
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
61 - 80 / 517
2電極アーク溶接のアークスタート制御方法
【課題】2電極アーク溶接において、アークスタート部の溶け込み及びビード形状を適正化すること。
【解決手段】消耗電極1aおよび非消耗電極1bを備えた溶接トーチWTを用いてアーク溶接する2電極アーク溶接のアークスタート制御方法において、消耗電極1aと母材2との間に消耗電極アーク3aを発生させ、その後は消耗電極1aを定常送給速度で送給し、非消耗電極1bと母材2との間に非消耗電極アーク3bを発生させ、その後は余熱期間の間、非消耗電極アーク3bに定常電流値よりも大きな値の余熱電流を通電すると共に、送給速度を余熱電流の値に応じて定常送給速度よりも速い余熱送給速度に切り換え、余熱期間が終了すると、送給速度を定常送給速度に切り換えると共に、非消耗電極アーク3bを通電する電流値を定常電流値に切り換えて定常溶接状態に移行させる。
(もっと読む)
異材接合方法

【課題】溶接施工方向に対して、鋼材を上側とし、アルミニウム材を下側として、互いに重ね合わせて溶接する場合でも、高い接合強度を安定的に確保できる、異材接合方法を提供することを目的とする。
【解決手段】溶接施工方向4に対して、鋼材2を上側とし、アルミニウム材3を下側として、互いに重ね合わせて溶接する際に、アルミニウム材3の溶接施工方向4に対して向き合う、溶接線5に沿った溶接面3aの位置を、鋼材溶接面2aの位置よりも、溶接施工方向4に対して上側に突出させた状態で、溶接し、鋼材2とアルミニウム材3との両方の溶接面に亙るアルミニウム溶接材料によるビード6を形成する。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 幅広の帯状金属薄板であっても、先行の帯状金属薄板の終端と後行の帯状金属薄板の始端との突き合せ作業を簡単且つ正確に行えるようにする。
【解決手段】 先行の帯状金属薄板W1及び後行の帯状金属薄板W2を載置する作業用テーブル2を設けたキャビネット本体1と、先行の帯状金属薄板W1の終端部上面及び後行の帯状金属薄板W2の始端部上面を保持する上部クランプ4と、先行の帯状金属薄板W1と後行の帯状金属薄板W2の突合せ部近傍を上部クランプ4とで挾持固定する下部治具5と、両帯状金属薄板W1,W2の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を突合せ溶接する溶接装置8とを具備した帯状金属薄板の突合せ接合装置に於いて、下部治具5に、先行の帯状金属薄板W1の終端部と後行の帯状金属薄板W2の始端部とを下部治具5の上面へ密着状に保持固定するワーククランプ7を配設する。
(もっと読む)
海水用ポンプの構造部材を溶接する溶接金属及び海水ポンプ
【課題】海水ポンプの構造部材の二相ステンレス鋼を溶接金属によって溶接した溶接部に生じる孔食進展を抑制することを可能にした信頼性の高い海水ポンプを得る海水用ポンプの構造部材を溶接する溶接金属を提供する。
【解決手段】海水用ポンプの構造部材を溶接する溶接金属は、海水用ポンプを構成する構造部材の母材金属に20%以上のCrを含有する二相ステンレス鋼を使用し、海水用ポンプの該構造部材を溶接してこの海水用ポンプを形成する溶接金属として、Cr量が前記構造部材の母材金属のCr量よりも多く含有し、且つMnを1%以上含有する溶接金属を用いる。
(もっと読む)
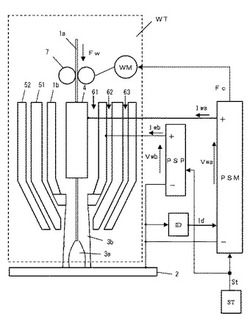
消耗電極式パルスアーク溶接の溶接制御装置およびそのアーク長制御方法、並びにその溶接制御装置を備えた溶接システム
【課題】消耗電極式パルスアーク溶接において、外乱によるアーク長の変動を正確に抑制する技術を提供する。
