
Fターム[4D075DB08]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の材料 (19,592) | 金属、合金 (5,243) | 鋳物 (47)
Fターム[4D075DB08]に分類される特許
1 - 20 / 47
鋳鉄管の複層塗膜の形成方法
【課題】下塗り塗膜のジンクリッチ粉体塗料と上塗り塗膜の粉体塗料とが混じり合うコンタミネーションを抑制しつつ、塗膜形成作業を簡単にする。
【解決手段】下塗り塗膜を形成するジンクリッチ粉体塗料を鋳鉄管外面に塗布する前に鋳鉄管を加熱し、加熱された鋳鉄管外面に前記ジンクリッチ粉体塗料を塗布した後、そのジンクリッチ粉体塗料の上に上塗り塗膜を形成する他の粉体塗料を塗布し、前記ジンクリッチ粉体塗料と前記他の粉体塗料を前記鋳鉄管の余熱で溶融することにより、前記下塗り塗膜と前記上塗り塗膜とを含む複層塗膜を前記鋳鉄管外面に形成するようにする。
(もっと読む)
金属材料用水系表面処理剤及び表面被覆金属材料
【課題】耐食性、塗装密着性、耐溶剤性等に優れた皮膜を形成でき、かつ、6価クロムイオンを含有しない金属材料用水系表面処理剤の提供。
【解決手段】50℃を超えるガラス転移温度及び40℃以下の最低造膜温度を有し、官能基にカルボキシル基を有する水分散性ウレタン樹脂(A)、アミノ化合物、アミノ樹脂、カルボジイミド化合物、カルボジイミド樹脂、エポキシ化合物、エポキシ樹脂、シラン化合物、イソシアネート化合物及びイソシアナト基を有するウレタンプレポリマーから選ばれる少なくとも1種の架橋基を有する有機化合物(B)、亜鉛、アルミニウム及びチタンから選ばれる少なくとも1種の金属錯化合物(C)を水に配合してなる金属材料用水系表面処理剤。
(もっと読む)
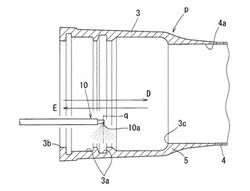
管体塗装方法
【課題】管体の受口の内面や挿し口の外面など、凹凸を有する部分の塗装において、その塗装作業の効率を高める。
【解決手段】一端に受口3を他端に挿し口2を有する管体pに対して行う管体塗装方法において、前記受口3内に塗装用のノズル10を配置し、前記管体pを管軸周りに回転させながら前記ノズル10を前記受口3側の管端部3bからその受口3の奥部3cまでを往復させ、前記ノズル10が前記管端部3bから奥部3cまでを往復するまでの間、そのノズル10から帯電した粉体塗料を吐出することにより、前記受口3の内面3aに静電粉体塗装を施すことを特徴とする管体塗装方法とした。粉体塗装を行うに際し、いわゆる静電粉体塗装を採用するとともに、粉体塗装用のノズル10を、受口3側の管端部3bからその受口3の奥部3cまでを往復させることで、むらの少ない均等な膜厚の塗装面が形成されることが確認できた。
(もっと読む)
複層塗膜形成方法
【課題】水性ベース塗料を2種類の違う塗料で2回塗りした後クリヤー塗料をウェット・オン・ウェットで塗装してなる複層塗膜形成方法で、ムラが無く高いフリップフロップ性を付与しかつ水性ベース塗料の塗装条件の制御を簡略化した複層塗膜形成方法を提供する。
【解決手段】被塗装物上に形成された中塗り塗膜上に、第1水性ベース塗料を塗装して第1水性ベース塗膜を形成する工程(1)、第1ベース塗膜上に、第2水性ベース塗料を塗装して第2ベース塗膜を形成する工程(2)、を含む複層塗膜形成方法であって、前記第1水性ベース塗料が光輝性顔料を顔料固形分濃度で1質量%未満含む。
(もっと読む)
鋳鉄管の表面処理方法

【課題】鋳鉄管の外面に溶射皮膜が形成される鋳鉄管の表面処理方法において、水密性の低下や防食性能の低下を防止することができる鋳鉄管の表面処理方法を提供する。
