
Fターム[4D075AB13]の内容
流動性材料の適用方法、塗布方法 (146,046) | 浸漬 (1,289) | 液体層、粉体層への浸漬 (592) | 槽の構造、形状、材質 (65) | 槽が移動する (16)
Fターム[4D075AB13]に分類される特許
1 - 16 / 16
粉体塗装方法
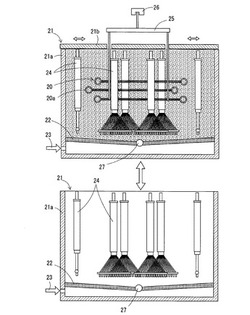
【課題】 凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で塗装することができ、しかも粉体塗料の使用効率がよい粉体塗装装置を提供する。
【解決手段】 多孔質材を介して流動エアーが流入する塗装容器21内に、摩擦帯電により電荷を与えた粉体塗料を、被塗装物20に吐出エアーが当たらないように供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器21内に、被塗装物を浸漬又は通過させることにより、被塗装物20に粉体塗料を付着させるようにした。
(もっと読む)
多孔質基材をコーティング液でコーティングするための方法及び装置
多孔質基材(114)と係合するための係合ヘッド(18)は、所定のピン角度で複数の平行なピン列として配列された複数のピン(30)をそれぞれを含む少なくとも2つのピンの組を有し、直接隣り合う各ピン列のピン同士は、任意のピン列の各ピンのピン角度が隣のピン列の各ピンのピン角度と逆向きで対称となるように配列される。任意のピン列の各ピン(30)が、任意のピンの組が伸長される際に同じ方向に一緒に動き、前記方向がピン列のピン角度によって決定されることにより、隣り合うピン列同士はピンの組が伸長される際に互いに長手方向に反対方向に動く。各ピンの組は1個の作動源によって同時に伸長及び退縮させることができる。  (もっと読む)
(もっと読む)
弾性ローラおよびその製造方法

【課題】塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質な弾性ローラを安定して製造することのできる弾性ローラの製造方法、および均一な表面層を備えた弾性ローラを提供する。
【解決手段】軸芯体と、軸芯体の外周に形成された弾性層と、弾性層の外周に形成された表面層とを有する弾性ローラの製造方法であって、表面層形成用の塗料を弾性層上に塗布する塗布工程を有する弾性ローラの製造方法において、塗布工程に先立って、弾性層の外面の表面自由エネルギーを、10mN/m以上に調整する工程を有する。この方法により製造された弾性ローラ。
(もっと読む)
ローラ基材における上層塗工方法および塗工装置
【課題】本発明は、ローラ基材の外周面全体に塗料を塗布する上層塗工方法において、ローラ基材を液面から離す際の跡が発生せず、比較的短時間で塗膜を形成することができ、かつローラ基材の側面や軸心体への塗料の付着を防ぐことが可能な塗工方法を提供することを課題としている。
【解決手段】本発明に係る塗工方法は、ローラ基材の外周面をおよそ水平な状態で塗料に浸し、該ローラ基材を回転させることで該ローラ基材の外周面に塗料を塗布する塗工方法において、前記ローラ基材と塗工槽中の塗料液面がおよそ水平の状態で該ローラ基材の外周面全体に塗料を付着させる工程と、前記ローラ基材の回転を継続したまま該ローラ基材と塗工槽を同じ方向に同時に傾けて塗料を塗工槽から溢流させる工程と、を有することを特徴とする
(もっと読む)
弾性ローラの製造方法
【課題】本発明の目的は、塗工時の成形性を良化させ、振れ精度が良い弾性ローラの製造方法、弾性ローラを提供することにある。
【解決手段】リング状塗工ヘッドによる液状材料層を形成する工程を有する弾性ローラの製造方法において、該液状材料は、液状ブタジエンゴム、液状イソプレンゴム、液状アクリロニトリルブタジエンゴム、液状エチレン−プロピレン−ジエン共重合ゴムのいずれか1種類以上であり、かつ少なくとも下記カーボンブラックA及びBを下記Cの割合で含有し、該液状材料の降伏応力が20Pa以上600Pa以下であることを特徴とする。
(カーボンブラックA)平均一次粒径:10nm乃至40nm、100質量部。
(カーボンブラックB)平均一次粒径:80nm乃至150nm、100質量部乃至500質量部。
(C)カーボンブラックA+カーボンブラックBは全無機フィラーの90質量%以上。
(もっと読む)
