達させる。
(もっと読む)
ピストン
【課題】上下ストロークするピストンに対し、ピストンジェットから噴射される冷却オイルが、補強壁で遮られることなく確実に天井裏面に到達して、ピストンを効率的に冷却することができるピストンを提供する。
【解決手段】ピストン23は、天井面51から垂下する一対のスカート部52と、一対のスカート部52を連結する一対の連結壁53と、スカート部52とピストンピンボス54間において一対の連結壁53を連結する一対の補強壁56とを有する。補強壁56の中間部は、ピストンピンボス54に接近する方向に屈曲する屈曲部56bを有し、ピストンジェット28から噴射される冷却オイルは、屈曲部56bの側方を通り、補強壁56の開口部60を通過して天井裏面58に到達してピストン23を冷却する。
(もっと読む)
溶射被膜の加工方法
【課題】デッキ面加工の際に、ボア面に形成された溶射被膜がデッキ面加工で使用される工具や機器から何等の外力も受けず、もって、外力を受けた際に溶射被膜が剥がれ落とされてしまうという課題を効果的に解消することのできる、溶射被膜の加工方法を提供する。
【解決手段】シリンダブロック1に開設されたボアBのボア面1aに溶射被膜2を加工する溶射被膜の加工方法であって、ボアBがシリンダブロック1のデッキ面1bに臨むボア端部領域1cにおいて、ボアBの内周方向に延設した、無端状で、ボアB内へ張り出した突条1dが形成されてなるシリンダブロック1を用意する工程、ボア面1aに溶射被膜2を形成する工程、少なくとも突条1dの一部を通る加工面1eを形成するようにして面取り加工する工程、デッキ面1bを仕上げ加工する工程、からなる加工方法である。
(もっと読む)
ピストンリング用ワイヤ
【課題】リング成形時にクラックが入る原因を突き止めると共に、クラックの入らないピストンリング用ワイヤを提供する。
【解決手段】ピストン外周のリング溝に装着されるピストンリングの素材であるピストンリング用ワイヤであって、リング成形により外周となる側面、特に最外周摺動部においてリング成形前の残留応力が圧縮応力、好ましくは30〜80MPaの圧縮残留応力を有するピストンリング用ワイヤとする。中でも2ピース形のオイルリングに代表される断面形状が略I形、または略H形のワイヤに有効である。
(もっと読む)
MMCシリンダーライナー及びその製造方法
【課題】ピストン摺動面に必要とされる機械的特性と、鋳込み時の融着性との両立を図ることのできるMMCシリンダーライナー、及びその製造方法を提供する。
【解決手段】強化材成形体にAl−Si系合金を含浸させることで形成された金属基複合材料からなるライナー内周部11と、Al−Si系合金からなるライナー外周部12とを有するMMCシリンダーライナー10にあって、Al−Si系合金の鋳造に際して、金型のキャビティへの充填完了前の溶湯の供給速度を低く、充填完了後の溶湯の供給速度を高くすることで、ライナー内周部11の強化材成形体に含浸されたAl−Si系合金のSi濃度と、ライナー外周部12のAl−Si系合金のSi濃度とを異ならせるようにした。
(もっと読む)
内燃機関のピストン
【課題】各スカート部のシリンダ壁面に対する面圧の偏差を少なくすると共に、面圧荷重を低減して、フリクションの低減化を図り得るピストンを提供する。
【解決手段】アルミニウム合金材のピストン1は、燃焼室を画成する冠部7と、該冠部に一体に設けられ、シリンダ壁面3に摺動するスラスト側と反スラスト側の一対の円弧状のスカート部8,9と、該各スカート部の周方向の両側端に連結部位10を介して連結され、ピンボス13,14を有する一対の湾曲状のエプロン部11,12と、を備えている。前記各連結部位は、各スカート部の円周方向に沿って円弧状に形成されていると共に、その曲率半径が上端部16a、17aから下端部16b、17bに向けて漸次大きくなるように連続して形成され、かつ、肉厚が前記上端部から下端部に向かって漸次厚くなるように形成されている。
(もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、0〜3.0質量%のCr、72.0〜94.5質量%のFe、3.0〜15.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、2.0〜20.0質量%のCr、49.0〜97.1質量%のFe、0.1〜3.0質量%のMn、0.1〜3.0質量%のMo、0〜7.0質量%のNb、2.0〜10.0質量%のSi、0〜7.0重量%のTi、0〜7.0質量%のVおよび0〜0.5質量%のWを含む。ここで、Nb、Ti、V、Wの分画の合計は2.0〜7.0質量%とする。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.03〜2.0質量%のB、0.5〜1.2質量%のC、70.1〜97.3質量%のFe、0.1〜3.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
1 - 20 / 99
[ Back to top ]