
Fターム[3J062BA06]の内容
Fターム[3J062BA06]に分類される特許
1 - 17 / 17
ボールねじ
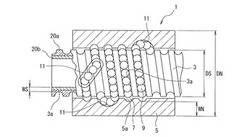
【課題】優れた精度を有する中空のねじ軸を備えたボールねじを提供する。
【解決手段】ボールねじ1は、螺旋状のねじ溝3aを外周面に有する中空のねじ軸3と、ねじ軸3のねじ溝3aに対向する螺旋状のねじ溝5aを内周面に有するナット5と、両ねじ溝3a,5aにより形成される螺旋状のボール転走路7内に転動自在に装填された複数のボール9と、ナット5に一体に形成され、ボール転走路7内のボール9をボール転走路7の終点から始点へ戻し循環させる循環部11と、を備えている。そして、半径方向の剛性については、ナット5の方がねじ軸3よりも高いものとなっている。
(もっと読む)
ねじ軸及びその製造方法並びにボールねじユニット

【課題】優れた精度及び強度を有する肉厚の小さい中空のねじ軸及びその製造方法を提供する。また、小型・軽量のボールねじユニットを提供する。
【解決手段】鋼製の棒状素材20の外周面に転造を施して螺旋状のねじ溝3aを形成した後に、外周面に熱処理を施した。そして、熱処理が施された棒状素材20に中ぐり加工を施して管状に形成し、中空のねじ軸3を製造した。このねじ軸3のねじ溝面の硬さはHv600超過であり、内周面の硬さはHv180超過Hv400未満であり、肉厚は0.65mm以上且つ内半径の50%以下である。このねじ軸3を備えるボールねじ1と、転がり軸受30、固定軸32、及びモータ38の内包物とを組み合わせて、ボールねじユニットとした。これら内包物は、ねじ軸3の中空部内に内包されている。
(もっと読む)
ラックバーおよびその製造方法
【課題】自動車用のステアリング装置に使用されるラックバーにおいて、軽量化を図ると同時にピニオン歯の耐久強度を高める。
【解決手段】このラックバー6は、所定の基準円SCに対応する外径を有する円筒状のバー本体11と、ピッチ平面PPに沿って形成されたラック歯12とを備えている。ラック歯12の歯幅L1は、基準円SCがピッチ平面PPによって切り取られた弦の長さL2より広い。ラックバー6全体が中空状であるため、ラックバー6が軽くなる。ラックバー6と噛み合うピニオン軸の歯元応力が減少し、ピニオン歯の耐久強度が高まる。
(もっと読む)
ネジ軸の製造方法及び電動パワーステアリング用ネジ軸
【課題】歩留まりのよいネジ軸の製造方法及び電動パワーステアリング用ネジ軸を提供する。
【解決手段】二つの製品2、2の軸長の和に略等しい長さの円柱状素材1の軸方向中央部にのみ、前記二つの製品2、2の必要ネジ長さの和より長い範囲の転造を行い、前記二つの製品の軸長に相当する位置で転造を施した円柱状素材を分割することで、一回の分割工程によって、軸端部に完全ネジ部7’を有した製品2が二つ形成されるため、加工コストを抑え、歩留まりを向上させることができる。また、前記転造部3を転造ダイスの長さの二倍と前記二つの製品の必要ネジ長さの和に略等しい範囲とすることで、転造部両端の転造ダイスが通過しない部分に形成される不完全ネジ部6を除いた完全ネジ部7にて、二つの製品の必要ネジ長を得ることができる。
(もっと読む)
ラック軸とその製造方法及びラックピニオン式ステアリングギヤユニット
【課題】ラックピニオン式ステアリングギヤユニットを構成するラック軸7aに関して、製造の過程で、ラック歯17aを精度良く形成できると共に、曲り直しの作業に先立つ曲がり測定を精度良く行え、しかも、使用時の回動阻止機能を高められる構造及びその製造方法を実現する。
【解決手段】前記ラック軸7aを、引抜材を所定の長さに切断して成る中間素材の前面に、前記ラック歯7aを形成する事によって造られたものとし、且つ、前記引抜材の外周面の断面形状を、各頂点がこの引抜材の中心軸を中心とする曲率半径の等しい円弧になった略多角形状とする。前記ラック歯7aの形成作業は、前記中間素材の外周面の一部に非円形係合させた治具により、この中間素材の回転を阻止した状態で行う。前記中間素材の曲がり測定は、この中間素材の外周面のうち、前記円弧部に対応する部分の回転振れを測定する事に基づいて行う。