管状体の塗装装置および塗装方法
【課題】塗装時における管状体先端への塗料の付着および管状体内部への塗料の侵入を防止できる管状体の塗装装置を提供する。
【解決手段】本発明の管状体の塗装装置は、管状体の周面を塗料により塗装するものであり、前記管状体を摺動させながら挿入可能な管状体挿入孔11aが形成された弾性部材製の側面部11を有し、側面部11が下方を向くように回転する塗料用容器10と、管状体挿入孔11aに挿入した管状体を引き抜いた際に管状体挿入孔11aに形成される塗料の膜を破裂させる膜破裂機20とを具備する。
(もっと読む)
円筒状部材の内外面同時塗装方法、及び、円筒状部材の内外面同時塗装装置
【課題】装置コストの大幅なアップなしに、柔軟な素材からなる場合であっても、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行う円筒状部材の内外面同時塗装方法を提供する。
【解決手段】円筒状部材をその軸が鉛直になるよう保ちながら内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、円筒状部材の内部となるように設けられた、円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、第1のノズルに対向するように円筒状部材の外部となるように、円筒状部材の外面の全周に対し、円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、により、かつ、第1のノズルから吐出される第1の塗料が円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が円筒状部材の外面に接触する高さと、が同じになる位置で、内外面を同時に塗装する。
(もっと読む)
弾性ローラの製造方法、およびリング塗工機
【課題】軸芯体の周りに液状ゴムを塗工して弾性ローラを製造する際、その塗工時に装置可動部の振動でローラ形状が安定しないことがある。
【解決手段】リング塗工機において、軸芯体101の上下部を保持する保持軸9,10に複数の動吸振器21を永久磁石で取り付け、塗工ヘッド8の環状スリットの中に軸芯体101を通しながら軸芯体101の外周面に液状ゴムを塗布する。動吸振器21は、塗工時の可動体の発生振動をあらかじめ計測器で観察しながら最も効果的に制振できる位置に取り付けられている。さらに、塗工時に可動体に発生した固有振動数に応じて、振動数を調整可能な制振装置を用いてアクティブに振動を収めることも追加可能である。
(もっと読む)
弾性ローラの製造方法
【課題】リングヘッド塗布工程での、特に塗布開始時及び終了時の塗布ムラ・液ダレを防ぎ、弾性ローラに発生する塗布ムラや液ダレを抑えることで画像不良を防ぎ、量産性に優れた高品質な弾性ローラを安定して製造する弾性ローラの製造方法を提供することである。
【解決手段】芯金上に設けられた弾性層に対して所定の間隔を形成する距離に全周に開口されたリング塗布ヘッドの吐出口から塗布液を吐出して薄膜層を塗布する工程を有する弾性ローラの製造方法において、
該塗布工程が、該弾性ローラを保持する部材に塗布液を吐出した後、連続的に該弾性ローラを塗布する工程を有する
ことを特徴とする弾性ローラの製造方法。
(もっと読む)
弾性ローラ及びその製造方法。
【課題】弾性ローラ上端部のハネ量を低減させ、廃棄材料の削減が可能で寸法精度の高い安価な弾性ローラ及びその製造方法を提供する。
【解決手段】内側に開口した環状スリットを有する塗工ヘッドを軸芯体に対し相対的に重力方向に移動させつつ軸芯体外周面上にスリットから未硬化の弾性層材料を吐出して塗工する塗工工程と塗工された未硬化の弾性材料を硬化させる硬化工程とを有する弾性ローラの製造方法において、塗工工程の前にリング状部材をその最大外直径部がスリットの開口部の塗工ヘッド移動方向後方側の端部より後方に配し、塗工工程にてヘッドによって軸芯体外周面上に未硬化の弾性層材料をリング状部材に接触するように吐出して塗工し、硬化工程にてリング状部材を取り外さずに弾性層材料を硬化し、未硬化の弾性層材料の粘度(25℃)10〜5000Pa・sである。この方法で製造された弾性ローラ。
(もっと読む)
塗布装置、塗布方法、及び無端ベルトの製造方法
