
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
21 - 40 / 517
消耗電極式アーク溶接方法
【課題】炭酸ガスを使用した消耗電極式アーク溶接方法の多層盛溶接方法において、初層盛の溶接にて狙いずれに対する許容度が高く、十分な溶け込みが得られると共に、スパッタの発生も抑制することができる消耗電極式アーク溶接方法を提供する。
【解決手段】初層又は初層から複数層の溶接パスは、定電圧でアーク溶接するので、アークが広がり、溶接線に対する狙い位置のずれの許容度が高いと共に、優れた溶け込みを得ることができる。この場合に、スパッタ発生量が増大するが、初層又はその近傍の深い位置での溶接であるので、溶接作業性には影響しない。一方、その後の最終層までのパスは、パルス電流でアーク溶接するので、スパッタ発生量が低減され、溶接作業性が向上する。
(もっと読む)
アーク溶接用トーチ

【課題】 シールドガスの噴出特性、フィラーワイヤ狙い位置の調整性、および汎用性が高いアーク溶接用トーチを提供する。
【解決手段】 トーチノズル1の先端部が指向する領域に向けてフィラーワイヤを繰り出すフィラーガイド20を備えたアーク溶接用トーチA1は、トーチ1とフィラーガイド20とを個別に被装し、かつ、これらを連結する連結手段3(ブラケット部材30およびカバー部材31)を備える。ブラケット部材30は、トーチ1およびフィラーガイド20をたとえばクランプ式に連結する。シールドガス供給路は、トーチ1内だけでなく、カバー部材31とトーチ1との間、さらにはカバー部材31とフィラーガイド20との間にも形成され、シールドガスの噴出を安定させる。フィラーワイヤの狙い位置は、トーチ1とフィラーガイド20との相対的な位置変更により調整される。
(もっと読む)
片面溶接装置
【課題】片引きであっても回収散布台車(台車)を安定した状態で走行させることができる片面溶接装置を提供すること。
【解決手段】片面溶接装置1は、裏当銅板12を設けた裏当装置を具備し、溶接線方向に溶接を行う溶接機を具備してなる。裏当装置の裏当銅板の上面にフラックスFを散布・回収する回収散布台車51を備えている。回収散布台車51は、チェーン63による駆動機構60で牽引されて移動すると共に、支持構造体70の外側側面20aに設置されたガイド機構70によって支持されている。チェーン63は、牽引ブラケット65を介在して回収散布台車51に連結されると共に、回収散布台車51の片側方で牽引ブラケット65の一端部に支持される。牽引ブラケット65の他端部は、回収散布台車51の中央位置にて回収散布台車51に連結される。チェーン63と回収散布台車51は、片持ち状態で連結されて牽引される。
(もっと読む)
シャー切断鋼板用突き合せ自動溶接装置
【課題】開先加工しないシャー切断エッジを直接突き合せた突き合せ部を、抜け落ちが生じるのを防止しつつ良好に溶接する。
【解決手段】突き合せ部13に沿って走行自在な溶接台車21に、突き合せ部にに検出エアを吹き付けてその背圧から突き合せ部の形状を検出する突合せ検出装置22と、小さい入熱量で突き合せ部13の表面ルート間隔を閉塞するように先行溶接する先行溶接装置23と、先行アーク溶接装置23の後方に配置されて大きい入熱量で突き合せ部の溶け込みを深くなるように後続溶接する後続溶接装置24とを具備した。
(もっと読む)
多電極片面溶接装置のアークスタート方法および多電極片面溶接装置
【課題】アークスタートを自動化でき、アーク発生補助剤の使用量を低減することによって経済的、作業効率においても優れた多電極片面溶接装置のアークスタート方法および多電極片面溶接装置を提供する。
【解決手段】多電極片面溶接装置のアークスタート方法は、第1電極にアーク発生補助剤をセットする第1工程と、第1電極にアークを発生させ、その直後に溶接台車を走行させる第2工程と、第2電極に溶融プールの上でアークを発生させ、かつ、第2電極となるワイヤーの送給を、スローダウン速度で送給する第1段階と、送給を停止する第2段階と、ワイヤーの電圧値の変動に応じて可変する通常速度で送給する第3段階とによる3段階で制御する第3工程と、第3電極以降の電極に溶融プール上でアークを発生させ、かつ、第3電極以降の電極となるワイヤーの送給を前記第1〜第3段階の3段階で制御する第4工程とを行う。
