
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
81 - 100 / 517
2ワイヤ溶接方法
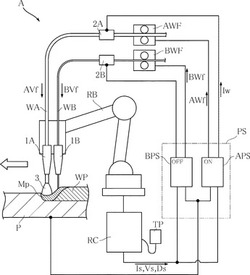
【課題】溶接対象物の板厚が異なっても、適切な溶接を行うことが可能な2ワイヤ溶接方法を提供すること。
【解決手段】本発明の2ワイヤ溶接方法は、消耗電極ワイヤとしてのワイヤWAと溶接母材Pとの間に電圧を印加することによりワイヤWAからアーク3を発生させながら溶接方向に進行させるとともに、溶接方向後方からフィラーワイヤとしてのワイヤWBを供給する2ワイヤ溶接方法であって、ワイヤWBの断面積および送給速度BVfの積が、アーク3のアーク電流Iwに比例するように、送給速度BVfおよびアーク電流Iwを設定する。これにより、スパッタが少なく溶接ビードWPの外観がよい適切な溶接を行うことができる。
(もっと読む)
交流パルスアーク溶接によるインコネルの肉盛り溶接方法

【課題】交流パルスアーク溶接によるインコネルの肉盛り溶接において、所望の希釈率のビード形状を容易に形成することができるようにする。
【解決手段】電極マイナス極性期間中は電極マイナス極性電流を通電し、電極プラス極性期間中はピーク電流及びベース電流を通電し、前記電極マイナス極性期間を調整することによって電極マイナス極性電流比率を適正化して溶接する交流パルスアーク溶接によるインコネルの肉盛り溶接方法において、希釈率設定値Rkを予め設定し、この希釈率設定値Rkを入力として予め定めた期間設定関数TNRによって前記電極マイナス極性期間Tnrを算出し、この算出された電極マイナス極性期間Tnrによって前記電極マイナス極性電流比率を適正化し、前記希釈率設定値Rkによって設定された希釈率のビード形状を形成する。
(もっと読む)
サブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接用溶融型フラックスおよび低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜5.0%、MnO:0.5〜5.0%、CaO:5〜20%、CaF2:25〜50%を含有する溶融型フラックスと、ワイヤ全質量%で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いフラックス入りワイヤとの両者を組合せてサブマージアーク溶接をする。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
摩擦攪拌接合における仮付け方法及び摩擦攪拌接合方法並びにそれらの方法に用いるスタッド銃
【課題】摩擦攪拌接合前に実施する両被接合部材の仮付け方法として、安定した摩擦攪拌接合部を提供するとともに効率的な仮付け方法及びそれを用いた摩擦攪拌接合方法を提供する。
【解決手段】接合される部材10、20の接合部を摩擦攪拌接合可能な位置に突合せて配置し、突合された両部材10、20の表面に重なる位置に仮付け部材40を配置し、部材10、20と仮付け部材40とをスタッド溶接法または摩擦圧接法により接合した。
(もっと読む)
プラズマ溶接法
【課題】被溶接物の端部にタブ板を取り付けてプラズマ溶接をする際、溶接トーチのインサートチップに溶融金属が付着することがなく、安定なアークが形成でき、良好な溶接ビードができるようにする。
【解決手段】被溶接物31、31の溶接線P上の端部にタブ板32、32を取り付けて被溶接物をプラズマ溶接する際、タブ板として、二つ割り構造のものを用い、このタブ板間の間隙E1、E2を1.5〜4.5mmとする。被溶接物間の間隙と前記タブ板間の間隙とを同一とすることが好ましい。また、タブ板として、被溶接物の溶接線上に直径1.5〜4.5mmの貫通孔を形成したものを用いることもでき、被溶接物間の間隙と前記タブ板の貫通孔の直径とを同一とすることが好ましい。
(もっと読む)
ステンレス鋼溶接継手の溶接金属およびその耐食性評価方法
【課題】フェライト系ステンレス鋼板とオーステナイト系ステンレス鋼板との異材溶接継手で、優れた耐食性を有する溶接金属および耐食性評価方法を提供する。
【解決手段】ステンレス鋼異材溶接継手の溶接金属であって、Cr:18〜21質量%、Mo:0.1質量%以下、Cu:0.5質量%以下、Nb:0.03〜0.25質量%、Ti:0.05質量%以下、N:0.04質量%以下を含有し、粒界または粒界近傍フェライト相側のCr濃度の最小値とその母相フェライト相のCr濃度差が10質量%以下、かつ粒界近傍のオーステナイト相側のCr濃度の最小値と、その母相オーステナイト相のCr濃度の差が5質量%以下。粒界または粒界近傍フェライト相側のCr濃度の最小値とその母相フェライト相のCr濃度差、および/または粒界近傍のオーステナイト相側のCr濃度の最小値と、その母相オーステナイト相のCr濃度の差により耐食性を評価する耐食性評価方法。