【解決手段】鋳鉄管の外表面に、犠牲陽極効果のある溶射皮膜を形成し、この溶射皮膜に、イワタカップで20秒以下である粘度の液状物質を塗布し、さらにこの上に水系または溶剤系の塗料を塗装する。この方法によれば、溶射皮膜を形成した後に、イワタカップで20秒以下である粘度の低い液状物質を供給することで、前記液状物質の少なくとも一部が溶射皮膜に浸透して、前記液状物質の少なくとも一部が溶射皮膜の空隙や亀裂に入り込んで埋められて、溶射皮膜の水密性や防食性能が向上する。
(もっと読む)
管の加熱方法及び装置
【課題】管内面の粉体樹脂塗装の前処理として行う管内面の加熱処理において、加熱用器具の精密な位置決めが不要で、その上、管内面に残留する水分を高速で除去できる加熱方法及び加熱装置を提供すること。
【解決手段】本発明の加熱方法は、鋳鉄管の受口内面にガスバーナーの火口から出た火炎が前記受口内面に届くようにガスバーナーを設け、ガスバーナーの火炎で受口内面を炙り受口内面を高速で加熱することとした。また、加熱装置の構成を、管軸側から管内面へ火炎を出すガスバーナーと、ガスバーナーと管との管軸方向の相対的位置関係を変える管軸方向移動装置を備え、前記ガスバーナーはその外径が管受口内径より小さく、ガスバーナーの位置と姿勢を保持するための支持台に片持ち支持されるものとした。
(もっと読む)
管内面塗装の乾燥方法、及び、それに用いられる管体保護用のキャップ
【課題】受口の管内面に溶剤系塗装を、直管部の管内面に粉体塗装を行う場合において、揮発した溶剤の管外への排出を円滑にする。
【解決手段】直管部4を挟んで一端に挿し口2を他端に受口3を備えた管体pに対し、前記受口3側の管端部の管内面に溶剤系塗装を施し、その溶剤系塗装を施した部分A,Bよりも奥部の管内面に粉体塗装を施した管内面塗装の乾燥方法において、前記溶剤系塗装を施した部分A,Bと前記粉体塗装を施した部分Cとの境界部に、前記受口3側から前記粉体塗装を施した部分Cへの光の侵入を防ぐ機能を有するキャップ10を取り付け、その状態で、前記溶剤系塗装の乾燥を行うこととした。溶剤系塗装を施した部分は、受口側の管端部を開放することができるので、揮発した溶剤を円滑に管外へ排出することができ、粉体塗装を施した部分は、キャップによって光や異物の侵入を排除することができる。
(もっと読む)
アルキド樹脂系赤色塗料およびその塗装方法
【課題】塗装物となる鋳造品の表面に油脂分が残存していても、容易に塗装することができ、優れた塗膜性能を発揮する塗料を得る。
【解決手段】油脂分が残存する鋳造品のような金属材1表面に、短油アルキド樹脂ワニスと、着色顔料のべんがらと、りん酸亜鉛とりん酸アルミニウムからなる防錆顔料と、タルクと硫酸バリウムからなる体質顔料と、シランカップリング剤の添加剤とを含有したアルキド樹脂系赤色塗料を塗布して常温で乾燥させ、第1の塗膜2を形成することを特徴とする。
(もっと読む)
水系常温硬化型塗料およびその塗装方法
【課題】塗装におけるリードタイムを短縮し、生産効率の向上を図ることができ、優れた塗膜性能を発揮する水系常温硬化型塗料を得る。
【解決手段】鋳造品のような金属材1に対し、化学的または機械的な前処理を施して塗装に適する表面状態にし、その表面に、エポキシ樹脂、べんがら、タルク、酸化亜鉛、りん酸亜鉛を含有する水系常温硬化型塗料を塗布し、所定厚さの塗膜2を形成し、常温で所定時間放置して乾燥させることを特徴とする。
(もっと読む)
鋳鉄管の防食方法およびそれによって処理された鋳鉄管
【課題】
本発明の防食方法は、作業の自由度が高い、すなわち、低温環境下でもプライマー塗料組成物の塗布が可能であり、かつプライマー塗膜の形成後、上塗り塗装までに長い間隔をあける事ができる防食方法を提供することを目的とする。
【解決手段】