(もっと読む)
アーク溶接ロボットの制御装置
【課題】プリフローの開始タイミングを教示データ、溶接環境等に応じて自動調整することができるアーク溶接ロボットの制御装置の提供。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
(もっと読む)
アーク溶接方法
【課題】 よりきれいなビードを形成できるアーク溶接方法を提供すること。
【解決手段】 消耗電極15と母材との間にアークを発生させることにより溶滴移行させる第1工程と、アークを発生させつつ上記母材に形成される溶融池を冷却する第2工程とを交互に繰り返すアーク溶接方法であって、上記第1工程は、消耗電極15の極性が+となるEP期間Tepおよび消耗電極15の極性が−となるEN期間Tenからなる単位周期Teを繰り返す交流パルス電流を消耗電極15と母材との間に流すことによって行われ、上記交流パルス電流は、EP期間Tenにおいてピーク値iw1pを有する波形であり、EP期間Tepは、ピーク値iw1pに達する前の前半期間Tuと、ピーク値iw1pに達した後の後半期間Td,Tbとを有しており、後半期間Td,Tbの間に第1工程から第2工程に移行する。
(もっと読む)
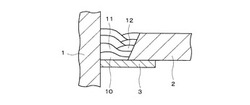
中空部材接続部および中空部材をつくり出す方法
【課題】
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、押し嵌めることと関連して、摩擦結合的、形状結合的かつ材料結合的な接続を完成させる。
【解決手段】
まず、中空部材(2)が部材(3)上に押し嵌められる。その後、熱的な接合によって溶接層が、溶加材(19)を用いてもたらされ、この溶加材が、中空部材(2)と部材(3)の間の形状結合的かつ材料結合的な接続をつくり上げる。形状結合的な接続は、中空部材(2)の事前の変形によって押し嵌める端部(15)においてサポートされる。変形は、好ましくは、押し嵌める端部(15)をカラー(16)に向かって彫りゲルことによって行われる。
(もっと読む)
アーク溶接システム、シングルアーク溶接システムおよびタンデムアーク溶接システム
【課題】本発明は、デジタル信号を用いて正確なアーク倣いを可能とするアーク溶接システム1を提供する。
【解決手段】アーク溶接システム1は、溶接ワイヤ13に溶接電力を供給する溶接電源30と、溶接トーチ12がアーム先端に装着された溶接ロボット10と、溶接電源30および溶接ロボット10を制御するコントローラ40とを備え、溶接電源30とコントローラ40とがデジタル信号を用いた通信を行うと共に、溶接電源30が、溶接電源同期信号が入力されたときの溶接電源フィードバック信号をコントローラ40に出力する。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】よりきれいなウロコ状のビードを形成可能なアーク溶接方法、およびアーク溶接システムを提供すること。
【解決手段】消耗電極15と溶接母材Wとの間に溶接電流を、絶対値の平均値が第1の値であるように流すことにより、アークaを発生させつつ溶滴移行させる第1工程と、上記溶接電流を、絶対値の平均値が上記第1の値より小さい第2の値であるように流し、上記第1工程と上記第2工程とを繰り返すアーク溶接方法であって、上記第2工程において消耗電極15と母材Wとの間の溶接電圧Vwが予め定められた基準溶接電圧Vstよりも大きいときに上記消耗電極の送給速度Vfを増速させ、溶接電圧Vwが基準溶接電圧Vstよりも小さいときに送給速度Vfを減速させる。このような構成により、過大な上記溶接電圧に起因して溶接ビードの外観が乱れてしまうことや、過小な上記溶接電圧に起因してアークが消滅してしまうことを抑制することができる。
(もっと読む)
炭酸ガスパルスアーク溶接方法
【課題】消耗電極式炭酸ガスパルスアーク溶接において、溶滴の形成及び離脱状態を安定化して、スパッタの少ない高品質溶接を可能とすること。
