
Fターム[3J058EA31]の内容
Fターム[3J058EA31]の下位に属するFターム
被膜(コーティング) (72)
溶射 (10)
含浸 (13)
熱処理 (60)
研摩 (14)
Fターム[3J058EA31]に分類される特許
1 - 6 / 6
環状摩擦材の製造方法
【課題】
制動性、耐摩耗性、振動抑制性、鳴き抑制性等に優れた摩擦材を、簡便な方法で製造する方法を提供する。
【解決手段】
環状摩擦材を製造する方法であって、熱硬化性樹脂を含む圧縮成形物からなる摩擦材フェーシング部用環状予備成形物と、未加硫のゴムと架橋剤とを含む加圧成形物からなる摩擦材基部用環状予備成形物とを、積層した状態で、加熱、圧縮して、両環状予備成形物を積層一体化することにより、フェーシング部と基部とを有する環状摩擦材を得ることを特徴とする環状摩擦材の製造方法である。
(もっと読む)
ディスクブレーキ装置用パッドクリップ
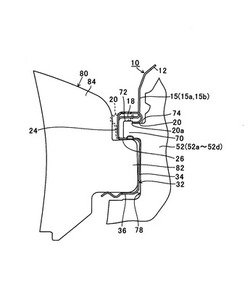
【課題】パッドクリップの装着が完全に成されているか否かの確認が容易で、装着未完状態でのパッドの組付けを防止することのできるディスクブレーキ装置用パッドクリップを提供する。
【解決手段】上記課題を解決するためのパッドクリップは、上部片18と下部片26、並び荷連結片24、及び上部片18並びに連結片24に対して幅方向に併設される押さえ爪20を有し、押さえ爪20は、サポート凸部に形成された凹溝の壁面に先端を当接させるフック状の先端20aと連結片24に併設された基端部、及び先端20aと前記基端部とを繋ぐ可撓部20bとから成り、押さえ爪20は前記サポートに対する装着が完了した場合には、先端20aが前記凹溝に嵌ることで可撓部20bが連結片24に沿う形態を採り、前記サポートに対する装着が未完の場合には、可撓部20bが連結片24よりも前記凸部からパッドの組付け位置へせり出すことを特徴とする。
(もっと読む)
湿式摩擦伝動装置及び湿式摩擦伝動装置の被摩擦板成形方法

【課題】加工コストを抑制すと共に、良好なμ−V特性が得られる湿式摩擦伝動装置及び被摩擦板成形方法を提供することにある。
【解決手段】芯材36の側面に摩擦材37が貼り付けたクラッチディスク35と鉄系金属製のクラッチディスク31とを対向して回転し、クラッチディスク31と35の間に潤滑油を介在すると共に押圧することで回転力を伝達する湿式摩擦伝動装置であって、クラッチディスク31の摺接面32に、研削または切削加工により油溝33となる溝32aを形成し、バニッシング加工により溝32a間に平坦なプラトー面32bを形成し、このプラトー面32bにショットピーニング加工により多数の油溜め34となる凹部32cを形成する。潤滑油が多数の油溜まり34に保持されて摺接面32の全面に油膜が形成される一方、油溝33に保持された潤滑油が各油溜まり34に補給されて良好なμ−V特性が得られる。
(もっと読む)
ディスクブレーキ用キャリパボディ、その製造のための鋳造型、及びその鋳造型を用いたディスクブレーキ用キャリパボディの製造方法
【課題】キャリパボディのロータを跨ぐ背部における下型と中子との型割り位置を、背部の内周側に置くことにより、中子を小型化・簡素化し、製造コストを低減することができるディスクブレーキ用キャリパボディ、その鋳造型及び製造方法を提供する。
【解決手段】キャリパボディの鋳造型10を構成する下型11と中子13との接合部となる型割り位置16は、領域A,Aにおいて、鋳込まれて成型されるキャリパボディのロータを跨ぐ背部の内側面となる位置に対応して置かれている。溶融金属のキャビティ14への注入に際して、金属湯が型割り位置16に浸入して鋳バリを形成する。この鋳バリは、ロータ巾フライスにて施されるボディ加工を兼ねて削り落とすことができる。したがって、鋳バリの除去に専用の除去工程を設ける必要がなく、キャリパボディの製造コストの低減を図ることができる。また、中子13はその幅が狭くなり小型化・簡素化が図られる。
(もっと読む)
車輪用転がり軸受装置
【課題】歪みの発生を抑制しながらハブホイールのフランジの接触面に硬化層を良好に形成することができ、フレッティング摩耗や歪みによる異音発生を防止することができる車輪用転がり軸受装置を提供する。
【解決手段】転がり軸受31が組み付けられるハブホイール20のフランジ22に接してブレーキロータ60が配置される。ブレーキロータ60に接するフランジ22の接触面24には、微小ショット材を高速で噴射して打撃するショットピーニング加工によって表面硬度が高められた硬化層23が形成されている。
(もっと読む)
摩擦板の製造方法,並びに摩擦板における芯板の鋳造装置
【課題】芯板の鋳造時に,反りの発生を抑えながらその側面を平滑に形成することを可能にして,切削加工を施さずとも,該側面にライニングを的確に接着することができ,しかもトリミングも殆ど必要がない摩擦板の製造方法を提供する。
【解決手段】環状の芯板主体15aの内周又は外周に,複数の伝動爪15bを一体に突設してなる芯板15と,芯板主体15aの側面に接着されるライニング16とからなる摩擦板の製造方法であって,芯板15の外形に対応させて固定金型25及び可動金型27間に画成したキャビティ26に原料を鋳込んで芯板15を成形する鋳込工程と,両金型25,27間を開く型開き工程と,一方の金型の,芯板15の一側面全体に接する一部30を他の部分28,29に対して相対移動することで芯板15を排出させる排出工程と,芯板15の芯板主体15a側面にライニング16を接着するライニング接着工程とを含む。
(もっと読む)
1 - 6 / 6
[ Back to top ]