
Fターム[3J059GA02]の内容
Fターム[3J059GA02]の下位に属するFターム
Fターム[3J059GA02]に分類される特許
1 - 20 / 391
重ね板ばね用サイレンサおよび重ね板ばね
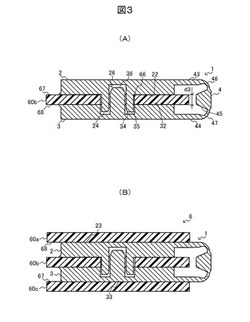
【課題】板ばねへの組み付け作業を改善でき、かつ板ばねからの落下による紛失可能性を低減できる重ね板ばね用サイレンサの構造を提供する。
【解決手段】重ね板ばね用サイレンサ1を、板ばね60bの上面67側に配置される第一のサイレンサ2と、板ばね60bの下面68側に配置される第二のサイレンサ3とを備えた2ピース構造とし、第一のサイレンサ2と第二のサイレンサ3とを連結部材4で連結する。板ばね60の上面68側に第一のサイレンサ2を配置した場合に、板ばね60bに形成された装着用孔66と嵌合して板ばね60の下面68から突き出る第一の突起部24を第一のサイレンサ2のサイレンサ本体21の上面22側に設けると共に、板ばね60bの下面68側に第二のサイレンサ3を配置した場合に、板ばね60の下面68側から突き出した第一の突起部24と嵌合する第一の嵌合用穴34を第二のサイレンサ3のサイレンサ本体31の上面32側に設ける。
(もっと読む)
重ね板ばね用サイレンサおよび重ね板ばね

【課題】重ね板ばねの撓みに伴い発生する異音をより効果的に低減することができ、かつ耐久性の高い重ね板ばね用サイレンサの構造を提供する。
【解決手段】重ね板ばね用サイレンサ1は、第一、二の板状部材2、3を重ね合わせた積層構造を有する。第一の板状部材2は、ポリエチレン樹脂、ポリアセタール樹脂、ポリアミド樹脂、ポリエステル樹脂等の摺動特性のよい熱可塑性合成樹脂で構成されている。また、第二の板状部材3は、ゴム、熱可塑性エラストマー等の、第一の板状部材2に比べて、弾性率が低く、かつ摩擦係数が高い材料で構成されている。また、この重ね板ばね用サイレンサ1の厚さdは、この重ね板ばね用サイレンサ1の配置位置における、重ね板ばね6の撓みによる板ばね60間の隙間の想定最大値よりも大きな厚さを有している。
(もっと読む)
緩衝装置
【課題】ストローク不足を招かない緩衝装置を提供することである。
【解決手段】本発明における課題解決手段は、シリンダ1と、ピストン2と、ピストンロッド4と、中空なハウジング12と、ハウジング12内に移動自在に挿入されるフリーピストン9と、フリーピストン9を挟持する伸側コイルばねS1および圧側コイルばねS2とを備えた緩衝装置Dにおいて、伸側コイルばねS1および圧側コイルばねS2が円錐ばねとされて、フリーピストン9がストロークエンドまで変位するとフリーピストン9の摺接筒25内に収容されることを特徴とする。
(もっと読む)
緩衝装置
【課題】 緩衝装置において、スプリングガイドを省略して部品数を削減し、組付性を向上させる。
【解決手段】 シリンダ1とこのシリンダ1内に移動可能に挿入されるロッド2とを備える緩衝器Dと、この緩衝器Dが内側に配置されて上記緩衝器Dを伸張方向に附勢するコイルスプリングSと、上記ロッド2の上記シリンダ1から突出する突端部に取り付けられて上記緩衝器Dが圧縮されてシリンダ側に当接したときに弾性変形可能なクッションラバー3とを備える緩衝器装置において、上記コイルスプリングSは、密巻部S1と粗巻部S2が軸方向に直列に形成される多段コイルスプリングであり、上記密巻部S1のコイル内径が均一に形成され、上記密巻部S1の内側に上記クッションラバー3が配置される。
(もっと読む)
防振ユニット、防振装置およびストッパ部材
【課題】ストッパ部材の保持強度を確保しつつ、化成処理時に溶剤が内筒部材に残留することを抑制できると共に、加硫成形時に内筒部材が破損することを抑制できる防振ユニット、防振装置およびストッパ部材を提供すること。