(もっと読む)
リードスクリューの製造方法
【課題】量産性に富み、製造コスト低廉のリードスクリューが得られるリードスクリューの製造方法の提供。
【解決手段】リードスクリューの製造方法は、フープ材1を準備し(図1(A))、これをその長手方向へ送りながら巻き込み絞り成形でシーム管2を連続形成し(図1(B))、このシーム管2をシーム2aに沿って溶接して溶接部位2bを施し(図1(C))、これを管長方向へ引き伸ばして細径化し(図1(D))、この細径化した管3を切断して所定寸法の管4を得る(図1(E))。この所定寸法の管4の外表面に転造雄ネジ部5aを形成し、リードスクリュー管5を得る(図1(F))。
(もっと読む)
機械要素
【課題】自動車用の、電動モータを有する補助的なラックアンドピニオン式ステアリングシステムのための機械要素を安価に製造する。
【解決手段】機械要素には、軸方向の長さの少なくとも一部に、ネジの形態をした第1の歯部2.1が、ネジ付き駆動部として、円筒形の側面に設けられている。前記第1の歯部2.1は、軸方向への転造プロセスによって製造されており、この転造プロセスは、前記第1の歯部2.1に求められる軸方向の長さに応じて、部分的に連続して実行される。
(もっと読む)
駒式ボールねじ
【課題】正作動、逆作動共に作動効率を向上させ、かつ機械損失を低減させたボールねじを提供する。
【解決手段】外周面に螺旋状のねじ溝2が形成されたねじ軸1と、このねじ軸1に外嵌され、内周面に螺旋状のねじ溝4が形成されたナット3と、対向する両ねじ溝により形成される転動路に収容された複数のボール5と、ナット3の外周面に装着され、このナット3のねじ溝4を連結する連結溝8を有する駒部材7とを備えたボールねじにおいて、ボール径dに対するねじ軸1のねじ溝2の深さtの比率が、t/d=0.20〜0.30の範囲に設定されていると共に、ボール5とねじ溝2との初期接触角αが25〜40°の範囲に設定されている。
(もっと読む)
転動溝付き軸部品
【課題】密着力が高く、運転中にはがれても異音の問題が生じない程度に極めて薄いスケールとし、曲がりの発生を低減し、高周波焼入れされた転動溝の内面がそのまま転動面として使用可能で、生産性に優れ、コスト低下が図れる転動溝付き軸部品を提供する。
【解決手段】転動体が転動する転動溝を有し、少なくとも前記転動溝の内面が高周波焼入れされた軸部品であって、前記転動溝の高周波焼入れされたままの転動溝面の表面粗さRaを1.0未満とし、焼入れ硬化層の有効硬化深さ比を0.15以上で0.45以下とし、高周波焼入れされた転動溝の内面がそのまま転動面として使用されるものである。
(もっと読む)
左右同軸ボールねじ用のねじ軸の製造方法
【課題】左右の各ねじ部におけるねじ溝の位相や、各ねじ部の端部の基準位置を高精度に設定したねじ軸の製造を可能にするねじ軸の製造方法を得る。
【解決手段】転造盤への取り付けの際に予め素材軸に形成した基準平面h3に基づいて位相合わせをして、インフィード転造によって左右のねじ部3,5を個別に形成したねじ軸7に対して、その両端に基準平面h3上の左右ねじ交点15から規定の長さとなる基準端面位置を設定して、基準端面位置がねじ軸7上の各ねじ部の端部となるようにねじ軸7の両端面を端面研削砥石で仕上げる。
(もっと読む)
ねじ付きシャフト及び回転直線運動変換機構
【課題】面取り部及びねじ部に奇数条の雄ねじを形成する際のシャフト本体の湾曲を許容上限値未満に抑える。
【解決手段】プラネタリシャフト本体の素材Wは奇数条の雄ねじを形成予定の本体ねじ部41Aと面取り部41Bとを備え、面取り部41Bは素材Wの軸線に対し傾斜角度α分だけ傾斜する。素材Wは一対のねじ型52の間に配置される。そして、それらねじ型52の一方と他方とを上記軸線と直交する方向に相対移動させると、それらねじ型52の対向面52aに形成された加工歯52bにより本体ねじ部41A及び面取り部41Bに奇数条の雄ねじが形成される。また、面取り部41Bの傾斜角度αに関しては、その傾斜角度αの45°以下の領域のうちの「0」寄りの領域内の値であって、同傾斜角度αの変化に対する雄ねじの形成後におけるプラネタリシャフト本体の湾曲の大きさの変化の変曲点に対応する値以下に設定される。
