
Fターム[4D075DB02]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の材料 (19,592) | 金属、合金 (5,243) | 鉄、鋼材 (1,160)
Fターム[4D075DB02]に分類される特許
101 - 120 / 1,160
メタリック塗料組成物及び塗膜形成方法
【課題】
各種工業製品、特に自動車の外板に適用できる全体に高彩度で、粒子感があり、深み感に優れる塗膜を形成可能な塗料組成物及び塗膜形成方法を提供することである。
【解決手段】本発明は、半透明な鱗片状基材を金属酸化物で被覆した鱗片状干渉顔料を2種類以上含有する塗料組成物であって、該鱗片状干渉顔料として、金属酸化物被覆アルミナフレーク顔料又は金属酸化物被覆マイカ顔料と、金属酸化物被覆ガラスフレーク顔料とを含むメタリック塗料組成物及び基材上に該メタリック塗料組成物を塗装しさらにクリヤー塗料を塗装する塗膜形成方法に関するものである。
(もっと読む)
自動車車体の積層塗膜、自動車車体の塗装方法及び自動車車体
【課題】下地隠蔽性に優れ、高外観性を有する自動車車体の積層塗膜、ランニングコストを減少させる自動車車体の塗装方法、上記積層塗膜を有する自動車車体を提供する。
【解決手段】金属基材上に、電着塗膜、第1中塗塗膜、第2の中塗塗膜、ベース塗膜、クリヤー塗膜をこの順で積層し、第1中塗塗膜を構成する第1中塗塗料、及び第2中塗塗膜を構成する第2中塗塗料は、酸価が50〜300mgKOH/g(固形分)であるカルボキシル基とカルボン酸エステル基を含有するアクリル樹脂、エポキシ基当量が50〜700であるエポキシ基含有アクリル樹脂を含有する酸エポキシ硬化型中塗塗料であり、第1中塗塗料は、顔料として着色顔料及び体質顔料を含有し、第2中塗塗料は、顔料を含有しない又は顔料として体質顔料のみ含有する自動車車体の積層塗膜、自動車車体の塗装方法、該積層塗膜を有する自動車車体である。
(もっと読む)
塗装工程における鋼材表面の素地調整方法
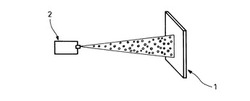
【課題】腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る塗装工程における鋼材表面の素地調整方法を提供する。
【解決手段】塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げる。
(もっと読む)
ローラの製造方法

【課題】連続的に長期間の繰り返し塗工を行った場合にも、安定して均一な膜が形成できる塗工方法を提供する。
【解決手段】軸体とその周囲に形成した導電性弾性層とを有する導電性基層ローラに対し全周に亘って間隙を形成するように配置されたリング塗布ヘッドの吐出口から塗布液を吐出し、導電性基層ローラ上に少なくとも1層以上の表面層を形成するローラの製造方法であって、該リング塗布ヘッドと該導電性基層ローラを長手方向に相対移動させずに、前記リング塗布ヘッドの吐出口と前記導電性基層ローラとの間隙に塗布液を充填しながら/もしくは充填した後、前記導電性基層ローラと前記リング塗布ヘッドを相対的に軸回転させる工程と、該導電性基層ローラの長手方向に該リング塗布ヘッドを相対移動させながら、前記リング塗布ヘッドの吐出口から塗布液を吐出させて該表面層を形成する工程、を有することを特徴とするローラの製造方法。
(もっと読む)
防汚塗膜の形成方法
【課題】塗装中の塗膜が所定の膜厚に達したかどうかを極めて容易に判定することができ、これにより、所定の乾燥膜厚を有する均一な防汚塗膜を、より正確にかつより簡便に形成することができる方法を提供する。