【解決手段】ストッパ部材200は、本体部210が内筒部材110に外嵌されるだけでなく、突起部230が挿入穴132に挿入され、その分、保持強度が確保される。この場合、内筒部材110は、第1凹部115及び第2凹部116が第1突出部112の外周面を部分的に凹設することで形成されるので、化成処理時に溶剤が内筒部材110に残留することを抑制できる。また、内筒部材110に薄肉部が形成されないので、加硫成形時の圧力により内筒部材110が破損することを抑制できる。
(もっと読む)
ばね用材料およびその製造方法並びにばね
【課題】引張強度が1900MPa以上と高強度であり、かつ高い延性を有するばね用材料およびその製造方法を提供する。
【解決手段】所定成分を含有する鉄系合金からなり、任意の断面における内部組織の面積比率で、焼戻しマルテンサイトが30〜80%、下部ベイナイトが5〜70%、残留オーステナイトが8〜15%であり、残留オーステナイト中の平均炭素濃度が1.0〜2.0wt%であるばね用材料であり、その製造方法は、Ac3点を超え(Ac3点+250℃)以下の温度でオーステナイト化する工程と、20℃/秒以上の速度で冷却し、(Ms−200℃)以上Ms点以下の温度で10〜60秒間保持する焼入れ工程と、10℃/秒以上の速度で加熱し、Ms点を超え(Ms点+70℃)以下の温度で90〜3600秒間保持する等温変態工程と、室温まで冷却する冷却工程とを順に行い製造する。
(もっと読む)
シリンダ装置
【課題】バルブ特性の適正化を図ることが可能となるシリンダ装置の提供を目的とする。
【解決手段】バルブ部材76に設けられ、ロッドが移動したときに流体が流通する流路95と、流路95を開閉するディスクバルブ110と、ディスクバルブ110を軸方向に押圧するバネ部材111とを備え、バネ部材111が、ディスクバルブ110が流路95を閉じている状態でディスクバルブ110に当接する第1のバネ122と、ディスクバルブ110が流路95を開いている状態でディスクバルブ110に当接する第2のバネ123と、からなる。
(もっと読む)
鉄道車両用操舵台車
【課題】操舵時における軸箱の回転に追従しつつ、車体の上下方向荷重を適切に支持できるようにする。
【解決手段】台車の輪軸2を操舵可能に構成した操舵台車11である。輪軸2の両端に軸受を介して取り付けられた軸箱1と台車枠5の間に設置されて台車枠5を支持するコイルばね12を、直線区間での最大積載時の縮み量に加えて、操舵時における軸箱の回転時にも密着しない縮み量を確保したものとする。
【効果】操舵時にもコイルばねが密着しないので、操舵時、コイルばねと軸箱部の上下方向荷重の伝達が不均一となることがない。
(もっと読む)
車両用サスペンション装置のスプリングユニット
【課題】複雑な加工を要することがなく、またスプリングレートの変更調節作業を容易とする車両用サスペンション装置のスプリングユニットの提供。
【解決手段】車両用サスペンション装置のコイルスプリング5と、筒状に形成され、前記コイルスプリングの内径部に挿通される筒体3と、コイルスプリング5の巻線の一部と任意の位置で当接する当接部材71を備えたスプリングレート調節機構7と、を有し、スプリングレート調節機構7は、筒体3の周面に取り外し可能に取り付けられた支軸73に対して当接部材71を回転自在に取り付けた。
(もっと読む)
サスペンション組み付け構造、スプリングシート、サスペンション組み付け方法
【課題】コイルスプリングの組み付け性を向上させる。
【解決手段】後側ロアリンク13を構成するロアブラケット31には、ロアスプリングシート17の組み付け面34に、係合孔35を形成する。また、ロアスプリングシート17におけるシート本体41の下面44には、係合孔35に挿入されることで後側ロアリンク13によって係合保持される突起部45を形成する。また、ロアスプリングシート17における円筒部51の外周面52には、径方向に突出し、コイルスプリング15の線間隙間を介してコイルスプリング15における下端一巻き目の線材を上面から係止するフランジ53を形成する。