鋳鉄管の外表面上に、(1)末端に複数のエポキシ基を有するエポキシ樹脂、(2)末端に複数のアクリレート基をもつエポキシアクリレート樹脂、および(3)ポリアミンを含有するプライマー塗料組成物(a)を塗布して、乾燥膜厚が15〜100μmであるプライマー塗膜を形成する工程(A)、および
前記プライマー塗膜の上に、2液型ポリウレタン塗料組成物(b)を塗布して、上塗り塗膜を形成する工程(B)を含むことを特徴とする、鋳鉄管の外表面の防食方法。
(もっと読む)
遮熱塗料組成物及びそれを用いた遮熱塗膜の形成方法並びに遮熱塗膜
【課題】薄い膜厚で遮熱塗膜を形成することができる遮熱塗料組成物及びそれを用いた遮熱塗膜の形成方法並びに遮熱塗膜を得る。
【解決手段】800〜2100nmの波長領域における赤外波長域反射率が30%以上であり、明度L*値が20〜40の範囲内であり、彩度C値が3〜30の範囲内である遮熱塗膜を形成するための遮熱塗料組成物であって、着色顔料の減法混色法により調製され、着色顔料として、800〜2100nmの波長領域における赤外波長域反射率が30%以上である紫系顔料、青色顔料、赤色顔料及び緑色顔料からなる群より選択される2種以上の着色顔料を含有し、含有される着色顔料の内の少なくとも1種が、顔料濃度(PWC)10重量%で該着色顔料のみを含有させた乾燥膜厚13μmの塗膜における白黒隠蔽試験紙上の白地部分と黒地部分の色差(ΔE値)が5.0以下である高隠蔽性顔料であり、この高隠蔽性顔料が顔料濃度(PWC)で4重量%以上含有されていることを特徴としている。
(もっと読む)
なし地状表面構造およびなし地状表面構造の製造方法
【課題】金型鋳造法によって成型された構造物の表面に、砂型鋳造法によって成形された構造物の意匠面を模した独特な鈍い金属光沢を放つ表面構造を、簡易に形成できるなし地状表面構造およびその製造方法を提案する。
【解決手段】なし地状表面構造1は、構造物3を構成し、表面4に凹凸5が形成された基材6と、凹凸5が形成された基材6の表面4に形成され、所望につや消しされた透明または半透明なコート層7とから構成される。
(もっと読む)
金属部品の塗装方法及び塗装システム
【課題】金属部品の表面に厚さ1〜20μmの薄塗膜を効率良く且つ省スペースの設備で形成することができる塗装方法及び塗装システムを提供する。
【解決手段】金属部品(ディスクロータ)2の表面を研磨する研磨部3と、研磨部3を経た金属部品2を研磨液と共通化された洗浄液を用いて洗浄する洗浄部4と、洗浄部4を経た金属部品2の表面に塗料を塗布する塗装部5と、塗装部5を経た金属部品2を高周波誘導加熱により300〜500℃の温度で焼付ける焼付部6と、焼付部6を経た金属部品2を水冷により急冷却する冷却部7とを備えて、金属部品2の表面に厚さ1〜20μmの塗膜を形成する。
(もっと読む)
鋳造部材塗料およびその塗装方法
【課題】黒鉛を含有する酸化膜である黒皮が残存する鋳造部材の前処理を不要とする鋳造部材塗料を得る。
【解決手段】鋳造部材1に残存する黒皮2をマグネタイトに変換するフェノール変性アルキド樹脂塗料で第1の塗膜4を設け、第1の塗膜4表面を含む油脂3が付着した鋳造部材1全面にシランカップリング剤入りの短油性アルキド樹脂下塗り塗料を塗装して第2の塗膜5を設け、第2の塗膜5表面に上塗りアルキド樹脂系塗料を塗装して第3の塗膜6を設けることを特徴とする。
(もっと読む)
継手部を含む管路の樹脂ライニング工法
【課題】継手部を含む管路に対する樹脂ライニング工法において、継手漏洩抑止効果を得ることができると共に、管路の亀裂折損時漏洩抑止を得ることができ、更には、管路に分岐開口が存在する場合にも、事後的な分岐開口形成を行うことなく施工が完了できること。