【解決手段】ピーク電流Ipを通電するピーク期間Tpとベース電流Ibを通電するベース期間Tbとを1パルス周期Tpbとして繰り返して溶接を行う炭酸ガスパルスアーク溶接方法において、ピーク期間Tp中はピーク電流Ipを振幅Ws及び振動周期Tsによって振動させることによって溶接ワイヤの先端に所望サイズの溶滴を形成し、ベース期間Tb中はこの形成された溶滴を短絡移行によって溶融池へと円滑に移行させる。これにより、ピーク期間Tp中に形成された溶滴が、ベース期間Tb中に短絡移行するので、1パルス周期1溶滴移行状態が実現できる。このために、スパッタの少ない溶接が可能となる。
(もっと読む)
2電極アーク溶接方法
【課題】 良好な溶接ビードを形成しつつ、溶接強度を向上させることが可能な2電極アーク溶接方法を提供すること。
【解決手段】 GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接方法であって、GMAアーク溶接電流Imおよびプラズマアーク溶接電流Ipは、ハイレベルとローレベルとを交互にとる直流パルス電流とされており、GMAアーク溶接電流Imが第1ハイレベルImp1をとった後に第2ハイレベルImp2をとり、かつプラズマアーク溶接電流Ipが、ハイレベルIppを1回とるごとに、ワイヤWの溶滴移行が1回行われる。このような構成により、GMAアーク溶接電流Imの立ち上がり時におけるスパッタ発生を抑制するとともに、ワイヤWの溶滴移行をスムーズに行うことができる。
(もっと読む)
蒸気タービンロータ、それを用いた蒸気タービン
【課題】信頼性の高い蒸気タービンロータおよび蒸気タービンを提供する。
【解決手段】Ni基超合金鍛造品Aに中空構造の鍛造品Bを溶接接合し、内面の溶接裏並みを削除し内面を平滑化し鍛造材Cと鍛造材Bをボルトで締結することを特徴とする蒸気タービンロータ。
(もっと読む)
複合溶接装置および複合溶接方法
【課題】ギャップ尤度を向上できると共に、スパッタの発生を抑制できる複合溶接装置および複合溶接方法を提供すること。
【解決手段】レーザ溶接およびアーク溶接が組み合わされるので、溶接速度が速い場合でも均一なビードを形成できる。また、溶接進行方向の前後に並設されアーク溶接を行う第1電極4a及び第2電極4cと、それらのねらい位置を母材W同士の当接部に移動させるか、又は溶接進行方向からみて母材W間のギャップの中心線の右側および左側に移動させる移動手段7,8とを備えているので、ギャップがない場合は溶着金属の幅を狭くし、ギャップがある場合は溶着金属の幅を広げることができる。その結果、母材W間を溶着金属で満たすことができ、溶接欠陥の発生を防止できる。よって、ギャップ尤度を向上できる。さらに、アークを揺動させないので、アークの指向性を安定させることができ、スパッタの発生を抑制できる。
(もっと読む)
制御装置の端子と回路導体の溶接方法
【課題】FET等の電子部品の端子とバスバー等の回路導体とを超小型のTIG溶接機で電子部品の破壊を防止しつつ簡単かつ確実に低コストで溶接することができる制御装置の端子と回路導体の溶接方法を提供する。
【解決手段】複数の端子11を有した電子部品10′の端子11と回路導体22とを超小型のTIG溶接機1′の一方の電極4からの溶接アーク9により溶融して接合するようにした制御装置に用いる電子部品10′の端子11と回路導体22の溶接方法であって、電子部品10′の複数の端子11の全ての端子を、他方の電極を兼用したアースクランプ治具6で挟んで全ての端子11が同電位になる状態とした後で、溶接する端子11と回路導体22とをアースを取りながらアーク溶接する。この際、複数の端子の各端子間の距離が離れるように予め形成しておいた電子部品を用いると良い。
(もっと読む)
タービンエンジン部品を形成する超合金組成物及び方法
【課題】 γ′強化特性及び延性を向上させたニッケル基超合金を提供する。