【解決手段】[1]所定のSi含有加水分解性樹脂および着色顔料を含む着色防汚塗料であって、目標乾燥塗膜を有する塗膜が被塗物の表面を完全に隠蔽し;目標乾燥膜厚を有する塗膜と、乾燥膜厚が0.8Tである塗膜との色差ΔE1が2.0以上;好ましくは目標乾燥膜厚を有する塗膜と、乾燥膜厚が1.2Tである塗膜との色差ΔE2が1未満である着色防汚塗料を調製する工程と、[2]被塗物表面が着色防汚塗料からなる塗膜によって完全に隠蔽されるまで、着色防汚塗料を被塗物表面に塗工する工程を含む防汚塗膜の形成方法である。
(もっと読む)
連続塗布処理方法
【課題】ロールコーターを用いて基材に連続して塗布処理を行うに際して、常に安定して、所望の膜厚と良好な塗布外観の両方を得ることができる連続塗布処理方法を提供する。
【解決手段】ロールコーター1Aの下流側に設置した膜厚計11の測定値と予め設定した膜厚設定値との差に応じて、ピックアップロール4の周速Vp、ドクターロール5の周速Vd、アプリケーターロール6の周速Vaを自動的に調整するフィードバック制御によって膜厚制御を行うに際して、各ロール4、5、6の周速Vp、Vd、Vaについて上下限値を設定するとともに、フィードバック制御を開始する時は、ドクターロール5の周速Vdの調整のみで膜厚制御を行い、ドクターロール5の周速Vdがその上下限値に達した後は、ピックアップロール4の周速Vpまたは/およびアプリケーターロール6の周速Vaの調整によって膜厚制御を行うことを特徴とする連続塗布処理方法。
(もっと読む)
塗工装置及び電極箔の製造方法
【課題】電極の塗工開始終了端の湾曲を抑制するに好適に塗工装置及び電極箔の製造方法を提供する。
【解決手段】シート状基材20が巻掛けされたバックアップローラ8と、該バックアップローラ8上を搬送されるシート状基材20に電極スラリー21を塗り付けるダイコーター10とを少なくとも備えた塗工装置2に関する。そして、前記バックアップローラ8のうち、巻掛けられたシート状基材20の幅方向の両端部を支持する外側領域の外径を、当該外側領域間に挟まれる中央領域の外径より、大きい凹形状8Aとした。
(もっと読む)
プレコートメタル用活性エネルギー線硬化型塗料組成物、及びこれを用いたプレコートメタルの製造方法
【課題】活性エネルギー線の照射により、塗装板の表面にくっきりと美しく輝くような塗膜を形成して、プレコートメタルに高鮮映性を付与することができる塗料組成物、及びこれを用いてプレコートメタルを得る方法を提供する。
【解決手段】不飽和基含有ウレタン樹脂、3官能以下の(メタ)アクリレートモノマー、及び光重合開始剤を含有することを特徴とするプレコートメタル用活性エネルギー線硬化型塗料組成物であり、また、表面処理された金属板に、上記活性エネルギー線硬化型塗料を塗布し、活性エネルギー線を照射して該塗料を硬化させることを特徴とするプレコートメタルの製造方法である。
(もっと読む)
内面塗装導管における塗料変質ミスト発生抑止工法及び塗料変質ミスト発生抑止装置
【課題】内面塗装導管において管内の輸送流体に塗料変質ミストが混入するのを抑止すること。
【解決手段】内面塗装がなされている導管10に対して、特定された加熱処理を伴う工事箇所の外表面に装着され、導管10内に塗料変質ミストが発生しない範囲の加熱温度で導管10の外表面を事前加熱する加熱手段20を備える。加熱手段20は、導管10の外表面を部分的に又は全周囲んで外表面に臨む火炎放射空間Sを形成する火炎放射部21と、火炎放射部21に燃焼ガスを供給するガス供給部22と、ガス供給部22から火炎放射部21に供給するガス供給量を調整する供給ガス量調整部23とを備える。
(もっと読む)
複層塗膜形成方法
【課題】金色(ゴールド)の色相を有し、光輝感があり、かつ彩度および明度が何れも高い複層塗膜の形成方法を提供すること。
