
Fターム[4D075BB05]の内容
流動性材料の適用方法、塗布方法 (146,046) | 処理方法 (13,909) | 機械的処理 (1,087) | 押延、圧延、プレス (288)
Fターム[4D075BB05]の下位に属するFターム
エンボス、曲げ、深しぼり、形押し (104)
Fターム[4D075BB05]に分類される特許
101 - 120 / 184
塗装鋼板、加工品及び薄型テレビ用パネル
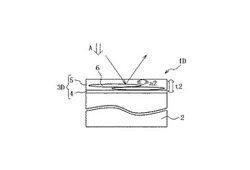
【課題】膜厚10μm以下の薄い塗膜であっても、明度安定性ならびに素地色及び素地疵の隠蔽性に優れる塗装鋼板、加工品及び薄型テレビ用パネル等を提供する。
【解決手段】鋼板2の両面に亜鉛系めっき層及びクロムを含有しない化成皮膜を順次形成し、前記鋼板2の一方の面の化成皮膜上に下塗り塗膜4を形成し、この下塗り塗膜4上に、光を反射する物性を有する鱗片状物質6を含有する有機樹脂皮膜である上塗り塗膜5を形成し、該上塗り塗膜5中に存在する鱗片状物質6による被覆率が30%以上であり、かつ下塗り塗膜4と上塗り塗膜5の総膜厚が10μm以下であることを特徴とする。
(もっと読む)
塗装鋼板、加工品及び薄型テレビ用パネル

【課題】膜厚10μm以下の薄い塗膜であっても、明度安定性ならびに素地色及び素地疵の隠蔽性に優れる塗装鋼板、加工品及び薄型テレビ用パネル等を提供する。
【解決手段】鋼板2の両面に亜鉛系めっき層及びクロムを含有しない化成皮膜を順次形成し、前記鋼板2の一方の面の化成皮膜上に下塗り塗膜4を形成し、この下塗り塗膜4上に、光を反射する物性を有する鱗片状物質6を含有する有機樹脂皮膜である上塗り塗膜5を形成し、前記鱗片状物質の前記鋼板の表面に平行な方向における存在割合が30%以上であり、かつ下塗り塗膜と上塗り塗膜の総膜厚を10μm以下とすることを特徴とする。
(もっと読む)
塗装鋼板、加工品及び薄型テレビ用パネル
【課題】耐塩酸性に優れる塗装鋼板、加工品及び薄型テレビ用パネル等を提供する。
【解決手段】鋼板の両面に亜鉛系めっき層及びクロムを含有しない化成皮膜を順次形成し、前記鋼板の一方の面の化成皮膜上に、塩基性顔料を含有しない下塗り塗膜を形成し、この下塗り塗膜上に、上塗り塗膜を形成し、下塗り塗膜と上塗り塗膜の合計膜厚が30μm以下である耐塩酸性に優れた塗装鋼板であることを特徴とする。
(もっと読む)
生体膜素子およびその製造方法
【課題】本発明は幾何学的表面微細構造が形成された基底基板を利用した脂質二分子膜のうちの特定脂質領域の成長及び分布を調節する方法、前記方法によって調節できる脂質二分子膜を有する生体膜素子の製造方法、及びこれによって製造された生体膜素子に関する。
【解決手段】基底基板上に形成された幾何学的微細構造によって、脂質二分子膜に弾性自由エネルギーが誘導され、これによって、脂質二分子膜のうちの局所的部位での特定脂質領域の成長誘導、成長抑制または分布の調節が可能となる。
本発明によって形成された特定脂質領域の一つである脂質ラフトは、病気誘発及び生体信号伝達に重要な役割を果たす生体細胞膜の特定脂質領域として、本発明の生体膜素子は生体内と類似する環境での膜蛋白質の研究を可能にして、膜蛋白質の研究自体はもちろん、これにより生体信号伝達の研究に非常に有効に用いることができる。
(もっと読む)
アライメント方法、描画方法、アライメント機構および描画装置
【課題】反りのあるワークに対しても正確なアライメントを行うことができるアライメント方法およびアライメント機構を提供すること、また、反りのあるワークに対しても正確に描画することが可能な描画方法および描画装置を提供すること。
