
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
501 - 517 / 517
高電流溶接用電源
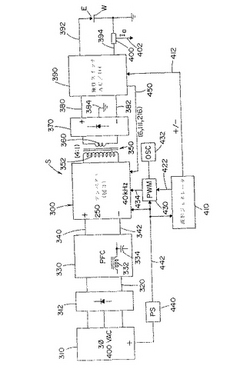
【課題】電気アーク溶接用電源を提供する。
【解決手段】 電源が、250アンペア以上の電流を有する一次回路と、700アンペア以上の最大電流を伴う動作範囲を有する電流を有する二次回路と、二次電流を、溶接に適したDC電流に整流する出力整流器とを有する出力変圧器の一次側を駆動する高速スイッチングインバータを含む、電気アーク溶接のための、インバータをベースとする電源。
(もっと読む)
帯状金属薄板の突合せ接合装置

【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
レーザ照射を伴うアーク溶接のアーク開始方法、該方法を行なう溶接装置及び制御装置
【課題】ハイブリッド溶接において、溶け落ちを防止しつつアーク開始を確実に起きない、溶接品質を向上させる。
【解決手段】ロボット制御装置から、レーザ照射開始指令が、アーク発生前のレーザパワー指令条件とともにレーザ発振機に対して指令される。アーク発生前のレーザパワー指令は、入熱量を抑えるもので、(*1)〜(*3)の中から母材材質、厚さ等の条件に応じて選択する。アーク溶接開始指令は、溶接電圧、ワイヤ送給速度指令とともに、アーク溶接電源に対して指令される。アーク溶接指令がなされ、ワイヤが母材に接触するまでは、無付加電圧となる。また、ワイヤ送給速度はアークが発生するまでは遅く指令される。
ワイヤが母材に接触し、アークが発生するとそれが検出され、レーザパワー指令条件が加工用の条件に変更される。
(もっと読む)
交流パルスアーク溶接方法
【課題】電極マイナス電流の通電とピーク電流及びベース電流の通電とを1パルス周期として溶接電流Iwの通電を繰り返す交流パルスアーク溶接にあって、1パルス周期中の電極マイナス電流の時間積分値が溶接電流値の時間積分値に占める比率である電極マイナス電流比率を電極マイナス電流比率設定値によって設定し、消耗電極である溶接ワイヤの送給速度を送給速度設定値によって設定して溶接を行う交流パルスアーク溶接方法において、溶接電流の平均値及び電極マイナス電流比率の条件設定を迅速かつ正確に行えるようにする。
【解決手段】本発明は、溶接電流の平均値を溶接電流設定値Isによって設定し、この溶接電流設定値Is及び上記の電極マイナス電流比率設定値Rsを入力として予め定めた変換関数回路FSCに基づいて送給速度設定値Fscを演算して自動設定する交流パルスアーク溶接方法である。
(もっと読む)
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器
【課題】溶接不良を低減でき、冷凍機油の円滑な流れが可能となるアルミニウムアキュームレータ溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3を有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、ステンレススリーブ8とから構成され、アルミニウムパイプ4の端部にはステンレススリーブ8の端面がアルミニウムパイプ4の端面と一致するように挿入され、アルミニウムパイプ4はビーディング加工部3までアルミニウムアキュームレータ5へ挿入され、アルミニウムパイプ4とアルミニウムアキュームレータ5とステンレススリーブ8を重なり合うつなぎ部12で溶接することにより溶接不良を低減でき、冷凍機油の流れを円滑にできる。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
変形推定方法、プログラムおよび記録媒体
【課題】 拘束下の溶接変形を推定することができる変形推定方法を提供する。
【解決手段】 ステップS7では、固有歪データベースに記憶されている実験等で求めた拘束下での固有ひずみの情報に基づいて、ステップS2で指定された板厚hと継手形式と溶接長L、ステップS3で指定された溶接法と溶接入熱Q0と材質、およびステップS6で算出された曲げ拘束度KBによって決まる、拘束下での固有ひずみ、つまり、横曲がり角変形固有歪θvが求められる。ステップS8では、拘束治具を解放した状態をモデル化して弾性有限要素解析を行う。このとき、ステップS9では、ステップS4で求められた縦収縮固有歪gx、横収縮固有歪gy、縦曲がり変形固有歪θx、およびステップS7で求められた横曲がり角変形固有歪θvに基づいて、溶接変形解析を行う。このようにして、ステップS10では、拘束の影響を考慮した溶接構造物の溶接変形を推定することができる。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
異種合金鋼の溶接用溶接フィラー及びそれを用いた方法
本発明は、実質的に異なるクロム含量を有した異なる合金鋼片を接合する、例えば高合金フェライト鋼に対して低合金フェライト鋼、オーステナイト系ステンレス鋼に対して低合金フェライト鋼、又はオーステナイト系ステンレス鋼に対して高合金フェライト鋼を接合するための溶接フィラー組成物を提供する。一態様において、本発明は、溶接フィラーの質量により合計で少なくとも50%を構成するニッケル、鉄及びクロム;溶接フィラーの質量により合計で50%未満を構成するニオブ、炭素、マンガン、モリブデン及びケイ素を、並びに20以下の炭素に対するニオブの割合を含む溶接フィラーのための組成物を提供する (もっと読む)