【解決手段】 約15〜約20wt%のCoと、約10〜約19wt%のCrと、約2.5〜約3.4wt%のAlと、約0.5wt%未満のTaと、約1.0wt%未満のMoと、約0.06wt%未満のZrと、約0.04wt%未満のBと、約1.1〜約1.5wt%のNbと、約3.0〜約3.9wt%のTiと、約3〜約5wt%のWと、約0.03〜約0.07wt%のCと、残部のNiとを含み、アルミニウム、チタン、ニオブ及びタンタルが合計9〜14原子百分率の量で合金中に存在するニッケル基組成物。
(もっと読む)
ガスシールドアーク溶接のアークスタート制御方法およびアーク溶接ロボットの制御装置
【課題】溶接開始部におけるガス流量を検出し、適正なガス流量であることと判断してからアークスタート処理を実行するガスシールドアーク溶接のアークスタート制御方法を提供する。
【解決手段】溶接電源に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過した後にアークスタート処理を開始するガスシールドアーク溶接のアークスタート制御方法において、シールドガス流量を検出するガス流量センサからの信号を入力としてガス流量を監視する(S1)。プリフロー時間が経過した時点でガス流量が所定範囲内であるか否かを判定する(S5)。ガス流量が所定範囲内であると判定した場合はアークスタート処理を開始する(S6)。所定範囲外であると判定した場合はガス流量が所定範囲内になるまで待機する(S7)。ガス流量の過不足による溶接不良の発生を防止することができる。
(もっと読む)
制御装置の端子の溶接方法
【課題】他部品への熱影響を抑制しながら、電源回路用の端子のように幅の広い端子を接続する場合にもマイクロスポットTIGを溶接適用することができる制御装置の端子の溶接方法を提供する。
【解決手段】2枚の幅広帯板状の端子11,21の先端部11a,21aを互いに重ね合わせた状態でマイクロスポットTIG溶接により接合するに際し、端子11,21の先端部11a,21aを、該端子11,21の幅方向の中間部に先端部の端縁からスリット11b,21bを入れることで、マイクロスポットTIG溶接が可能な幅の複数の小幅状先端部に分割し、各小幅状先端部ごとに電極101を近づけてマイクロスポットTIG溶接を施すことにより、両端子11,21の先端部11a,21a同士を溶融して接合する。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】消耗電極パルスアーク溶接において、アーク長が大きく変動したときに、アーク安定性を維持しつつ過渡応答性を向上させること。
【解決手段】溶接ワイヤを第1送給速度Fs1で送給すると共に、第1傾きKs1、溶接電流基準値Is及び溶接電圧基準値Vsによって設定された溶接電源の外部特性を形成し、溶接中にアーク長が大きく変動したときは、前記第1傾きKs1を小さな値の第2傾きKs2に置換して外部特性を形成するパルスアーク溶接の出力制御方法において、前記第2傾きKs2によって前記外部特性が形成されている期間中は、送給速度Fscを前記第1送給速度Fs1から第2送給速度Fs2にアーク長の変動が収束するように変化させる。傾きを小さくしてアーク長制御系のゲインを大きくし、送給速度を可変速制御することで、過渡応答性を向上させている。
(もっと読む)
溶接装置及び溶接ワイヤ送給装置
【課題】送給ロールの溝の掃除時間を短縮させる溶接ワイヤ送給装置を提供する。
【解決手段】アウトレットガイド12の先端部に取り付けられたシールドガス供給部材22にシールドガス供給口23とシールドガス供給通路24とが形成されている。シールドガス供給部材22内にアウトレットガイド12とシールドガス供給口23とを連通するシールドガスバイパス通路25が形成され、シールドガス供給通路24に機械弁26が設けられ、押圧すると機械弁26が閉となる押圧部材27が設けられている。シールドガス供給口23に電磁弁を設け、シールドガス供給部材22に、押圧部材27を押圧したときにONとなって電磁弁が開となり、モータ7が回転するスイッチ29が取り付けられている。スイッチ29がONとなると、機械弁26が閉となって、シールドガスが送給ロール3bへ噴出され、送給ロール3bが回転する。
(もっと読む)
21 - 40 / 517
[ Back to top ]