【解決手段】被塗物上に、着色アルミニウム顔料(A)、アルミニウム顔料(B)および着色顔料(C)を含む光輝性ベース塗膜を形成し、更にクリヤー塗膜を形成して、マンセル表色系の色相(H)が7.5YR〜5Yである複層塗膜を形成する、複層塗膜形成方法であって;上記着色アルミニウム顔料(A)は、基材であるアルミニウムフレーク100質量部に対して、少なくとも酸化鉄を含む被覆成分を蒸着法により10〜25質量部被覆して得られた、平均粒径5〜25μmである鱗片状光輝性顔料であり;上記着色顔料(C)は、上記着色アルミニウム顔料(A)が奏でる色相をマンセル色相環100の基準(0位置)とした場合、左回り−50および右回り+50で表示した色相の、−3〜−15の色相範囲を奏でる着色顔料(c1)、および+3〜+15の色相範囲を奏でる着色顔料(c2)の2種類を少なくとも含む着色顔料である;複層塗膜形成方法。
(もっと読む)
積層塗膜構造
【課題】下側の第1ベース塗膜3aと上側の第2ベース塗膜3bの両塗膜にて特定色を出す積層塗膜構造において、塗膜を特に厚くすることなく、良好な発色を得る。
【解決手段】第1ベース塗膜3aには、平均粒子径が上記特定色の波長の1/2以上で且つ2μm以下である顔料5を使用し、第2ベース塗膜3bには、平均粒子径が0.05μm以上で且つ上記特定色の波長の1/2未満である顔料6を使用する。
(もっと読む)
複層塗膜の形成方法
【課題】従来の塗装装置を用いて、水性塗料によって外観に優れた真珠調光沢複層塗膜を得ることができる複層塗膜の形成方法を提供する。
【解決手段】ポリプロピレン素材からなる成型品の複層塗膜形成方法であって、基材上に、白色導電プライマーを塗布する工程(1)、水性カラーベース塗料組成物を塗布する工程(2)、水性マイカベース塗料組成物を塗布する工程(3)、クリヤー塗料組成物を塗布する工程(4)、及び、焼き付け工程(5)からなり、上記工程(1)及び工程(2)の間、並びに、上記工程(3)及び(4)の間にプレヒート工程を含み、上記水性カラーベース塗料組成物は、塗装直後の塗膜粘度Aが80000〜165000であり、上記工程(3)を行う直前の塗膜粘度Bが100000以上である複層塗膜の形成方法。
(もっと読む)
耐摩耗性及び成形性に優れた樹脂被覆金属材及びその製造方法
【課題】高い耐摩耗性と成形性を備えた樹脂被覆金属材、ならびに、その製造方法を提供する。
【解決手段】金属基材と;当該金属基材上に形成された下側樹脂層であって、ポリエステル系樹脂又はエポキシ系樹脂を第1ベース樹脂とする厚さ2〜20μmの下側樹脂層と;当該下側樹脂層上に形成された上側樹脂層であって、ポリエステル系樹脂又はエポキシ系樹脂からなる第2ベース樹脂と、平均粒径5〜20μmを有し前記第2ベース樹脂の固形分に対して0.5〜5重量%のシリカ粒子と、当該シリカ粒子の平均粒径の0.5〜5倍の平均径と平均厚さ0.3〜3μmを有し前記第2ベース樹脂の固形分に対して0.5〜5重量%の鱗片状金属フレークとを含有する厚さ10〜24μmの上側樹脂層;とを備える樹脂被覆金属材、ならびに、その製造方法。
(もっと読む)
塗料組成物及び塗膜形成方法
【課題】
各種工業製品、特に自動車の外板に適用できる全体に高彩度で、ハイライト(正反射光近傍)からシェード(斜め方向)に色相変化する塗膜を形成可能な塗料組成物及び塗膜形成方法を提供することである。
【解決手段】本発明は、マルチカラー光輝性顔料及び着色アルミニウム顔料を含む塗料組成物及び該マルチカラー光輝性顔料が多層構造の鱗片状光干渉性顔料、コレステリック液晶ポリマー、金属酸化物で被覆された鱗片状シリカ顔料から選択されたものである塗料組成物並びに基材上に該塗料組成物を塗装しさらにクリヤー塗料を塗装する塗膜形成方法に関するものである。