【解決手段】即硬化性且つ高粘度の樹脂材を管路Pの長手方向に沿った回転軸の周りに回転駆動される回転ヘッド11に供給して管内面に向けて遠心分散させる樹脂分散手段10を用い、樹脂分散手段10を開放された管路Pの一端から他端に向けて設定速度で移動して、管路Pの内面に継手間隙を覆って連続性を維持する設定膜厚のライニング膜を形成し、管路Pに分岐開口が存在する場合には、樹脂分散手段10が分岐開口上を通過する際に、分岐開口の外から管路内に向かう送風を行う。
(もっと読む)
スプレーノズル
【課題】固化する可能性のある流体を噴射するスプレーノズルにおいて、煩雑な作業や制御を行うことを必要としないで目詰まりを防止する。
【解決手段】第1の流体を噴射するための第1の噴射孔(45)と、第2の流体を噴射するための第2の噴射孔(184)と、第1の流体が流入する第1の流体入口(231)と、第1の流体入口に流体連絡していて且つ第1の流体が流出する第1の流体出口(232)と、第1の噴射孔を開閉可能な、ニードル(7)とを具備する2流体噴射のスプレーノズル(1)が開示される。第1の噴射孔が、閉じられている時においても、第1の流体は、スプレーノズルと第1の流体の供給源との間で循環する。
(もっと読む)
車両用ホイールの塗装方法
【課題】 歩留まり低下の問題を解決し、スポーク部裏側でのエッジ部での糸錆対策を十分に行うことができる車両用ホイールの塗装方法を提供する。
【解決手段】 車両用ホイールの塗装方法であって、プライマー塗料をデザイン面の表側と裏側に塗装し、そのプライマー層の上にカラーベース塗料をデザイン面の裏側から吹付け、その後、前記カラーベース塗料をデザイン面の表側から吹付け、前記カラーベース塗料を焼付けることを特徴とする。
(もっと読む)
アルミニウム合金ホイールの塗装方法及びアルミニウム合金ホイール
【課題】4C/3B塗装を適用した場合であっても、耐水密着性に優れ、かつ、切削性にも優れた塗膜を付与できるアルミニウム合金ホイールの塗装方法、並びに、該塗装方法により塗装されたアルミニウム合金ホイールを提供する。
【解決手段】遊離フッ素イオン濃度、アルミニウムイオン濃度、pH等の値が特定の範囲内に調整されたジルコニウム及び/又はチタニウム系の化成処理液を用いてアルミニウム合金ホイールを化成処理することを特徴とする。
(もっと読む)
粉体塗料の製造方法および塗膜付き鉄系部材の製造方法
【課題】
低環境負荷で、帯電性、防食性に優れた粉体塗料を簡便かつ低コストに製造する方法および該方法により得られる粉体塗料を用いて、塗膜付き鉄系部材を製造する方法を提供する。
【解決手段】
金属フィラーおよび熱硬化性樹脂を含む塗料形成材料を、前記熱硬化性樹脂の溶融温度以上硬化温度未満の温度で加熱、溶融した後、冷却、粉砕することを特徴とする粉体塗料の製造方法および該方法で得られた粉体塗料を、鉄系材料からなる母材表面に静電塗布することを特徴とする塗膜付き鉄系部材の製造方法である。
(もっと読む)
切管端面の防食塗装方法
【課題】水道管の切断面の防食処理において、その切断面を上記水道管を流通する水で濡らさないようにする。
【解決手段】管状体4の外周面4aに溝7を形成し、この溝に環状の弾性体5を設け、この管状体をこの弾性体とともに切断した水道管1の開口部に嵌め込む。この管状体の先端をこの水道管の切断面3よりも突出して設けることにより、この水道管を流通する水6はこの切断面にかかることなく、上記管状体を通って排出される。しかも、この管状体と水道管との間は上記弾性体の嵌め込み圧によって水密が維持されているので、両者の隙間から水が滲み出してこの切断面を濡らすことがない。そのため、この水道管の切断面の防食のための塗装を円滑に行うことができる。
(もっと読む)
1 - 20 / 47
[ Back to top ]