
Fターム[4D075DA20]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 外面 (285)
Fターム[4D075DA20]に分類される特許
41 - 60 / 285
プライミング処理方法及びプライミング処理装置
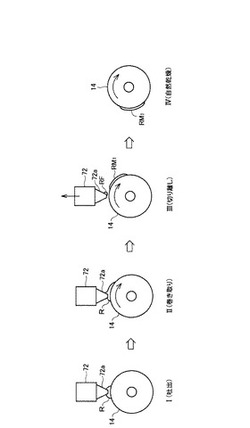
【課題】プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減す
ること。
【解決手段】スリットノズル72の吐出口をプライミングローラ14の頂部に
対して平行に対向させ、プライミングローラ14を静止させたままで、スリッ
トノズル72に一定量のレジスト液Rを吐出させる。次に、プライミングロー
ラ14の回転を開始して、プライミングローラ14の外周面上にレジスト液R
を巻き取る。次いで、プライミングローラ14の回転速度を一気に上げて、ス
リットノズル72側とプライミングローラ14側とに分かれるようにレジスト
液Rの液膜を切り離し、切り離した後もプライミングローラ14の回転をその
まま継続させて、レジスト液膜RM1を自然乾燥させる。
(もっと読む)
高温耐磨耗性コーティングを有する織物スリーブ、ならびにその組立、構築および硬化方法
高温耐磨耗性コーティングを有する細長い部材を保護するための織物スリーブ、ならびにその組立、構築および硬化方法が提供される。織物スリーブは、非熱硬化性糸により形成される筒状の織物壁を含み、糸の隣接するフィラメント間に隙間が形成される。壁は、外側表面と、細長い部材の受入れのための内側キャビティを設ける内側表面とを有する。フルオロポリマー含有量が約80重量%であるフルオロポリマー系コーティングが、壁外側表面に塗布される。コーティングは、隙間を保存しつつ、外側表面内に実質的に吸収される。コーティングは、未硬化状態に乾燥され、その後、華氏約700度以上で硬化される。華氏約700度以上の温度に晒されて硬化されると、フルオロポリマー系コーティングは、溶融して架橋することにより、壁に向上した耐磨耗性保護を与える。 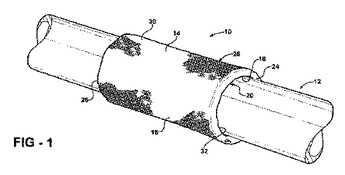 (もっと読む)
(もっと読む)
電子写真用弾性ロールの製造方法

【課題】液状シリコーンゴム混合物を高圧下でリング塗工する場合の、塗工ヘッドの振動や吐出不安定性の影響により成形物の寸法精度が悪化するのを抑制する。
【解決手段】降伏応力20Pa乃至600Paの付加反応型液状シリコーンゴム混合物を下記A及びBの条件下で成形する:A:歪荷重が100g乃至600gであり1MPa加圧時の膨張率が1.0%以下である硬質管を塗工ヘッドの移動面の垂線に対して0度から45度以内に配置する、B:金属製のメッシュで構成するフィルタ部を金属管の中間に配置し、吐出時におけるフィルタ部の上流側と下流側の圧力減衰率を40%以上80%以下にする。
(もっと読む)
ほぼ円筒形状を有する物体上に印刷するための装置および関連する方法
少なくとも部分的に円筒形状を有する物体上に印刷するためのインクジェットプリンタが、移動ラインの上方に配置された1つ以上の印刷用ヘッドと、少なくとも部分的に円筒形状を有する物体を、その軸が移動ラインに揃うように保持し、該物体を上記印刷用ヘッドに対して相対的に配置し、該物体を上記1つ以上の印刷用ヘッドに対して相対的に回転させるように構成される移送台アッセンブリーとを備えている。このプリンタは、移動ラインにそって配置され、噴射された流体を硬化させるために適したエネルギーを放出するように構成される硬化装置をさらに備えている。 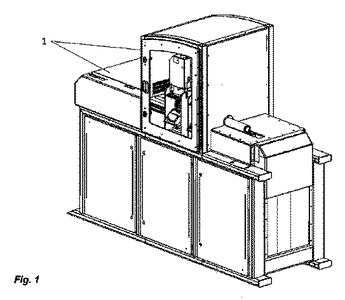 (もっと読む)
(もっと読む)
弾性ローラの製造装置及び弾性ローラの製造方法
【課題】ウェルドラインのない弾性層を備えた弾性ローラを歩留りよく製造することのできる弾性ローラの製造装置及び弾性ローラの製造方法を提供すること。