(もっと読む)
塗料組成物及び塗膜形成方法
【課題】
各種工業製品、特に自動車の外板に適用できるハイライト(正反射光近傍)においては高明度で、ハイライトからフェース(ハイライトとシェードの中間)に向かって色相変化が生じ、ハイライトからシェード(斜め方向)への明度変化が小さな塗膜を形成可能な塗料組成物及び塗膜形成方法を提供することである。
【解決手段】本発明は、マルチカラー光輝性顔料、鱗片状アルミニウム顔料及び酸化チタン顔料を含む塗料組成物及びマルチカラー光輝性顔料が多層構造の鱗片状光干渉性顔料、コレステリック液晶ポリマー、金属酸化物で被覆された鱗片状シリカ顔料から選択されたものであるである塗料組成物並びに、基材上に上記塗料組成物を塗装しさらにクリヤー塗料を塗装する塗膜形成方法に関するものである。
(もっと読む)
路面車両用金属部品の塗装法
【課題】夜間に走行する二輪車や三輪車、自動二輪車などの安全性(視認性)を長期間に亘って保障できるようにする。
【解決手段】ステンレス鋼材から成る金属部品(M1)の表面へ直接下塗り被膜(11)を電着塗装又は静電塗装した後、その下塗り被膜(11)の表面へ蛍光塗料や蓄光塗料、光反射塗料、その他の光を受けて発光し得る発光塗料から成る中塗り被膜(12)の塗装と、その中塗り被膜(12)の表面へ透明塗料から成る上塗り被膜(13)の塗装とを順次行なう。
(もっと読む)
塗料組成物及び塗膜形成方法
【課題】塗装工程における加熱温度の低温化及び加熱時間の短縮が可能であり、さらに耐擦り傷性及び耐候性に優れる塗膜を得ることができる塗料組成物を提供する。
【解決手段】カプロラクトン変性ヒドロキシアルキル(メタ)アクリレートとポリイソシアネート化合物とを反応してなり、300〜3,800の範囲のイソシアネート当量を有するラジカル重合性不飽和基含有化合物(A)、及び(A)成分以外のラジカル重合性不飽和基含有樹脂(B)を含有する塗料組成物及び塗膜形成方法。
(もっと読む)
塗装金属板及び建築パネル
【課題】暴露初期における耐汚染性と加工性とに優れる塗装金属板を提供する。
【解決手段】金属基板の表面に親水性塗膜を有する塗装金属板に関する。親水性塗膜はハイドロタルサイト類とバインダとを含有して形成される。
(もっと読む)
管内面の塗装装置
【課題】一つの塗装装置で管内面の下地処理及び塗装を行うことにより、小口径の管においても、平滑な塗装面を迅速且つ容易に得ることができるようにする。
【解決手段】水平方向に支持されると共に軸心を中心にして回転される鋳鉄管の内面を粉体塗装する装置1であって、管の軸心方向への相対移動により管の内部への挿入又は管の内部からの引出しが行われることで、管の長さ方向にわたって先端部の噴射口33から粉体塗料を噴射するランス3と、管外におけるランス3の基端部にてランス3を支持する支持部23と、噴射口33から基端部側に設けられて管内面に接し得るヘラ38と、ランス3を昇降させることによりヘラ38を昇降させて鋳鉄管の内面へのヘラ38の接触/離間を切り換えるジャッキ部28とを有する。
(もっと読む)
塗料組成物及び塗膜形成方法
【課題】
各種工業製品、特に自動車の外板に適用できる全体に低明度で、ハイライト(正反射光近傍)からシェード(斜め方向)に色変化する塗膜であって且つ遮熱機能を有する塗膜を形成可能な塗膜を形成可能な塗料組成物及び塗膜を形成可能な塗膜形成方法を提供することである。
【解決手段】本発明は、マルチカラー光輝性顔料及び赤外線を反射及び/又は透過する着色顔料を含む塗料組成物及び基材上に該塗料組成物を塗装しさらにクリヤー塗料を塗装する塗膜形成方法に関するものである。
(もっと読む)
101 - 120 / 1,160
[ Back to top ]