(もっと読む)
サスペンション構造、ブッシュ構造、サスペンション特性調整方法
【課題】音振性能を向上させる。
【解決手段】ブッシュ23(24)は、内筒41(51)の外周面44(54)における軸方向の中央に、径方向外側に隆起させた隆起部46(56)を形成し、外筒42(52)の内周面45(55)には、隆起部46(56)に対向する凹面を形成する。また、内筒41(51)の外周面44(54)における軸方向の両端には、径方向外側に拡径させた拡径部47(57)を形成する。そして、ブッシュ24については、内筒51の外周面54のうち、軸方向における一端側の拡径部57を含む位置から他端側の拡径部57を含む位置までの範囲に、弾性体53を設けている。
(もっと読む)
サスペンション構造、ブッシュ構造、サスペンション特性調整方法
【課題】旋回走行時の操縦安定性や操舵感を向上させる。
【解決手段】車体前後方向に並ぶ前側ロアリンク及び後側ロアリンクによって車輪と車体とを揺動可能な状態で個別に連結し、前側ロアリンク及び後側ロアリンク同士をコネクトブッシュによって連結する。また、後側ロアリンクに内筒71を連結し、前側ロアリンクに外筒81を連結する。そして、外筒81の内周面82には、内筒71の外周面72に向かって突出する凸部83を形成することで、弾性体91における車体上下方向に沿った径方向の厚みを、車幅方向に沿った径方向の厚みよりも薄くする。
(もっと読む)
ばね
【課題】上方移動用および下方移動用の少なくとも一方の用途を適宜選択することができ、選択された用途でのばね定数を低値に適宜調整することができるばねを提供する。
【解決手段】本体部10は、軸線方向断面において、内周部10Aと外周部10Bとの間の中央部が内周部10Aと外周部10Bとを結ぶ直線に対して凸状をなし、その凸状が曲線状をなすような形状を有する。第1フランジ部11を上方移動させる荷重Pが加わると、本体部10が弾性変形して、本体部10の内周部10Aが上方に移動する。第1フランジ部11を下方移動させる荷重Pが加わると、本体部10が弾性変形して、本体部10の内周部10Aが下方に移動する。ばね1の変形では、上方移動時および下方移動時のいずれのときにも、本体部10の径方向に対して引張が加わる引張モードを示すことができ、この場合、曲げ変形をすることができる。
(もっと読む)
車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法
【課題】 素材自体の耐食性を向上させ、かつ引張強度が1300MPa以上の高強度で、耐食性と低温靭性に優れた車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法を提供する。
【解決手段】 質量%で、C:0.15〜0.35%、Si:0.6%超え1.5%以下、Mn:1〜3%、Cr:0.3〜0.8%、sol.Al:0.005〜0.080%、Ti:0.005〜0.060%、Nb:0.005〜0.060%、Ti+Nb≦0.07%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01〜1.00%、Ni:0.01〜1.00%を含み、残部がFe及び不可避不純物からなり、引張強さ1300MPa以上を有する耐食性と低温靭性に優れている。
(もっと読む)
防振ゴム組成物及び防振ゴム
【課題】本発明では、耐熱性、圧縮永久歪み、動倍率及び加工性を同時に改善することができる防振ゴムを提供することを課題とする。
【解決手段】本発明は、天然ゴム、または天然ゴムとジエン系ゴムとを混合したものを主成分とするゴム成分に、(A)硫黄、(B)加硫促進剤及び(C)N−フェニル−N−(トリクロロメチルチオ)ベンゼンスルホンアミドを含むことを特徴とする防振ゴム組成物を提供する。
(もっと読む)
