
Fターム[4D075BB08]の内容
流動性材料の適用方法、塗布方法 (146,046) | 処理方法 (13,909) | 機械的処理 (1,087) | 切断、打抜き (48)
Fターム[4D075BB08]に分類される特許
1 - 20 / 48
ハードコート層付フィルムの製造方法およびガラス付フィルムの製造方法
【課題】ハードコート層の割れの発生を抑制する。
【解決手段】ガラス面に貼り付けられるハードコート層付フィルムの製造方法であって、
一面に光学用透明粘着層を介して剥離フィルムを貼り付けた基材フィルムの他面に半硬化状態のハードコート層を形成する工程と、前記光学用透明粘着層、前記基材フィルム及び前記半硬化状態のハードコート層を、前記剥離フィルムを残して前記ガラス面の形状に合わせて抜き加工する工程と、抜き加工した後に、前記半硬化状態のハードコート層を硬化させて鉛筆硬度が2H以上となるようにアフタキュアする工程とを含む。
(もっと読む)
間欠シート製造装置および間欠シート製造方法

【課題】ロール転写にて間欠シートを作成する連続的な塗布の場合、精密な間隙の設定が必要で無い間欠シート製造方法を提供することを目的とする。
【解決手段】第二ロール2の表面に塗料6から塗膜7を形成した後に、間欠ロール4に設置された間欠ヘッド5により塗膜7を間欠的に除去し、第三ロール3の表面に沿って走行させるシート8の表面に塗膜7を転写してシート8表面に間欠的に塗膜7を形成して、間欠シート12を作成する。
(もっと読む)
OAローラの製造方法
【課題】均一な塗膜を備えたOAローラを、簡易な工夫で効率的に製造できるOAローラの製造方法を提案する。
【解決手段】棒状の芯材2を、塗布材料の液槽に浸漬して引上げることで塗膜を形成し、該塗膜を硬化させて塗膜硬化層を設けてOAローラ1を製造するに際して、芯材の端部に、塗膜硬化層の目的厚みTaより径方向での厚みTbを厚く形成したキャップ5を装着してから、液槽に浸漬して引上げることで塗膜を形成する塗膜形成工程と、塗膜を硬化させる処理を施す塗膜硬化工程と、キャップの近傍で芯材上の硬化した塗膜を周方向に切断した後、キャップ及び切断された硬化した塗膜を除去して、塗膜硬化層が所定位置に配置されたOAローラを得る塗膜切断処理工程とを、含んでなるOAローラ1の製造方法であって、キャップ5の開口周縁部に沿って形成される、硬化した塗膜のラッパ形状バリ部3prが除去側となるようにして、塗膜切断処理工程での切断位置CPが設定してある製造方法。
(もっと読む)
印刷物の製造方法、印刷物および印刷装置
【課題】色差を有する第1の印刷層と第2の印刷層とを同じ色に見せることができる印刷物の製造方法、印刷物および印刷装置を提供すること。
【解決手段】本発明の印刷物の製造方法は、基材30上の互いに異なる領域に、特性または機能が異なり、かつ色差を有する第1の印刷層および第2の印刷層をそれぞれ第1の硬化型インクおよび第2の硬化型インクを用いてインクジェット方式で印刷する印刷物の製造方法であって、基材30上の第1の印刷層形成領域51と第2の印刷層形成領域52との間の第3の印刷層形成領域53に、第1の硬化型インクの液滴61および第2の硬化型インクの液滴62を、硬化前の状態で、液滴61と液滴62とが重なるように吐出して供給し、第3の印刷層形成領域53に供給された第1の硬化型インクおよび第2の硬化型インクを硬化して第3の印刷層を形成する。
(もっと読む)
化粧コンクリートブロックの製造方法、化粧ブロック塀の構築方法及び化粧コンクリートブロック積層体
【課題】化粧塗装層と被覆材層を形成する化粧コンクリートブロックを短時間で同時に複数個製造できる化粧コンクリートブロックの製造方法を提供する。
【解決手段】本発明の化粧コンクリートブロックの製造方法は、並行配置された各板部材12、13、14の間に複数の素材コンクリートブロック1が並置、積層されてコンクリートブロック積層体10が形成される。そして、この積層体10は加圧固定手段11によって固定されて、側方全表面1Cに下地調整塗材2A、密着塗材2B、装飾塗材2C、被覆塗材2Dが塗装されて化粧塗装層2が形成される。乾燥後、形成された化粧コンクリートブロック積層体3の側方全表面3Aに、被覆材層4が形成され、個々の化粧コンクリートブロック5が、積層線3B、3Cに沿って化粧塗装層2、被覆材層4に同時に一緒に切目4A、4Bが入れられ、化粧塗装層2が被覆材層4によって保護された状態で切り離される。
(もっと読む)
印刷物製造方法及び印刷物製造装置並びに印刷物