【解決手段】溶接制御装置は、式(1)のパラメータとして、溶接電源の外部特性Ks、第2パルス期間における溶接電流設定値Is2および溶接電圧設定値Vs2の各情報と、第2パルス期間において検出された溶接電流の瞬時値Io2および溶接電圧の瞬時値Vo2の各情報とに基づいて、パルス周期において第1パルス期間を終了して第2パルス期間を開始した時点から、式(1)で表す電圧誤差積分値Sv2の演算を開始する積分器と、演算の結果、電圧誤差積分値Sv2の値が0と等しくなったか否か比較する比較器と、パルス周期毎に、電圧誤差積分値Sv2の値が0と等しくなった時点で、当該パルス周期を終了して次回のパルス周期を開始する波形生成器とを備える。Sv2=∫{Ks(Io2-Is2)+Vs2-Vo2}dt…式(1)
(もっと読む)
パルスアーク溶接方法
【課題】シールドガスの混合比率及びチップ・母材間距離が変化しても安定したアーク状態を維持することができるパルスアーク溶接方法を提供すること。
【解決手段】第1ピーク期間Tp1中の第1ピーク電流Ip1の通電及び第2ピーク期間Tp2中の第2ピーク電流Ip2(<Ip1)の通電及びベース期間Tb中のベース電流Ibの通電とを1パルス周期として繰り返して溶接するパルスアーク溶接方法において、チップ・母材間距離が基準値よりも短くなったときは基準値とチップ・母材間距離との差に応じて前記第1ピーク電流値Ip1を増加させ、チップ・母材間距離が基準値よりも長くなったときは基準値とチップ・母材間距離との差に応じて前記第2ピーク電流値Ip2を減少させる。これにより、チップ・母材間距離の変化に伴う溶滴形成入熱の変化を補償して、良好な溶滴移行状態を維持することができる。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
2ワイヤ溶接制御方法
【課題】2ワイヤ溶接方法において、磁気吹きの発生によるアーク切れを抑制すること。
【解決手段】消耗電極と母材との間にピーク電圧Vpの印加とベース電圧Vbの印加とを1周期として繰り返すことによって溶接電流Iwを通電してアークを発生させて溶融池を形成すると共に、フィラーワイヤを前記溶融池に送給しながら溶接を行う2ワイヤ溶接制御方法において、前記ベース電圧Vbの上昇によって前記アークに磁気吹きが発生していることを判別(時刻t42)し、前記磁気吹きの発生を判別したときは前記フィラーワイヤに前記溶接電流Iwと同一方向の電流Ifを通電することによって磁気吹きを解消(時刻t43)させる。溶接ワイヤ及びフィラーワイヤに同一方向の電流が通電するために、磁気吹きによって偏向したアークに吸引力が作用して、アークの偏向を正常化する。
(もっと読む)
耐脆性き裂伝播性を有する溶接構造体
【課題】溶接継手に脆性き裂が発生した場合であっても、脆性き裂が溶接継手や母材を伝播するのが抑制でき、溶接構造体の破断を防止することが可能な、耐脆性き裂伝播性を有する溶接構造体を提供する。
【解決手段】鋼板1同士を突合せ溶接することで鋼板溶接継手2が形成されてなり、該鋼板溶接継手2の少なくとも一部に、鋼板1を貫通するように設けられ、脆性き裂伝播停止特性Kcaが6000N/mm1.5以上の鋼材からなるアレスタ材5と、該アレスタ材5が鋼板1に対して突合せ溶接されることで形成されるアレスタ溶接継手6とからなる耐き裂制御部4が備えられており、アレスタ材5は、鋼板溶接継手2の溶接線L上から延在する外縁部50(51、52)が、鋼板溶接継手2の長手方向に対して60°以上120°以下の範囲の角度で傾斜又は直交するように形成される。
(もっと読む)
耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体
【課題】溶接継手に脆性き裂が発生した場合であっても、脆性き裂が溶接継手や母材を伝播するのが抑制でき、溶接構造体の破断を防止することが可能な、耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体を提供する。