スタビリンクおよびその製造方法
【課題】軽量化を図ることができるのはもちろんのこと、成形型を変更することなく、ハウジングの位相角およびハウジング同士の間隔を調整することができるスタビリンクおよびその製造方を提供する。
【解決手段】軽金属あるいは繊維強化プラスチックからなる中実棒、または、中空棒をサポートバー60として用いている。サポートバー60の一端部61を中子として成形型に挿入し、射出成形によりサポートバー60の一端部61にハウジング50を成形することができるとともに、サポートバー60の他端部61を中子として成形型に挿入し、射出成形によりサポートバー60の他端部にハウジング50を成形することができる。この場合、樹脂は成形収縮するから、ハウジング50のボス部52は、サポートバー60の端部61の全周を覆うようにして密着する。したがって、ボス部52による両端部61への締付力は強い。
(もっと読む)
防振装置
【課題】径方向のうち脚部が内筒部材側から突出する方向に、振幅の大きな振動が入力されたときに、内筒部材および弾性体がブラケット部材に対して変位する挙動を安定させる。
【解決手段】弾性体13は、内筒部材11の軸線Oを径方向に挟む両側に各別に配置された一対の脚部15を有し、各脚部は、内筒部材側から径方向の外側に向けて突出しその先端部17がブラケット部材12の内周面に圧接し、かつ周方向に間隔をあけて配設された一対の脚片18により構成され、ブラケット部材の内周面には、脚片の先端部を周方向の両側から挟み込んで支持する一対の支持突部22、23が、径方向の内側に向けて突設され、一対の脚片の各先端部にはそれぞれ、周方向に突出する第1係合突部21が配設されるとともに、支持突部には、周方向に突出し、かつ第1係合突部に、該第1係合突部の径方向の内側から係合する第2係合突部24が配設されている。
(もっと読む)
防振装置
【課題】内筒部材の内部への水の浸入を防止すると共に締結力の低下を防止できる防振装置を提供すること。
【解決手段】内筒部材10は、軸方向端面から突設されると共に軸方向端面に周方向に連続する壁を形成する水密突起14を備えるので、軸方向端面を相手部材に圧接させた状態では、内筒部材10の内部を、周方向に連続する壁により、外部と遮断することができるので、内部への水の侵入を防止することができる。また、水密突起14は、内筒部材10と一体に形成される。よって、シールゴムのように、経時や紫外線の影響などによる劣化が抑制される。よって、締結力の低下を防止できる。
(もっと読む)
繊維強化プラスチック製ばね
【課題】圧縮応力による破壊を防止することができる繊維強化プラスチック製ばねを提供する。
【解決手段】FRPばね1は、たとえば積層構造20を有する板ばねである。積層構造20は、たとえば第1繊維層21、圧縮側第2繊維層22、および、引張側第2繊維層23を有する3層構造である。第1繊維層21は、引張弾性率E1を有している。圧縮側第2繊維層22および引張側第2繊維層23は、引張弾性率E1よりも小さな引張弾性率E2を有している。第1繊維層21は、中立軸Saに対する上側領域である圧縮応力領域21Aと、中立軸Saに対する下側領域である引張応力領域21Bを有している。中立軸Saは、板厚方向の中心よりも圧縮応力発生領域側に位置している。中立軸Saから圧縮応力発生領域側の表面までの厚さが薄くなるから、片振りの曲げ荷重の負荷時の圧縮変形を小さくすることができる。
(もっと読む)
防振装置
【課題】外筒部材に縮径方向への絞り加工を施して、防振基体の耐久性の向上を図りつつ、外筒部材の軸方向端部における接着界面の破壊を抑制することができる防振装置を提供すること。
【解決手段】外筒部材20が、小径筒部21と、その小径筒部21よりも大径に形成される大径筒部22とを備え、絞り加工が大径筒部22のみに施される。
(もっと読む)
1 - 20 / 391
[ Back to top ]