
Fターム[4D075AE13]の内容
流動性材料の適用方法、塗布方法 (146,046) | 連続又は同時塗布 (4,401) | 連続して塗布 (3,939) | 片面の重ね塗り(隣接面を含む) (3,707) | 下層塗布層が完全固化以前に重ね塗り (1,362) | 半乾燥、半硬化処理まで行う (49)
Fターム[4D075AE13]に分類される特許
1 - 20 / 49
熱放射膜の製造方法及び製造装置
【課題】厚さ方向に組成が変化する傾斜機能材料を用いた熱放射膜を効率よく生産する。
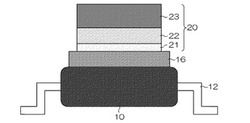
【解決手段】第1の材料を含む第1の機能性インクを第1の吐出ヘッドから吐出し、当該吐出された前記第1の機能性インクを基材(10)上に付着させて第1の材料層(21)を形成する工程と、第1の材料とは組成が異なる第2の材料を含む第2の機能性インクを第2の吐出ヘッドから吐出し、当該吐出された第2の機能性インクを基材上に付着させて第2の材料層(22)を形成する工程と、を含み、基材(10)上に第1の材料層(21)と第2の材料層(22)とを含む複数の層が積層された構造を有する傾斜機能材料(20)を形成する。
(もっと読む)
反射防止膜の製造方法
【課題】生産性に優れ、大面積化にも対応できる、光透過性、反射防止性、及び密着性に優れる屈折率傾斜膜を有する反射防止膜を製造する方法を提供すること。
【解決手段】基材上に、厚み方向において前記基材に最も遠い側から前記基材に最も近い側に向かって可視光領域の屈折率が1.0から2.5の範囲で連続的に大きくなる屈折率傾斜膜を有し、可視光領域の透過率が70%以上の反射防止膜の製造方法であって、屈折率が異なる少なくとも2種の有機材料をインクジェット法により前記基材上に吐出して前記屈折率傾斜膜を形成する、反射防止膜の製造方法。
(もっと読む)
複層塗膜形成方法
【課題】中塗り塗料の塗装工程を省略して、酸化チタンを所定量の配合した水性着色塗料を用いた複層塗膜形成方法において、隠ぺい性に優れた高明度塗色、特に、白色乃至淡彩色の複層塗膜を形成する方法を提供する。
【解決手段】基材上に、塗膜のL値が30〜50である電着硬化塗膜を形成する工程と、比表面積13m2/g以下の酸化チタンを塗料固形分全量に対して50〜60質量%含有する第1水性着色塗料(A)を塗装する第1着色塗膜塗装工程と、該塗膜へ予備加熱を行う予備加熱工程と、予備加熱された第1着色塗膜上にクリヤー塗料(C)の塗装を行うクリヤー塗装工程と、クリヤー塗膜と第1着色塗膜を同時に加熱硬化させる硬化工程を有し、第1着色塗膜のL値が85以上であって、かつ第1水性着色塗料(A)の塗着2分後の塗料固形分含有量が塗装直前の塗料固形分含有量と比較してその差が11質量%以下であることを特徴とする複層塗膜形成方法。
(もっと読む)
防食方法

【課題】チタン箔を鋼構造物の表面に密着させることができ、より優れた防食能を鋼構造物に付与することができる防食方法の提供。
【解決手段】鋼構造物の表面をチタン箔で被覆して防食する防食方法であって、前記鋼構造物を構成する鋼材の表面上に塗料を塗布して塗料層を形成する塗布工程と、前記塗料層の表面上であって、前記鋼材が有する溶接ビード部の上以外の部分に、前記チタン箔を被覆する被覆工程と、前記塗料層の表面上であって、前記チタン箔が被覆されていない部分に、チタンテープを貼り付ける貼付工程とを具備する防食方法。
(もっと読む)
複層塗膜形成方法
【課題】様々な水性塗料を使用する複層塗膜の製造方法に適用しうる、黄変抑制法を提供する。
【解決手段】被塗装物の上に形成された中塗り塗膜、該中塗り塗膜の上に形成されたベース塗膜、および該ベース塗膜の上に形成されたクリア塗膜を少なくとも含む複層塗膜の形成方法であって、該方法が:
該中塗り塗膜の上にベース塗料を塗装して、未硬化のベース塗膜を形成する工程;