【解決手段】母材の少なくとも一部の脆性き裂伝播停止特性Kcaが4000N/mm1.5以上である鋼板同士を突合せ溶接することで形成されてなり、当該鋼板溶接継手1の少なくとも一部に、該鋼板溶接継手1の溶接線L上から延在するとともに、鋼板溶接継手1の長手方向に対して10°以上60°以下の範囲の角度で傾斜する傾斜ビード31を具備する耐脆性き裂伝播方向制御部3が設けられている。
(もっと読む)
ダブルスキンパネルのレーザ溶接継手
【課題】アンダーフィルを防止したダブルスキンパネルのレーザ溶接継手を提供すること。
【解決手段】押出中空形材の長尺なダブルスキンパネル同士を幅方向に突き合わせてレーザ溶接などによって接合するための第1面板101及び第2面板102の幅方向端部に形成されたものであって、端部リブ105と第1及び第2面板との交点部分に一対の継手部10A,10Bが構成され、一対の継手部には突起部11と、レーザの照射方向に重なる外側凸部13と内側凸部14が形成され、外側凸部13と内側凸部14との幅方向の嵌合が十分な場合にでも一対の継手部10A,10Bの突起部11の間には幅方向に隙間16があり、外側凸部13と内側凸部14との幅方向の嵌合が不十分な場合にでも外側凸部13と内側凸部14とがレーザ光の照射方向に重なり部分を有するダブルスキンパネルのレーザ溶接継手10。
(もっと読む)
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
アーク長揺動パルスアーク溶接制御方法
【課題】低周波の切換周波数でアーク長を周期的に揺動させて溶接するアーク長揺動パルスアーク溶接方法において、溶接開始部分のビードに発生するブローホールを低減すること。
【解決手段】溶接ワイヤを送給すると共に、ピーク期間HTp、LTp中のピーク電流HIp、LIp及びベース期間HTb、LTb中のベース電流HIb、LIbを交互に繰り返して通電し、切換周波数で前記ピーク期間及び/又はピーク電流を変化させることによってアーク長を周期的に揺動させて溶接を行うアーク長揺動パルスアーク溶接制御方法において、溶接開始時点から予め定めた初期期間Ts中は、前記切換周波数(初期周波数fs)をそれ以降の定常期間の予め定めた定常周波数ftよりも低い値に設定する。これにより、溶接開始時の溶融池を十分に撹拌することができ、ブローホールの発生を低減することができる。
(もっと読む)
パルスTIG溶接ロボットの制御方法及びパルスTIG溶接ロボットの制御システム
【課題】
実アーク電圧のピーク領域のみを使用するとともに、ピーク領域ではPI制御を行い、ピーク領域でない領域ではI制御を行うことにより、溶接トーチとワーク間を一定に保つことができるパルスTIG溶接ロボットの制御方法及びパルスTIG溶接ロボットの制御システムを提供する。
【解決手段】
TIGアークセンサ50はピークベース判定電圧以上のピーク側電圧領域にある実アーク電圧を制御周期毎に抽出して実アーク電圧のピーク電圧の平均電圧を算出し、制御周期毎に平均電圧とアーク基準電圧との差電圧に基づきトーチ動作方向を決定する。前記アークセンサは、制御周期毎に抽出した実アーク電圧がピーク領域にあるか否かの判定に応じて差電圧とトーチ動作方向に基づき、PI制御又はI制御で溶接トーチ11の動作量を算出する。ロボット制御装置20はその結果に基づき溶接ロボット10を制御する。
(もっと読む)
溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置
【課題】レーザ・アークハイブリッド溶接において、安定したアークを形成させることにより溶接品質の向上が可能とされる溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11に溶接ワイヤMを繰出ローラ25によって送給する溶接ワイヤ送給装置20であって、前記繰出ローラ25を前記溶接ワイヤMに向かって押圧する押圧手段26を有し、前記押圧手段26の押圧力を制御することにより前記溶接ワイヤMの送給速度を調整するように構成されていることを特徴とする。