【解決手段】テープ80をステージ50に載置するステップ(a)と、押さえ機構34がテープ80の両端部をステージ50に向かって押圧するステップ(b)と、ステージ50がテープ80を吸着するステップ(c)と、によってテープ80の反りを矯正した状態でステージ50に吸着させ、ステージ50をテープ80とともに移動させてアライメントを行う。その後、液滴吐出ヘッドからテープ80へ機能液を吐出するステップと、機能液を乾燥させてテープ80上にパターンを形成するステップと、によってパターンを描画する。
(もっと読む)
コーティング装置及びコーティング方法
【課題】微細な突起間の隙間を簡易な構成で均一に封止できるコーティング装置を提供する。
【解決手段】ワークWの端子形成面に液状コーティング材7が供給された当該ワークWが加圧ステージ9へ搬入されてリリースフィルム10に覆われた加圧板11によって加圧され、リリースフィルム10が貼り付いたままワークWが冷却ステージへ搬入されて所定温度に冷凍した状態でリリースフィルム10が剥離され、加熱ステージでワークWが加熱されて液状コーティング材7が硬化される。
(もっと読む)
接着剤の塗布・乾燥方法並びに塗布・乾燥装置
【課題】芯材表面に表皮を接着固定し、表皮の周縁端末を芯材裏面側に巻込み接着してなる貼り合わせ品における接着剤の塗布・乾燥方法並びに塗布・乾燥装置であって、設備費用を低減するとともに、作業性を高める。
【解決手段】接着剤塗布・乾燥装置20,20Aは、接着剤塗布ブース30と接着剤乾燥炉40とを隣接設置するとともに、両ステージ間を行き来できるように、受け治具50に搬送機構51を設ける一方、接着剤塗布ブース30内で芯材13の表面及び裏面への接着剤の塗布を同一スペースで行なえるように、反転機構52、あるいは反転アーム53を付設する。よって、接着剤塗布ブース30と接着剤乾燥炉40への往復は、搬送機構51を介して行なうことにより、セット作業及び取出作業を廃止でき、設備費用を簡素化するとともに、連続工程を採用することでコストダウンを図る。
(もっと読む)
成膜方法、成膜ユニット及び成膜装置
【課題】本発明の目的は、低エネルギー、低コスト、高生産性で材料提供範囲の広い有機皮膜の成膜方法及び装置を提供することにあり、更に多層成膜が容易かつ高精度に
できる有機皮膜の成膜方法及び装置を提供することにある。
【解決手段】基板の表面に、有機皮膜を形成する成膜方法であって、皮膜材料を粒子状で含有する塗布液を前記表面に塗布する塗布ステップと、塗布液の乾燥を防止し、形成された塗布膜を安定化するステップ、更に、塗布膜を乾燥するステップ、粒子状の皮膜を溶融するステップ、溶融された皮膜を平坦化し、成膜するステップ、をそれぞれ有することを特徴とする成膜方法。
(もっと読む)
ステンレス材料の表面処理方法及びメタルガスケットの製造方法
【課題】比較的小規模な設備で、有機溶剤やアルカリや酸や水系洗浄剤等を使用した洗浄を行わずに済み、廃液の発生とその処理を回避できると共に、揮発性有機化合物が発生するのを防止して、環境保全に大きく貢献できるステンレス材料の表面処理方法、及び、メタルガスケットの製造方法を提供する。
【解決手段】ステンレス材料の表面処理方法では、ステンレス材料の表面に波長172nmの紫外線を発光するキセノンランプによりエキシマ照射して濡れ性を改善し、この濡れ性を改善した表面に表面処理を行い、メタルガスケットの製造方法で、洗浄工程において、金属構成板がステンレス材料である場合に、エキシマ照射によるドライ洗浄を行う。
(もっと読む)
模様面の形成方法
【課題】美観性の高い筋状の模様を簡便な方法によって創出する。
【解決手段】(1)結合材及び有色粉粒体を含有する第1塗材を塗付して着色塗膜を形成する工程、(2)結合材、粒子径1mm未満の粉粒体、及び粒子径1〜10mmの有色骨材を含有し、当該有色骨材として前記着色塗膜と同色である有色骨材を含む第2塗材を塗付する工程、(3)前記第2塗材の塗膜が未乾燥状態であるうちに、塗膜表面に鏝を押し当てながら有色骨材を引きずる工程、によって模様面を形成する。
(もっと読む)
印刷物に高光沢塗工を施すコーティング加工方法