(もっと読む)
マグパルス溶接の溶接条件設定方法
【課題】マグパルス溶接において、パルスアーク溶接用ワイヤの代わりに炭酸ガスアーク溶接用ワイヤを用いたときの溶接条件の設定を容易かする。
【解決手段】溶接ワイヤ1を予め定めた送給速度Frで送給すると共に、ピーク期間Tpr中はピーク電流Iprを通電し、ベース期間中はベース電流Ibrを通電し、溶接電圧平均値Vdが溶接電圧設定値Vrと等しくなるようにベース期間を制御して溶接を行うマグパルス溶接の溶接条件設定方法において、炭酸ガスアーク溶接用ワイヤモードを選択するワイヤ種類選択スイッチSTを設け、このモードが選択されているときはピーク期間Tprを所定値ΔTpだけ長くし、溶接電圧設定値Vrを所定値ΔVrだけ大きくし、送給速度Frを所定値ΔFrだけ速くする。これにより、前記スイッチSTを選択するだけで炭酸ガスアーク溶接用ワイヤに適した溶接条件が自動設定される。
(もっと読む)
溶接構造
【課題】高価なTiやNb等を使用することなく粒界腐食を抑制して亀裂が発生し難い信頼性の高いビード部となし得る溶接構造を提供する。
【解決手段】フェライト系ステンレス鋼からなる鋼板同士をフェライト系溶接ワイヤーを用いて溶接した溶接構造において、鋼板同士が溶接されたビード部4の組織を、フェライトとマルテンサイトの混相とした。ビード部4の組織は、フェライト結晶粒5とフェライト結晶粒5の間にマルテンサイト結晶粒6が介在するフェライトとマルテンサイトの混相である。このビード部では、C(炭素)及びN(窒素)の含有率が0.042%以上である。
(もっと読む)
重ね隅肉接合材の設置方法及び構造
【課題】アルミニウム板と鋼板とを重ね隅肉溶接して得られる接合材における接合部たる継手部分の耐食性を、より簡便な手法により効果的に向上せしめ得る重ね隅肉接合材の設置方法及び構造を提供すること。
【解決手段】アルミニウム板12と鋼板14とを重ね隅肉溶接して得られる接合材10を組み付けて、目的とする構造体の少なくとも一部を形成するに際して、接合材10における溶接ビード形成側の面を、前記構造体において腐食因子が接触する側に位置せしめると共に、かかる接合材10における前記アルミニウム板12部位が、接合材10における前記鋼板14側のビード止端部20よりも鉛直方向上方に位置するように、かかる接合材10を配設するようにした。
(もっと読む)
消耗性電極式の交流アーク溶接電源装置
【課題】 装置の構成が簡単で、かつ、スパッタの発生を大幅に低減できる消耗電極式の交流アーク溶接電源装置を提供すること。
【解決手段】 4個のスイッチング素子Ep1、Ep2、En1、En2を独立して制御する出力制御回路30と、溶接ワイヤ12と母材13との間が短絡状態かアーク状態かを検出する短絡検出回路36と、を設け、出力制御回路30は、溶接ワイヤ12と母材13が短絡した場合、現在オンされている第1の1対の前記スイッチング素子を予め定める期間T0オフし、その後、オフにした第1の1対のスイッチング素子の一方をオンし、溶接負荷に流れる電流が予め定める電流値Iasまで低下する間にリアクタ26に蓄えられたエネルギが放出させ、溶接負荷に流れる電流が予め定める電流値Iasまで低下したら、オフされている第1の1対のスイッチング素子の他方をオンし、予め定める期間T2溶接負荷に流れる電流を電流値Iasに保ち、その後予め定められている出力電流値に戻す。
(もっと読む)
溶接装置及び溶接方法
【課題】溶接品質に影響を及ぼさないように溶接するとともに溶接残留応力を低減する。
【解決手段】溶接トーチ2を搭載しホイール3を有する溶接ヘッド1により溶接方向に移動させる溶接装置において、溶接トーチ2は、ホイール3の移動方向前方に配置され、ホイール3に冷却キャタピラ4を取り付け、冷却キャタピラ4により溶融直後の母材の溶接熱影響部を間接的に冷却し残留応力を低減する。冷却キャタピラ4は、溶接ヘッド1の移動方向前後に有る2個のホイール3に跨って取り付けられている。ホイール3は、冷却媒体を流せるような中空構造になっている。
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
治具ユニット及びこれを用いた円周溶接装置
【課題】 ドラム缶等の天板に口金をシールドガスの雰囲気中でアークにより円周溶接する際に、アークの強烈な光を遮蔽すると共に、溶接部のシールド効果を高められるようにする。