【課題】開口部を形成する場合でも、光漏れや印刷層の破損を防止できる印刷物製造方法を提供する。
【解決手段】基材107に所定パターンで印刷層109を設ける工程と、基材及び印刷層を貫通する開口部111を開口部形成領域に設ける工程とを含む。開口部を設ける際に印刷層に加わる衝撃を緩和する緩衝層108を、開口部形成領域の周囲に印刷層に接して局所的に設ける工程を有する。
(もっと読む)
基板への塗布膜形成方法
【課題】基板端部での膜厚変化を抑制して基板全面に均一な膜厚の塗布膜を形成するとともに、基板を設置した架台や基板の塗布が不要な面の材料付着による汚れを防ぐことができる基板への塗布膜形成方法を提供すること。
【解決手段】基板2の側面にダミー基板3を密着させ、基板2とダミー基板3に跨がるように材料4を塗布し、塗布した材料4が乾燥することによって形成された塗布膜を基板2とダミー基板3の境界で切り離すことによって基板2の塗布面に塗布膜を形成する。ここで、ダミー基板3として基板2と同一高さのもの、或いは基板2よりも高さの高いものを使用する。
(もっと読む)
板状建材の製造方法及び板状建材
【課題】表面の溝部と表面側縁部の面取り部との色差を緩和し得る板状建材の製造方法及び板状建材を提供する。
【解決手段】板状建材の製造方法は、板状の基材10の表面側縁部の面取り部17に粗面処理を施した後に、この面取り部及び前記基材の表面に形成された溝部16を含み、当該基材の表面10aの全体に亘って塗装を施して板状建材1を製造する。
(もっと読む)
液体描画方法、液体描画装置および太陽電池用機能性マスク
【課題】線パターンの膜厚を幅方向に所望の一定厚に均一化し得る液体描画方法を提供する。
【解決手段】直線状に並んだ複数のノズルを有するインクジェットヘッドを用いて等間隔の線パターン1を描画する。線パターン1の幅方向のエッジ部3や中央部4について、その領域に塗布するノズルを選択し、線パターン1の膜厚が幅方向に一定化するように塗布量を調整して描画する。
(もっと読む)
カバーフィルムの製造方法及びカバーフィルム用フィルム
【課題】構成材料の材質や層厚にかかわらず、割れや亀裂跡(白濁)を発生させることなく、打抜き加工処理を適用できるカバーフィルムの製造方法を提供する。
【解決手段】コート層3Aを基体シート2A上に流体状に形成するコート層形成(工程P2)と、コート層3Aが形成された基体シート2Aをロール状に巻いたときにコート層3Aが相対する部材に貼り付かず且つ刃4で抜き加工したときにコート層3Aにクラックが入らない硬度である第1硬度にコート層3Aを硬化させる第1硬化工程(P3)と、第1硬化工程(P3)の後、基体シート2A及びコート層3Aを含むフィルム(6)を抜き加工によって所望の形状に形成する抜き加工工程(P4)と、抜き加工工程(P4)後のコート層3Aを第1硬度よりも高い第2硬度に硬化させる第2硬化工程(P5)とを有するカバーフィルムの製造方法である。
(もっと読む)
塗工層を有するシートの製造方法
【課題】粘性体の付着に起因する切断刃の錆の発生や、切断性の低下が防止された、塗工層を有するシートの製造方法を提供すること。
【解決手段】連続長尺物からなる基材シート1を走行させつつ、その走行方向と交差する方向にわたって該基材シート1を順次裁断して、個別化された複数の基材シート1Aを得;個別化された各基材シート1Aを、それらの走行方向の前後に間隙を設けずに配置した状態下に走行させつつ、個別化された各基材シート1Aの一方の面に粘性体を塗工して塗工層を形成し;塗工層を有する個別化された各基材シート1Bを、それらの走行方向の前後に間隙が生じるように該シート1B間の距離を広げて走行させる。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法
【課題】大幅な設備改造を要することなく、既設備のマイナーな改造で足り、薬液を付与したティシュペーパー製品と薬液を付与しないティシュペーパー製品との切り換えが容易である生産性に優れたティシュペーパー製品用二次原反ロールの製造方法を提供すること。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を塗布する薬液塗布工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
塗装鋼板のせん断加工方法
【課題】塗装鋼板にせん断加工を施す際、被加工板が比較的厚い塗膜を有する塗装鋼板であってもエナメルヘアの発生を抑制したせん断加工方法を提供する。