【解決手段】弾性層形成材料36が塗布される外周面22を有し、軸体31に装着される装着部材3A及び3Bと、この装着部材3A及び3Bに装着された軸体31の外周に臨む内周面15を隔てて弾性層形成材料36を収容する管状収容部、及び、内周面15に形成されたリング状吐出口19を有し、軸体31をその半径方向から囲繞してその軸線方向に移動する管状塗布部材4とを備えて成る弾性ローラの製造装置1、並びに、この弾性ローラの製造装置1を使用して、装着部材3Aの外周面22を始点として装着部材3B側に向かって管状塗布部材4を移動しつつ弾性層形成材料36を装着部材3A及び弾性層形成領域33に塗布し、硬化又は発泡硬化する弾性ローラの製造方法。
(もっと読む)
表裏面の塗装方法
【課題】表裏面の塗装方法における全体の塗工時間を短縮することと、適正温度が低い方の面を良好に塗装できるようにすることである。
【解決手段】被塗装物としてのダクタイル鋳鉄管1の内外面2、3のうちの適正温度が高い方の裏面としての内面2を200℃の適正温度で塗装したのち、ダクタイル鋳鉄管1を、冷却水ノズル6a、6bからの冷却水の噴射と、エアノズル7からのエアの吹き付けで低い方の適正温度まで強制冷却し、適正温度が低い方の表面としての外面3を70℃の適正温度で塗装することにより、内面2を塗装してから外面3を塗装するまでのインターバル時間を短くして、全体の塗工時間を短縮できるようにした。
(もっと読む)
管状体
【課題】 漆本来の質感を保持しつつ、乾燥性の改善を行い、硬度不足、乾燥時の塗膜のシワ、色調や艶のバラツキなどを防止し、耐水性および耐擦傷性の向上を図り、更に釣竿の製造過程における歩留まりの向上を図り、それにより安価で品質の安定した、質感の高い管状体を提供すること。
【解決手段】 管状体1本体の外側に、塗膜層2を形成するとともに、この塗膜層2上に、天然漆材料に合成樹脂硬化剤及び/又は合成樹脂硬化促進剤並びに合成樹脂硬化補助材料を混合した漆層3を設けたことを特徴とする。この管状体は、管状体本体1の外側に塗膜層を形成する工程と、塗膜層2上に、天然漆材料に合成樹脂硬化剤及び/又は合成樹脂硬化促進剤並びに合成樹脂硬化補助材料を混合した漆塗料を塗布して漆層3を形成する工程と、加湿して漆層3を硬化させる工程と、加熱または光の照射により漆層3を硬化・乾燥させる工程とを備える方法により製造される。
(もっと読む)
印字装置
【課題】円筒の側面形状を側面に有する物体の側面に、歪みのない印字をすることができる印字装置を提供する。
【解決手段】被印字体である円筒の側面形状を側面に有する物体(円筒状のハニカム構造体)101が載置され、載置された当該物体(ハニカム構造体101)を上記「円筒の側面形状」についての中心軸(円筒状のハニカム構造体101の中心軸)を中心にして回転(自転)させる回転テーブル1と、載置された当該物体(ハニカム構造体101)の円筒の側面形状に形成された側面(外周面)102に、円筒の側面形状に形成された側面(ハニカム構造体101の側面102)との距離を一定に保った状態でインク12を噴射する印字ヘッド11を有するインクジェットプリンタ13と、回転テーブル1の回転位置に合わせて印字ヘッド11からインク12を噴射するように制御するための制御部21とを備えた印字装置。
(もっと読む)
鋳鉄管の表面処理方法
【課題】鋳鉄管の外面に溶射皮膜が形成される鋳鉄管の表面処理方法において、水密性の低下や防食性能の低下を防止することができる鋳鉄管の表面処理方法を提供する。
【解決手段】鋳鉄管の外表面に、犠牲陽極効果のある溶射皮膜を形成し、この溶射皮膜に、イワタカップで20秒以下である粘度の液状物質を塗布し、さらにこの上に水系または溶剤系の塗料を塗装する。この方法によれば、溶射皮膜を形成した後に、イワタカップで20秒以下である粘度の低い液状物質を供給することで、前記液状物質の少なくとも一部が溶射皮膜に浸透して、前記液状物質の少なくとも一部が溶射皮膜の空隙や亀裂に入り込んで埋められて、溶射皮膜の水密性や防食性能が向上する。