【解決手段】 ドラム缶等の天板50の開口50a周縁部に口金51をシールドガスGの雰囲気中でアークにより円周溶接する際に用いる治具ユニット2であって、治具ユニット2は、天板50及び口金51を支持する下部治具2′と、下部治具2′との間で天板50の開口50a周縁部近傍を挾持固定する上部治具2″とから構成され、上部治具2″は、天板50の開口50a周縁部近傍に当接する環状の上部クランプ16と、上部クランプ16内に水平回転自在に配設され、溶接用トーチ28の先端部が挿入されるトーチ挿入用穴17aを有し且つ天板50と口金51の溶接個所周辺に溶接用トーチ28から放出されるシールドガスGを溜めるためのシールドガス空間Sを形成する円盤状の蓋体17とから成る。
(もっと読む)
接合用パイプ材の接合部及びこの接合部の加工方法
【課題】 接合力強い接合用パイプ材の接合部及びこの接合部の加工方法を提供する。
【解決手段】断面円形の鉄製接合用パイプ材Aの接合部1は、前記接合用パイプ材A端部に設けるもので、前記端部に相対するように設けた2箇のくちばし部2,2と、このくちばし部2,2間をそれぞれ被接合用パイプ材の外周に沿うような凹んだ円弧状に伸びるように、前記端部縁を接合用パイプ材A内側に折り曲げた接合凹部3,3とからなる。また、前記接合部1の加工方法は、中間加工と仕上げ加工との2工程で行い、中間加工では、相対する一対のくちばし部2,2間部分に、円弧状に形成された断面円弧部3a,3aとを成型し、仕上げ加工において、前記断面円弧部3a,3aを変形して、前被接合用パイプ材Bの外周に対応して凹んだ円弧状に伸びるように、接合用パイプ材A内側に折り曲げ成型して接合凹部3,3を成型するものである。
(もっと読む)
Ni基溶接材料を用いた溶接方法
【課題】耐延性低下割れ性能が良好なERNi−Cr−Fe−7Aからなる溶接材料を用いた場合に、溶接部における割れの発生を回避することができるNi基溶接材料を用いた溶接方法を提供する。
【解決手段】Ni基溶接材料を用いた溶接方法が提供される。この溶接方法において、まず鋼材1に対してERNiCr−3からなる溶接材料を用いて溶接を施して鋼材1上に溶接ルート部初層3が形成される。この溶接ルート部初層3上にCr含有量が30%のERNi−Cr−Fe−7AからなるNi基溶接材料により溶接が施されて、溶接部2が形成される。
(もっと読む)
オーステナイト系高Ni鋼材同士の溶接接合部構造及び溶接接合方法
【課題】質量%で、Cr:20〜45%を含有するオーステナイト系高Ni鋼材同士の溶接接合部構造において、1000℃以上の温度で長期間使用したとき、溶接熱影響部のクリープ破断強度が低下し難く、長寿命を達成する。
【解決手段】オーステナイト系高Ni鋼材同士を溶接する前又は後に、前記鋼材同士の少なくとも溶接部分及びその近傍領域に、750〜1000℃の温度で0.5〜100時間の時効処理を行ない、前記鋼材同士の溶接における溶金部又は鋼材再溶解部の近傍の溶接熱影響部に微細な2次炭化物を析出させる。
(もっと読む)
溶接制御装置、溶接制御方法およびそのプログラム
【課題】炭酸ガス主体のシールドガスを用いても1周期あたり1溶滴移行が可能であり、何らかの外乱で溶滴移行の規則性がくずれても即座に正常状態に復帰させることができる技術を提供する。
【解決手段】ワイヤ先端205からの溶滴の離脱を検出する溶滴離脱検出部と、溶滴を離脱させる第1パルス201と、溶滴を整形する第2パルス202とを交互に生成して溶接電源に出力する波形生成器とを備える溶接制御装置において、波形生成器は、第1パルス201のピーク期間、立下りスロープ期間またはベース期間において溶滴の離脱が検出されなかった場合213に、第1パルス201のベース期間終了後に、第2パルス202とはパルスピーク電流および/またはパルス幅の異なるパルス形状を有する第3パルスを生成して溶接電源に出力することにより溶滴移行規則性のずれを修正する。
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】プラズマアークを確実に点弧するとともに溶接ビードの幅を均一化することが可能な2電極アーク溶接のアークスタート制御方法を提供すること。
【解決手段】シールドガスノズル内に配置された消耗電極および非消耗電極を備えた溶接トーチBを用い、MIGアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接のアークスタート制御方法であって、距離Dを定常溶接距離D1よりも小さい溶接準備距離D0とした状態で、MIGアーク6aを発生させるステップと、プラズマアーク6bを発生させるステップと、MIGアーク6aおよびプラズマアーク6bを発生させた状態で、距離Dを定常溶接距離D1とするステップと、を有する。このような構成により、プラズマアーク6bの点弧失敗を回避するとともに、溶接開始ビードが過度に太くなってしまうことを防止することができる。
(もっと読む)
81 - 100 / 517
[ Back to top ]