【解決手段】ダイ上に載置した塗装鋼板にパンチを押込んでせん断加工を行う際に、先端にコーナーRが付された予備パンチを押付けてせん断部位の塗膜厚を薄くした後にせん断用パンチを押込む。
材料の内側をせん断加工する場合には、前記予備パンチ及びせん断用パンチとして先端の平面部に凹部が形成されるものを用いる。
(もっと読む)
液滴吐出装置、液滴吐出方法及びカラーフィルターの製造方法
【課題】複数の領域毎に所望の量の液状体を生産性良く塗布可能な液滴吐出装置を提供する。
【解決手段】液滴吐出装置は液滴29を吐出するノズルを複数有する液滴吐出ヘッド22を備える。液滴吐出ヘッド22は複数種類の吐出量の液滴29を同時に吐出する。液滴吐出装置は吐出制御部を備え、吐出制御部はノズル毎に吐出量を制御する。液滴吐出ヘッド22はノズル毎に液滴29を吐出する駆動素子を備え、吐出制御部は吐出量に対応する駆動波形74を駆動素子毎に出力し、駆動素子は駆動波形74に応じて液滴29を吐出する。
(もっと読む)
配向した磁性粒子をインクに含むセキュリティスレッドまたはセキュリティストライプ、ならびにこれを製造する方法および手段
粘着体塗布方法、及び粘着体塗布装置
【課題】枚葉シートの所定領域に安定して粘着体を塗布可能な粘着体塗布方法、及び粘着体塗布装置を提供する。
【解決手段】粘着体塗布方法は、シート11が位置決めされた基台15又は粘着体8を有するシート体31が掛け渡されたローラ38を移動し、前記シート11の表面に前記ローラ38を押し付けて前記シート11に前記粘着体8を塗布する。
(もっと読む)
ティシュペーパー製品の製造方法及び製造設備
【課題】低コストで薬液塗布を行うことができ、且つ、薬液塗布の有無を容易に切り替え可能であるティシュペーパー製品用二次原反ロールの製造方法を提供すること。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を塗布する薬液塗布工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
個別量の高粘性液体の噴射
接着剤吐出システムは、ある態様において、入口と出口とを有する吐出モジュールと、低圧に維持されるホットメルト接着剤の供給部と、供給部と吐出モジュールの入口との間を連通させる低圧液体通路とを備える。液体材料が、入口を通して低圧で受け取られ、吐出モジュールは、出口において高圧を急速に発生させて液体材料を出口から噴射する。別の態様では、液体材料を噴射する装置が、液体チャンバーを有する吐出装置本体を含む。ピストンが、液体チャンバー内に、ピストン先端が相補的な形状の窪みから離間している位置から、ピストン先端が窪みを効果的にシールする位置へ、次いで、ピストン先端が窪み内に受け入れられて個別量の液体材料を窪みから変位させる位置まで移動可能に配置されている。  (もっと読む)
(もっと読む)
表面処理鋼板およびその製造方法およびこれらを用いた塗装方法
【課題】 リン酸亜鉛化成処理やジルコニウム系化成処理と言った塗装下地処理を行わずに塗装、特に電着塗装を施しても、塗装下地処理を行った場合と同等以上の塗装後耐食性および塗膜密着性を得ることのできると共に、防錆油の除去性に優れた表面処理鋼板およびその製造方法の提供。
【解決手段】 粒子状Biが鋼板表面に付着し、その上に防錆油が0.5〜2.0g/m2塗油されていることを特徴とする表面処理鋼板。
(もっと読む)
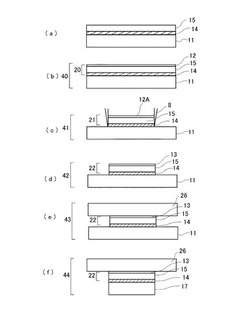
ハードコート積層体の製造方法
【課題】打ち抜き加工を施すにもかかわらずハードコート層のクラックの発生を防止できる上に表面硬度を高くできるハードコート積層体の製造方法を提供する。
【解決手段】本発明のハードコート積層体1の製造方法は、未硬化塗膜をゲル分率が10質量%を超えかつ70質量%以下になるように予備硬化させて、半硬化状態のハードコート層を形成する予備硬化工程と、半硬化状態のハードコート層の基材11と反対側の面に保護フィルム20を貼合して半硬化積層体を得る半硬化積層体作製工程と、前記半硬化積層体を打ち抜き加工する打ち抜き工程と、打ち抜き加工した半硬化積層体の半硬化状態のハードコート層を、ゲル分率が75質量%を超えかつ100質量%以下になるように完全硬化させてハードコート層13を形成する本硬化工程とを有する。
(もっと読む)
1 - 20 / 48
[ Back to top ]