(もっと読む)
微粒子含有軟質塗膜用塗料、微粒子含有軟質塗膜及び積層塗膜
【課題】優れた耐擦傷性を有し、且つクラック等が発生しにくいという軟質塗料の本来の特性は維持しつつ、優れた耐汚染性及び耐薬品性をも有する軟質塗膜用塗料、軟質塗膜及び積層塗膜を提供すること。
【解決手段】軟質塗膜用塗料は、少なくとも1種の架橋基を有する樹脂と、メラミン樹脂、イソシアネート樹脂及びエポキシ樹脂から成る群から選ばれる少なくとも1種を含む硬化剤と、粒径1〜300nmの微粒子とを含む。軟質塗膜は、セルロース系樹脂、ポリオレフィン樹脂、ポリエステル樹脂、ポリ塩化ビニル樹脂、ポリスチレン系樹脂、アクリル系樹脂、ポリカーボネート樹脂、ポリウレタン樹脂及びABS樹脂から成る群から選ばれる少なくとも1種のポリマーと粒径1〜300nmの微粒子とを含む。積層塗膜は、該軟質塗膜を備える。
(もっと読む)
排気管用塗料、排気管用塗料の使用方法及び排気管
【課題】 加熱処理を行わずとも、排ガスの熱を利用して所定の放熱性を有する排気管を作製することができる排気管用塗料を提供すること。
【解決手段】 無機ガラス粒子と、無機粒子と、無機結合材及び/又は無機結合材前駆体とを含み、排気管用基材に塗布することを特徴とする排気管用塗料。
(もっと読む)
低静電容量の容器を塗装するシステム及び方法
静電塗装作業のために容器Bを帯電させる装置及び方法は、静電塗装作業中に容器を支持する支持部材32を含み、該支持部材は、容器の表面と直接接触する非金属の導電性材料又は電気的に半導電性の部分を含む。電気的に半導電性の部分は、非金属、抵抗性又は低導電性の材料を含み、電気エネルギー源に結合されているため、容器は反対の極性に帯電されて、静電塗装作業によって生じる静電荷の蓄積を相殺又は低減する。 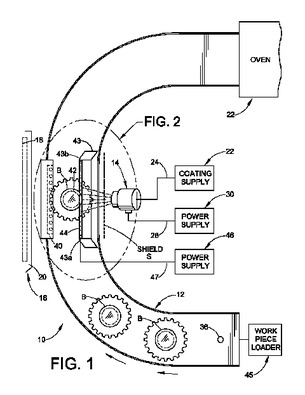 (もっと読む)
(もっと読む)
塗工装置、塗工方法、管状成型体の製造方法、無端ベルト、中間転写ベルト、転写ベルト、搬送ベルト、定着ベルト、および画像形成装置
【課題】粘度が高く、チクソトロピ性を有する塗工液を、芯体の回転数を上げて塗工した場合においても塗布液への空気の巻き込みを抑制できる塗工装置等の提供。
【解決手段】芯体10を、軸線が水平になるように支持するとともに、軸線の回りに回転させる保持部材12と、保持部材12によって支持された芯体10の軸線に沿って前記芯体の一端から他端に向かって移動しつつ、芯体10の外表面に塗工液を流下させるディスペンサ20と、先端部が芯体10の外表面に所定の押圧力で押圧された状態でディスペンサ20と共に芯体10の一端から他端に向かって移動しつつ、ディスペンサ20から芯体10の外表面に流下した塗工液を所定の厚みに均すブレード22と、を備え、ブレード22の先端部における芯体10に接する側の面が、前記芯体の外表面の湾曲方向とは反対の方向に湾曲または屈曲するように形成されている塗工装置。
(もっと読む)
複合管状物
【課題】本発明が解決しようとする課題は、プライマー層などの接着補助層が介在することなく、ポリイミド樹脂層とフッ素樹脂層とが直接、強固に接着した複合管状物を提供することにある。
【解決手段】本発明に係る複合管状物では、ポリイミド樹脂とフッ素樹脂とが積層されている。そして、この複合管状物には、走査型電子顕微鏡により1500倍の倍率で撮影した断面のフッ素原子マッピング画像において、フッ素元素が存在する領域とフッ素元素が存在しない領域との境界線と、厚み方向に平行な直線との交点が少なくとも2ヵ所以上存在する。
(もっと読む)
導電性ローラの表面層形成製造装置およびそれを用いた導電性ローラの製造方法
【課題】グラビアロールを用いて、厚膜の導電性ローラ表面層を形成することのできる導電性ローラ表面層形成製造装置およびそれを用いた導電性ローラの製造方法を提供する。
【解決手段】グラビアロール11の直径を、前記導電性ローラ1の直径の3.5〜7倍とする。
(もっと読む)