【課題】光沢コーティング加工における種々の欠点を解消し印刷と同時に印刷物に高光沢コーティングを一工程で短時間に経済的に施すことが可能なコーティング加工方法を提供する。
【解決手段】インラインでコーティング組成物を圧着硬化させる方法として内部に紫外線ランプを装着した表面エネルギーが30mN/m以下の透明な円筒シリンダーと圧胴シリンダーからなる装置を有しシリンダー間をコーティングされた印刷物が通過する際に硬化と同時にプレス加工を行うことを特徴とする高光沢なコーティング印刷物加工を施す。
(もっと読む)
飽和ポリエステルとナイロン樹脂の二層コーティングを施した金属被覆
【課題】本発明の課題は、上記の現状に対する要請に応えること、すなわち、人体や自然環境に悪影響がないものであって金属面と密着性がよく、ナイロン樹脂とも親和性が高い素材をプライマーとしたナイロン樹脂の金属被膜を提供することにある。
【解決手段】本発明の金属被覆は、金属表面に飽和ポリエステルの層を介し、その上にナイロン樹脂層が積層されるようにしたもので、その金属被覆方法は、金属素材を235度以上に加熱する工程と、前記加熱された金属素材に融点が230度程度の飽和ポリエステルの粉体を塗布する工程と、該飽和ポリエステルが塗布された上に融点が190度程度のナイロン樹脂の粉体を塗布する工程と、該ナイロン樹脂が塗布された金属素材を水冷する工程とからなる表面に飽和ポリエステルの層を介し、その上にナイロン樹脂層が積層されるようにした。
(もっと読む)
両面金属張積層板の製造方法
【課題】絶縁樹脂層の両側に金属が積層した両面金属張積層板において、極薄化にも対応でき、微細配線加工可能な、シワやカールを抑制した外観不良のない、且つ絶縁樹脂層と極薄銅箔との間の接着性に優れた両面金属張積層板を提供する。
【解決手段】金属箔上に、ポリイミド又は前駆体樹脂溶液を塗布・乾燥を繰り返して多層ポリイミド樹脂層を形成した後、イミド化を行い、ガラス転移温度が350℃以下のポリイミド樹脂層(A)を介して、ポリイミド樹脂層(A)のガラス転移温度以上に加熱して、耐熱性キャリア付き極薄銅箔とロールプレスによって熱圧着した後、ポリイミド樹脂層(A)のガラス転移温度以下に冷却して耐熱性キャリアを剥離することからなる両面金属張積層板の製造方法である。
(もっと読む)
木質材料においてホルムアルデヒド放散を減少させるための方法
本発明は(i)木質材料上に、少なくとも1つのポリアミンおよび場合により混合物に対して20質量%まで尿素を含有する混合物を施与し;(ii)チップケーキまたは繊維ケーキ上またはその中にポリアミンを施与し;(iii)表面加工のために使用される被覆基体上にポリアミンを施与し、かつ/または(iv)露出箇所にポリアミンを施与し;その際、該ポリアミンは、少なくとも500g/モルの分子量および少なくとも6個の第一級または第二級アミノ基を有する、ことを特徴とする、窒素含有化合物を施与することによって木質材料のホルムアルデヒド放散を減少させるための方法に関する。 (もっと読む)
塗装金属板の製造方法
【課題】金属板の表面にすじ状模様を有する意匠性の高い塗膜を簡便な手法で効率よく形成することができ、且つ模様形状の調整が容易な塗装金属板の製造方法を提供する。
【解決手段】金属板1を連続的に搬送しながらこの金属板1の表面に塗装を施す。前記金属板1の搬送経路上において、塗布ロール11を回転させながらその周面に顔料を含有する液状の外層塗料2を供給する。この塗布ロール11の周面上の外層塗料2の表面に複数の突起3を有する模様形成治具4を摺接させる。その後、前記塗布ロール11の周面上の外層塗料2を前記金属板1表面に接触させてこの金属板1表面に塗布する。次いで前記外層塗料2を硬化成膜することで、すじ状模様を有する外層塗膜5を形成する。
(もっと読む)
塗装金属板の製造方法及び塗装金属板