時間t(分)および温度A(℃)が、3≦t≦20かつ-40/17(t-54)≦A≦140、または20<t≦30かつ80≦A≦140を満たす時間および温度条件で、未硬化のベース塗膜をプレヒート処理する工程;
プレヒート処理された未硬化のベース塗膜の上にクリア塗料を塗装して、未硬化のクリア塗膜を形成する工程;ならびに
未硬化のベース塗膜およびクリア塗膜を加熱硬化させて複層塗膜を形成する工程;
を含む、前記複層塗膜の形成方法。
(もっと読む)
パターン形成体の製造方法および製造装置、カラーフィルタの製造方法、インクジェット印刷装置
【課題】インクジェット印刷装置を用いて画素が平坦な、むらのないパターン形成体を製造する際に、大型な装置を用いることなく、かつ生産性に優れた製造方法および製造装置を提供することである。
【解決手段】多数の領域に区分けする隔壁を有する基板にインクジェット印刷装置にて隔壁内にインクを塗工することにより画素を形成する際に、基板の加熱とUV露光による初期インク硬化工程をインクジェット塗工の間にはさむことで画素が平坦となる。また、初期インク硬化工程後に画素検査工程を用い、その情報に応じてインクジェット塗工量を調整することでむら不良のないパターン形成体が製造できる。
(もっと読む)
塗装方法
【課題】物品を塗装するに当たって乾燥工程の簡素化できる塗装方法を提供する。
【解決手段】物品に塗装を施工するに当たって、下塗りを含めてセッティング時間(T)経過後に少なくとも2層以上塗布して乾燥する。そして、前記物品の塗装の品質は、レーザー光を照射した箇所の塗料の状態で判断する。
(もっと読む)
流体噴射装置、及び画像形成方法
【課題】簡易な方法にて、偽造や複製を防止できる画像を形成することにある。
【解決手段】有色の流体と無色の流体とを媒体に噴射する噴射部と、前記媒体上の流体に紫外線を照射する照射部であって、前記流体を硬化させるための第1紫外線と、前記第1紫外線よりもエネルギーが小さい第2紫外線とを照射する照射部と、前記噴射部による流体の噴射動作と、前記照射部による紫外線の照射動作とを制御するための制御部であって、前記有色の流体を前記媒体に噴射させた後に、前記有色の流体に前記第2紫外線を照射させ、前記第2紫外線が照射され半硬化状態の前記有色の流体の上に、前記無色の流体を噴射させた後に、前記無色の流体に前記第1紫外線を照射させる制御部と、を備えることを特徴とする流体噴射装置。
(もっと読む)
塗装物の生産方法及び塗装物生産設備
【課題】工数を削減できると共に、エネルギの使用量を削減できる塗装物の製造方法を提供すること。
【解決手段】被塗装物に水性の第1塗料を塗布する第1塗料塗布工程S1と、第1塗料による塗膜が形成された被塗装物に、水性の第2塗料を塗布する第2塗料塗布工程S3と、第2塗料により形成された塗膜を半乾燥させるフラッシュオフ工程S4と、第2塗料により形成された塗膜上にクリア塗料を塗布するクリア塗料塗布工程S5と、3つの塗膜を形成した後に、高温乾燥を行う乾燥工程S6と、を備える塗装物の生産方法において、フラッシュオフ工程S4は、40度以下の温度の半乾燥を行う。
(もっと読む)
フラッシュオフ装置および塗装方法
【課題】複雑な形状を有する被塗物の各部位を均一に仮乾燥することのできるフラッシュオフ装置を提供する。
【解決手段】炉体6内部の被塗物Wの搬送経路5に向けて熱風を噴出する上部熱風噴出ダクト7を、搬送経路5の長手方向で複数の熱風噴出ゾーンA1〜A7に区分する。各熱風噴出ゾーンA1〜A7には熱風噴出パターンの大きさが互いに異なる第1熱風噴出口19と第2熱風噴出口20がそれぞれ設けられていて、図示外の給気制御装置が、各熱風噴出ゾーンA1〜A7毎に、熱風を噴出する熱風噴出口を上記両熱風噴出口19,20から選択し、熱風噴出パターンの大きさを制御する。
(もっと読む)
被膜形成方法
【課題】MEMSの作製に好適な被膜形成方法を提供する。