【課題】芯体の周方向での塗布むらを防止し、良好な塗膜を得ることが可能な塗布装置及び塗布方法を提供すること。また、その装置及び塗布方法を利用した無端ベルトの製造方法を提供すること。
【解決手段】環状塗布槽12へ塗布溶液18を供給する供給管を環状塗布槽12の外枠面(外壁)に周方向に等間隔で設け、そして、塗布溶液18が環状塗布槽12へ同液量及び同液圧で各供給管26から供給する。これにより、芯体の周方向での塗布むらを防止し、良好な塗膜を得ることが可能となる。
(もっと読む)
線状部材の塗布装置及び線状部材の塗布方法
【課題】 塗りムラを解消し、塗布する塗布液が飛散することなく、高所においても作業性の極めて良い線状部材の塗布装置と、線状部材の塗布方法を提供する。
【解決手段】 一対の相互に着脱自在な半割形状の半円筒部材から構成され、半円筒部材を相互に緊締することによって、線状部材を挿通した状態となるような塗布装置本体と、半円筒部材を相互に緊締した装着状態で、半円筒部材内周に形成された塗布液貯留室区画堰部材によって、塗布装置本体内部に画成される塗布液貯留室と、半円筒部材を相互に緊締した装着状態で、塗布装置本体内部に画成され、塗布液貯留室の一端側に形成される塗布液回収室とを備え、塗布装置本体を線状部材に沿って移動させ、線状部材が塗布液貯留室を通過し、線状部材の表面に塗布液を連続的に塗布する構成で、塗布液貯留室から漏出した塗布液を、塗布液回収室を介して回収するように構成し、線状部材の表面に塗布液を連続的に塗布する。
(もっと読む)
シームレス薄肉チューブの製法
【課題】コピー機の転写用ベルトに用いる薄肉樹脂チューブの肉厚の精度を高める。
【解決手段】円柱状芯体1の外側に環状の塗布ヘッド2を嵌め、塗布ヘッドの内周面を一周した環状のノズル開口22から粘度が30〜1000Pa・sの樹脂ワニスWを芯体表面に供給しつつ、且つ、芯合せ手段4によって塗布ヘッドと芯体の互いの軸芯を一致させつつ、芯体を引き上げる。掻取り縁20と芯体との間に生じる微細幅の環状の隙間Sを通過した厚みで芯体に樹脂ワニスを塗布する。
(もっと読む)
塗布方法およびこれに用いる円筒状芯体
【課題】リングコート法により円筒状芯体外周面に塗膜を形成した場合の膜厚ムラを抑制する塗布方法を提供すること。
【解決手段】 円筒状芯体1A,1Bを塗布液に浸漬する浸漬工程と、前記塗布液中に浸漬させた前記円筒状芯体を、該円筒状芯体の外径よりも大きな内径を有し、前記塗布液上に浮かべたリング5の孔を通過させつつ略鉛直方向に沿って上方に移動させる円筒状芯体移動工程とを経て、前記円筒状芯体の外周面に塗膜を形成する塗布方法において、少なくとも前記円筒状芯体移動工程において、前記円筒状芯体の外周面にピン4が設けられていることを特徴とする塗布方法。
(もっと読む)
塗膜付円筒体の製造方法及び装置
【課題】デッピング塗工後に塗工液の乾燥を可能にして、均一な塗膜を形成した塗膜付円筒体を製造することができる塗膜付円筒体の製造方法及び装置を提供する。
【解決手段】中空円筒状基体1を上下の基体支持具2,3によってその両端で支持する。基体支持具によって支持された中空円筒状基体の軸方向に塗工桶7を移動し、中空円筒状基体の表面に塗工液を塗工する。加熱源15,38を中空円筒状基体の軸方向に駆動手段17,40によって駆動し、中空円筒状基体の表面温度を非接触で検出する温度検出手段19,19aで検知した温度により加熱源を制御する。
(もっと読む)
円筒状基材の位置決め方法及びその位置決め装置
【課題】 円筒状基材の塗布膜の膜厚変動がなく、ビード切れのない優れた塗布方法及びその塗布装置を提供。
【解決手段】 塗布液を分配する環状のスリットを形成する塗布液分配スリットの入口開口部より塗布液を供給し、前記入口開口部の内方に設けた塗布液分配スリットの出口開口部より塗布液を流出させ、前記出口開口部より内方で下側に傾斜し円筒状基材の外周面に近接した環状端部まで延びるホッパー面に塗布液を流出させ、前記ホッパー面に対し前記円筒状基材を上方向に垂直移動させながら、前記円筒状基材の外周面と前記ホッパー面の環状端部との間に連続的に塗布液を供給して前記円筒状基材の外周面上に塗布し塗布膜を形成する塗布方法において、前記ホッパー面の環状端部の真円度をHRD(μm)としたとき、1.0<HRD<10なる条件を満足する前記ホッパー面の環状端部に塗布液を流すことを特徴とする塗布方法である。
(もっと読む)
1 - 16 / 16
[ Back to top ]