分散強化合金の接合方法
本発明は、少なくとも1個が分散強化合金から成る2個以上の部材および/または構造部品を接合する方法に関し、該合金の組成(wt%)は、C:0.08以下、Si:0.7以下、Cr:10〜25、Al:1〜10、Mo:1.5〜5、Mn:0.4以下、残部:Feおよび通常存在する不純物であり、該接合前に鍛造により接合部の断面が拡大されており、この方法によって製造された製品は900℃より高温の高温用途に用いることができる。 (もっと読む)
CO2ドライアイスを用いた溶接バーナーの洗浄方法及び装置
本発明は、冷たい媒体、好ましくはCO2ドライアイスを用いて、例えば自動溶接ライン、溶接ロボット及び単品製造における溶接バーナー(10)を洗浄する方法及び装置に関し、この際、圧力下にある液体CO2を放圧することにより生じるCO2スノーを直接、わずかに圧縮して、バーナー(10)に合わせた洗浄管(8)を用いて、均一に、又は間欠的に、接触管(12)及びガスノズル(13)の洗浄すべき面に進める。 (もっと読む)
溶接トーチ部品を固定するための方法および装置
溶接トーチの雁首内にライナを整列および/または軸方向に固定するために、そしてトーチ部品の有用な寿命を延長するために、コレットを使用するための方法および器具が提供される。上記コレットとテーパー状のロッキング係合接続部とを含むトーチ部品を固定するための方法および器具もまた提供される。屈曲、旋回および他の一般的なトーチの動きにも関わらず、保持ヘッドまたは拡散器に対するライナの位置は、確立および維持され得る一方で、依然としてコレットを通過する遮蔽ガスの流れを可能にする。ガス拡散器を含む溶接トーチの部品は、テーパー状のロッキング係合を介して、トーチまたは他のトーチ部品に固定され得る。本発明は、手動のトーチシステムおよびロボットトーチシステムの両方のために有用である。  (もっと読む)
(もっと読む)
溶接方法
【課題】 溶接方法を提供する。
【解決手段】 第1ルートパスにGTAW設備(20)および水素含有シールドガスを使用して非ステンレス鋼ワークピース(12)のための溶接方法が、275未満、好ましくは100未満の湿分浸透率を有するエラストマー材料で製造されたホースまたは導管(30)を備えているシールドガス供給装置を使用し、且つ少なくとも、タングステンおよび酸化ランタン、好ましくは、タングステン、酸化ランタン、酸化イットリウムおよび酸化ジルコニウムを備えているタングステン電極(23)組成物を使用することにより改良される。水素含有シールドガスを供給するエラストマーホース(30)を通る湿分浸透を防ぐことにより、ルートパス溶接部上の第2のパス溶加材溶接中の溶融された溶接金属の中とりを無くす。電極の寿命は、タングステン化合物を使用して高められる。 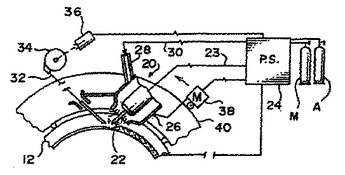 (もっと読む)
(もっと読む)
内燃機関の構成部品及びその製造方法
アルミ合金で作られ、内燃機関の運転中に熱的に高負荷を受ける少なくとも一つの領域(2)を含む内燃機関の構成部品(1)が開示されている。熱的に高負荷を受ける前記領域(2)は全体の構成部品(1)に比べて小さく、そして熱的に高負荷を受ける領域(2)が全体の構成部品(1)よりも大きい破断伸びを有するように、全体の構成部品(1)に対して変更された合金組成を備える。  (もっと読む)
(もっと読む)
大入熱溶接の溶接継手
【課 題】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接金属と溶接熱影響部の低温靭性を向上した溶接継手を提供する。
【解決手段】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接継手であって、溶接継手の溶接金属がCを0.03〜0.12質量%、Siを0.10〜0.80質量%、Mnを0.80〜2.50質量%、Niを0.50〜3.00質量%、Crを0.50質量%以下、Moを0.50質量%以下、Tiを0.01〜0.10質量%、希土類元素を0.0010〜0.0050質量%含有し、かつBの含有量〔B〕(質量%)がf(Q) ≦〔B〕≦ 0.01 (Qは溶接入熱)を満足し、残部が鉄および不可避的不純物からなる組成を有する溶接継手である。
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
サブマージアーク溶接用ボンドフラックス
【課題】 50kJ/cm以上の大入熱溶接において、−40℃乃至−60℃程度の低温においても良好な靭性を有する溶接金属を得ることができるサブマージアーク溶接用ボンドフラックスを提供する。
【解決手段】 MgOを20乃至35重量%、Al2O3を5乃至15重量%、鉄粉を10乃至30重量%、SiO2を5乃至20重量%、CaF2を3乃至10重量%、TiO2を5乃至15重量%、CaOを3乃至10重量%、CO2を2乃至8重量%、Alを0.5乃至3重量%、Mnを0.5乃至3重量%、Si及びTiからなる群から選択された少なくとも1種又は2種の総量を0.2乃至3重量%、B2O3を0.1乃至2重量%含有し、前記CaOとTiO2との重量比CaO/TiO2が0.4乃至0.9である。
(もっと読む)
501 - 517 / 517
[ Back to top ]