【解決手段】第1の塗布工程ではホットプレート4によって塗布液を加熱してリフローする。この加熱処理によって、塗布液は下方に下がり、少なくとも凹部の底部から壁部の中間深さ位置に至るまで被膜7を形成することができる。そして、第2の塗布工程では、スプレーノズルから噴霧された塗布液9は、凹部の底部までは届きにくいため凹部の中間深さ位置から凸部3の上面に至るまでの領域に被膜10が形成され、この被膜10をベークする。この被膜10と前記被膜7によって、凹部の全面に均一な厚さの被膜11が形成される。
(もっと読む)
加飾表面を備えた加工品の製造方法
【課題】本発明の目的は、写真等の転写技術や特殊な塗料を必要とせず、フィルム等の貼り合わせを不要とした加飾表面を備えた加工品の製造方法を提供する。
【解決手段】本発明は、加飾表面を備えた加工品の製造方法であり、基材に絞を形成する絞付き基材の形成工程10と、絞付き基材の形成工程で形成された基材を脱脂する脱脂工程と20、脱脂工程の後で、第1の塗料を塗布する第1中塗り工程30と、第1中塗り工程の後で、半乾燥した状態で、第2の塗料を塗布する第2中塗り工程50と、第2中塗り工程の後で、乾燥させる乾燥工程60と、乾燥工程の後で、塗布面を研磨する研磨工程70と、研磨工程の後で、漆により仕上げ層を形成する仕上げ塗布工程80と、仕上げ塗布工程の後で、漆に紫外線を照射する工程90と、を備えた。
(もっと読む)
光輝性塗膜形成方法および光輝性塗装物
【課題】耐候性があり、高光沢を有し、めっき調塗膜よりも金属粒子感を感じさせない金属感または着色性金属感を呈する光輝性塗膜を提供すること。
【解決手段】
被塗基材に、貴金属または銅のコロイド粒子を含む貴金属または銅のコロイド粒子溶液を含有する光輝性ベース塗料により光輝性ベース塗膜を形成した後、上記光輝性ベース塗膜を加熱またはセッティングし、次いで所定の工程によりクリヤー塗膜を形成する光輝性塗膜形成方法。
(もっと読む)
複層塗膜形成方法
【課題】平滑性及び鮮映性に優れた塗膜を形成できる複層塗膜形成方法を提供すること。
【解決手段】被塗物上に、第1着色塗料(X)、水性第2着色塗料(Y)及びクリヤー塗料(Z)を順次塗装し、形成される第1着色塗膜、第2着色塗膜及びクリヤー塗料(Z)を同時に焼付け硬化させることを含んでなり、水性第2着色塗料(Y)が第1着色塗膜のゲル分率が5質量%以上40質量%未満の範囲内にあるときに塗装され、かつ第1着色塗料(X)が、酸成分(a1)及びアルコール成分(a2)の反応によって得られ、かつ酸成分(a1)中の脂肪族多塩基酸(a1−1)の含有量が、酸成分(a1)の総量を基準として20〜70mol%の範囲内であり、かつ酸価が15mgKOH/g以下である水酸基含有ポリエステル樹脂(A)、及びポリイソシアネート化合物(B)を含有することを特徴とする複層塗膜形成方法。
(もっと読む)
複合被膜が塗装されたハードディスク駆動装置のスピンドルモーター部品およびその複合塗装方法
【課題】本発明は、表面塗装がなされたモーター部品の技術分野に属する、複合被膜が塗装されるハードディスク駆動装置のスピンドルモーター部品およびその複合塗装方法を提供する。本発明のハードディスク駆動装置のスピンドルモーター部品は、モーター部品のボディーおよびボディーに塗装された複合被膜を備え、該複合被膜は、内側の電着被膜および外側のスプレーコーティングからなる。本発明の複合塗装方法は、モーター部品のボディーの表面に電着被膜を塗装するステップと、その電着被膜にスプレーコーティング膜を塗装するステップとを有する。モーター部品の電着被膜における錫の含有量を増加することで、電着塗料の純度に対する要求を低減し、磁気記憶媒体に悪影響を与えない。また、本発明の複合被膜により、モーター部品の表面に露出された電着治具跡が存在せず、被膜のモーター部品に対する完全な被覆を実現できるため、部品全体の良好な耐食性を確保する。  (もっと読む)
(もっと読む)
給水管のライニング方法
【課題】建造物内の既設配管の内部をライニング方法であって、塗料を供給する塗装始端側の第1のエルボ内部の塗膜を厚く形成する。