(もっと読む)
ボールねじ機構のねじ軸及びねじ軸の製造方法
【課題】低コストで不完全ねじ部を抑えたボールねじ機構のねじ軸及びその製造方法を提供する。
【解決手段】ボールねじ機構のねじ軸1に、雄ねじ溝1aに隣接して大径のフランジ部1bを形成する場合でも、その間に雄ねじ溝の溝底径より小径の小径部1cを形成することによって、転造ダイスの端部外周面にテーパ面を形成しなくても、フランジ部1bに干渉することがなく、切削加工等によらず、コスト面で安価であるインフィード転造加工で製造することができる。
(もっと読む)
ラック軸
【課題】 ラック軸において、ラック歯とボールねじ部のそれぞれに適する材料を選択して採用でき、しかもラック歯を備える部分とボールねじ部を備える部分の同軸度を確保すること。
【解決手段】 ラック歯20Aとボールねじ部20Bを備えるラック軸20において、ラック軸本体21の一部にラック歯20Aが形成され、ラック軸本体21の他の部分に挿着されて固定された中空体22にボールねじ部20Bが形成されてなるもの。
(もっと読む)
ステアリング装置
【課題】小型、軽量化すると共に、製造コストを削減した送りねじ機構を有するステアリング装置を提供する。
【解決手段】送りナット55、65のねじ山の幅W2と、送りねじ軸53、63のねじ山の幅W1の比を、送りナット55、65の材料強度と、送りねじ軸53、63の材料強度の逆数に比例して形成している。送りナット55、65、及び、送りねじ軸53、63は、螺合位置のねじ山の耐荷重が同等となるので、送りナット55、65の軸方向の長さ(噛み合い長さ)LNを短くすることができるため、送りナットが小型し、送りナットの重量が軽量になると共に、製造コストを低減することが可能となる。さらに、送りねじ軸53、63のねじ山の幅W1が小さくなるため、送りねじ軸が軽量化され、製造コストを削減することが可能となる。
(もっと読む)
直動装置
【課題】 ボールネジの製造に関して面倒な熱処理作業や熱処理作業後の矯正作業を不要とするとともにそのような熱処理に起因したリード精度の低下を防止し、又、煩雑な接合作業を要することなく、且つ、軸心のズレが発生するようなこともなく、出力軸とボールネジ軸の一体化を図ることが可能な直動装置を提供すること
【解決手段】 モータと、モータによって回転駆動されるボールネジ軸と、ボールネジ軸に移動可能に螺合したボールナットとを具備してなる直動装置において、ボールネジ軸は塑性加工を施されることにより加工誘起変態を生じるオーステナイト系ステンレス鋼製であって、転造されることによりその表面を高硬度のマルテンサイト組織とし内部を非磁性のオーステナイト組織としたもの。
(もっと読む)
ねじ軸形成方法及びボールねじ機構のねじ軸
【課題】
より低コストでボールねじ機構のねじ軸を製造できるねじ軸形成方法及びぞれにより形成されたねじ軸を提供する。
【解決手段】
縮径部10aの外径は、軸線方向外方に向かうにつれて漸次減少しているので、被加工部Waの対応する端部に向かうにつれて、その塑性変形量が減少し、その端部から軸線方向にはみ出す余肉部の形成が抑制されることとなる。
(もっと読む)
インフィード転造ダイス及びボールねじ機構のねじ軸
【課題】ボールの脱落を防止できるねじ軸の加工を容易に行えるインフィード転造ダイス、及びそれにより形成されるボールねじ機構のねじ軸を提供する。
【解決手段】インフィード転造ダイスにより転造加工されたねじ軸1を、ボールねじ機構に組み込んだとき、雄ねじ溝1aと、ダミーの雄ねじ溝1a’、1a’とは位相が異なっているので、雄ねじ溝1aを転動するボール3が、ダミーの雄ねじ溝1a’、1a’側に転動することがなく、ボール3の脱落を防止できる。
(もっと読む)
1 - 17 / 17
[ Back to top ]