(もっと読む)
溶接ロボットの制御装置および制御方法
【課題】 溶接の状況に応じて、先行行溶接トーチのウィービングの振幅の大きさと、後行溶接トーチのウィービングの振幅の大きさを任意に調整することができるようにする。
【解決手段】 先行溶接トーチおよび後行溶接トーチのトーチ姿勢が一定の状態で両溶接トーチ先端がウィービングするとともに、先行溶接トーチと後行溶接トーチの間の中間点を回転中心にして両溶接トーチがウィービング振幅方向Ywに揺動するように、各軸を駆動制御することで、先行溶接トーチのウィービング振幅の大きさと後行溶接トーチのウィービング振幅の大きさを調整する。この場合、先行溶接トーチがウィービングする方向と、当該先行溶接トーチが揺動する方向とが同一方向となり、後行溶接トーチがウィービングする方向と、当該後行溶接トーチ27が揺動する方向とが逆方向となるように制御することで、後行溶接トーチのウィービング振幅の大きさよりも先行溶接トーチのウィービング振幅の大きさを大きくする調整を行うことができる。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】製造コストの高騰、製造時間の長期化を生じることなく、適正強度、靭性を有するタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】高Cr鋼からなる高温用ロータ材と、低Cr鋼からなる低温用ロータ材とを溶接して構成されたタービンロータにおいて、前記高温用ロータ材が、窒素含有量が質量%で0.02%以上である高Cr鋼で形成され、前記高温用ロータ材と低温用ロータ材を溶接する溶加材が、窒素含有量が質量%で0.025%以下である9%Cr系溶加材である。
(もっと読む)
溶接装置及び溶接方法
【課題】製品の位置決め精度を向上できる溶接装置及び溶接方法を提供すること。
【解決手段】
緩衝器1のアウターチューブ2の外周に嵌挿される本体部3eと、本体部3eから略平行に突出して形成され、車両のナックルに取り付けるための穴を有する一対の取付部3aと、を備えるナックルブラケット3を、アウターチューブ2の外周に仮溶接するための溶接装置100であって、アウターチューブ2にナックルブラケット3を仮溶接するための複数のスポット溶接機50と、一対の取付部3aに挟まれた状態で、アウターチューブ2とナックルブラケット3とを支持し、一対の取付部3aの間隔を規定するための固定治具30と、取付部3aの穴3bに先端を挿入させて取付部3aを固定治具30に対して押圧し、アウターチューブ2に対するナックルブラケット3の位置を決める位置決めピン20と、を備える。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極交流パルスアーク溶接において、電極マイナス極性電流比率を大きな値に設定しても、安定した溶接状態を維持すること。
【解決手段】電極プラス極性ピーク期間Tp中は臨界値以上の電極プラス極性ピーク電流Ipを通電し、続けて電極マイナス極性ピーク期間Tpn中は臨界値以上の電極マイナス極性ピーク電流Ipnを通電し、続けて電極マイナス極性ベース期間Tbn中は臨界値未満の電極マイナス極性ベース電流Ibnを通電し、続けて電極プラス極性ベース期間Tb中は臨界値未満の電極プラス極性ベース電流Ibを通電し、これらの通電を1周期として繰り返して溶接を行う。電極プラス極性ピーク期間Tp及び電極マイナス極性ピーク期間Tpnを設けることによって、電極マイナス極性電流比率が大きな値に設定されたときでも、1パルス1溶滴移行状態を維持することができ、安定した溶接状態となる。
(もっと読む)
61 - 80 / 517
[ Back to top ]