【解決手段】既設配管のメータ取り付け基端部側から先端部側までと各分岐された支管毎に塗装区間を区分し、各区分された塗装区間をそれぞれ分岐された各支管の端部エルボから塗料を供給し基端部側に向けて塗料を吹き延ばして所要厚さの塗膜を配管全長に形成した後に、各分岐された支管の端部エルボ2aにソケット状の塗料収納部10を有する塗料供給部6と加熱流体の送気手段9とを接続し、塗料収納部10にコマ部材11の抵抗体を配設すると共に所要量の塗料を収容し、送気手段9により塗料収納部11の塗料を端部エルボ2aに吹き付けて塗装するものであって、塗料が供給されて塗装が行われる始端側の端部エルボ2aの内面の塗膜を厚く形成できるのであり、全体としてバランスの良い厚さの塗膜を形成することができる。
(もっと読む)
木目模様付き構造材料
【課題】木質の雰囲気を感じとることができる木目模様付き構造材料を提供する。
【解決手段】構造材Aの表面に木目模様塗膜1が形成され、その上面に保護用塗膜2が形成されている。木目模様塗膜1は、塗装された塗膜が半乾きの状態でハケ状物で掻取って多数本の筋を付けたものである。構造材Aの表面に塗料を塗り、塗料が半乾きの状態でハケ状物で掻取り、その上面に保護塗装をし、乾燥させる。構造材の表面の木目模様が構造材を木質材料であるかのように見せるので、木質材の温かみのある雰囲気を演出できる。また、保護塗料によって木目模様が保持されるので、長期にわたって木質材の雰囲気を演出できる。
(もっと読む)
複層塗膜、複層塗膜の塗装方法、及び複層塗膜で塗装された自動車
【課題】1種類の塗料で、主剤と硬化剤の供給比率を制御するのみでダブルクリア塗装系を成立させる。
【解決手段】被塗装物上に、中塗層を塗布する工程と、ベース層を塗布する工程と、クリア層を塗布する工程とから少なくともなる複層塗膜の塗装方法であって、該クリア層を塗布する工程が2層以上の2液ポリウレタン系塗膜を塗布する工程からなり、該ベース層に接するアンダークリア層における水酸基含有化合物(A成分)の水酸基量とポリイソシアネート(B成分)のイソシアネート基量の比率(OH/NCO)が、該アンダークリア層に接するトップクリア層における水酸基含有化合物(A成分)の水酸基量とポリイソシアネート(B成分)のイソシアネート基量の比率(OH/NCO)より大きくさせて該アンダークリア層及び該トップクリア層を塗布することを特徴とする複層塗膜の塗装方法、及び得られた複層塗膜。
(もっと読む)
塗膜形成方法
【課題】 加工性、下層塗膜との密着性及び耐侯性に優れるプレコート鋼板を提供すること。
【解決手段】 表面に化成処理が施されていてもよい金属板上に、少なくとも1層の下層塗料(I)の半硬化塗膜を形成し、該半硬化塗膜上に、上塗塗料(II)を塗装し、次いで加熱硬化することを特徴とする塗膜形成方法。
上塗塗料(II):特定組成(A)と組成(B)を、組成(A)と組成(B)の固形分合計100質量部に基づいて、組成(A)/組成(B)=30/70〜80/20(質量部)で含有する。
(もっと読む)
塗装システム及び塗装方法
【課題】設備全体のコンパクト化を図るとともに、多品種少量生産に容易に対応することができ、効率的な塗装作業を遂行することを可能にする。
【解決手段】塗装システム10は、中塗り塗装工程14、上塗り塗装工程16及び上塗りクリア塗装工程18が、塗装流れ方向に沿って配設される。中塗り塗装工程14は、第1中塗り塗装ステーション30a〜第4中塗り塗装ステーション30dを互いに並列して設けるとともに、前記上塗り塗装工程16は、第1上塗り塗装ステーション34a〜第6上塗り塗装ステーション34fを互いに並列して設ける。少なくとも第1上塗り塗装ステーション34a〜第3上塗り塗装ステーション34cは、塗装色の異なる複数台の塗装ロボット36a、36b及び36cを備えている。
(もっと読む)
1 - 20 / 49
[ Back to top ]