【課題】金属板の表面にすじ状の凹凸模様を有する意匠性の高い塗膜を、作業者の熟練を要することなく、簡便な手法で効率よく形成することができる塗装金属板の製造方法を提供する
【解決手段】金属板1を連続的に搬送しながらこの金属板1の表面に塗装を施す。前記金属板1の搬送経路上において、金属板1の表面に液状の外層塗料2を塗布する。この金属板1上の未硬化状態の外層塗料2に複数の突起3を有する凹凸形成治具4を摺接させる。次いで前記外層塗料2を硬化成膜することで、すじ状の凹凸模様を有する外層塗膜5を形成する。これにより金属板1の連続塗装工程中に凹凸形成治具を配設するだけで金属板1が連続的に搬送されることを利用してすじ状の凹凸模様を有する意匠性の高い外層塗膜5を形成することがでる。
(もっと読む)
粉粒体散布方法及び装置
【課題】 粉粒体の散布対象物に均一散布して接着すること。
【解決手段】 粉粒体散布方法であって、散布対象物1の接着性を帯びた散布区画1Aに粉粒体を投入し、散布対象物1に振動を与え、散布区画1A内の粉粒体を該散布区画1Aの全域に拡散させ、散布区画1A内の粉粒体を圧着手段60、80により散布対象物1に圧着するもの。
(もっと読む)
超疎水性コーティングの調製方法
(a)少なくとも1種の疎水性材料から本質的になるコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、(b)撥水層の上に複数の粒子を配置する工程であって、粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、(c)粒子を撥水層に少なくとも部分的に埋設する工程と、(d)撥水層を少なくとも部分的に硬化させる工程と、(e)少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、を含む方法であって、微細構造コーティングが、コーティングの露出面から基板に向かって先細である複数のキャビティーを含む方法。 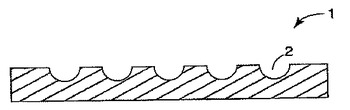 (もっと読む)
(もっと読む)
建築板の製造方法及び建築板
【課題】表面に浅い凹溝が形成されると共にインクジェット塗装が施された建築板を容易に製造することができる建築板の製造方法を提供する。
【解決手段】セメント系無機質板からなる下地材2にインク受理層形成用の組成物を塗布して軟質膜3を形成する。複数の凸部5が設けられた治具4の前記凸部5を軟質膜3に押圧させる。この軟質膜3を硬化させることで表面に複数の凹部6を有するインク受理層7を形成する。このインク受理層7の表面にインクジェット塗装を施す。これにより、凹部を下地材2自体に形成することなくインク受理層7に形成することができて、下地材2に直接凹部を形成する場合のように凹部6がインク受理層7によって埋められて消失したり不鮮明になったりするようなことがなくなる。
(もっと読む)
機能性シート及びその製造方法
【課題】高い平坦性を有する機能層を基材の表面に形成した、変形のない機能性シート及びその製造方法を提供する。
【解決手段】機能性シート10は、基材表面上で機能粒子を含む塗料を乾燥させて基材表面に圧縮前機能層を形成した圧縮前機能性シート10´を製造した後、メタリックホットローラ21とゴムローラ22とで圧縮前機能性シートを挟んでこれらローラ21、22を回転させてローラプレスすることによって製造される。メタリックホットローラは圧縮前機能層の表面に接触し、ゴムローラが基板の裏面に接触し、圧縮前機能性シートはこれらローラの間に挟まれて圧縮される。ゴムローラのショアーD硬度は86以上、90以下の範囲にある。ローラプレスにより圧縮前機能層の表面が250kgf/cm以上の線圧力で加圧され、メタリックホットローラにより圧縮前機能層が100℃を超える温度で加熱される。
(もっと読む)
101 - 120 / 184
[ Back to top ]