塗装装置及び塗装方法
【課題】内径の細い管体の内外面の塗装の自動化を図ることができ、管体の種類の変更や管体の据付精度のバラツキに対しても柔軟に対応できる塗装装置及び塗装方法を提供する。
【解決手段】非接触センサ8aにより所定の複数箇所において管体101を計測、または、検知し、この計測結果、または、検知結果に基づいて管体101、または、保持治具の位置を算出し、この算出結果に基づいて移動操作手段を制御して外面塗装手段1により管体101の外面の塗装を行うとともに、計測結果、または、検知結果及び管体101の形状データに基づいて管体101の内面の位置を算出し、この算出結果に基づいて移動操作手段を制御して内面塗装手段2により管体101の内面の塗装を行う。
(もっと読む)
浸漬塗布方法および電子写真感光体の製造方法
【課題】 溶剤の揮発環境が安定した浸漬塗布方法および該浸漬塗布方法を利用した電子写真感光体の製造方法を提供する。
【解決手段】 伸縮式スライドフードが複数の筒状部材を浸漬塗布方向の下方から上方に向かって径が順次小さくなるように連結してなり、被塗布体を引き上げているときに、伸縮式スライドフードの内面と被塗布体との隙間において浸漬塗布方向の上方から下方に向かう気流を発生させて溶剤の蒸気を伸縮式スライドフードの外へ排出する。
(もっと読む)
塗工装置および塗工方法
【課題】本発明は、螺旋状の塗工ムラのない管状成型体が得られる塗工方法および塗工装置、並びにクラウン状、フレア状、またはテーパ状の外周面を有する管状成型体を作製できる塗工方法および塗工装置の提供。
【解決手段】芯体10を、軸線が水平になるように保持しつつ、回転させ、芯体10の軸線に沿って芯体10の一端から他端に向かってディスペンサ20を移動させつつ、ディスペンサ20から芯体10の外表面に塗工液を流下させ、ブレード22を芯体10に押圧させてディスペンサ20とともに芯体10の一端から他端に移動させ、芯体10の外表面に流下した塗工液を所定の厚みに均して塗工する塗工工程と、芯体10の外表面に塗工された塗工液を乾燥、固化して皮膜とする皮膜形成工程と、を有し、前記塗工工程においてはディスペンサ20およびブレード22の移動速度を制御して塗工厚みを塗工方法、および塗工装置。
(もっと読む)
電子写真感光体の製造方法
【課題】複数の感光体を順次連続して製造する際に、電子写真感光体ごとの表面層硬化度のばらつきを抑制した電子写真感光体の製造方法を提供することにある。
【解決手段】硬化性材料を含有する表面層用塗料を複数の円筒状被塗布体に塗布する塗布工程と、
該円筒状被塗布体上に形成された塗布膜に電子線を照射する電子線照射工程と、
該電子線照射工程後に該塗布膜を加熱する加熱工程
の少なくとも三つの工程を経て順次連続して製造される電子写真感光体の製造方法において、
該加熱工程における該塗布膜の最高到達温度が、複数の該円筒状被塗布体のうち、電子線照射終了時から加熱開始時までの経過時間が長い該円筒状被塗布体ほど高温であることを特徴とする電子写真感光体の製造方法。
(もっと読む)
塗布方法および塗布装置
【課題】円筒形状、無端ベルト形状又は円柱形状の基体に対し、均一に塗布液を塗布することを可能にする塗布法、及び本塗布法に好ましく使用できる塗布装置を提供する。
【解決手段】本発明の塗布方法は、塗布液を外周表面に1周分保持した円筒形状、無端ベルト形状又は円柱形状のオフセット塗布体と、前記塗布液を介して前記オフセット塗布体と接触した円筒形状、無端ベルト形状又は円柱形状の基体とが同時に1回転以上回転することにより、前記オフセット塗布体が外周表面に保持した前記塗布液を前記基体の外周表面に塗布する工程を備え、前記オフセット塗布体の外周の長さと前記基体の外周の長さが実質的に同一であり、かつ前記塗布液を前記基体の外周表面へ塗布するときの前記オフセット塗布体の外周速度と前記基体の外周速度が実質的に同一であることを特徴とする。
(もっと読む)
41 - 60 / 285
[ Back to top ]