
Fターム[4E001AA04]の内容
Fターム[4E001AA04]に分類される特許
1 - 10 / 10
インライン検査方法およびインライン検査装置ならびにプラズマ−MIG溶接方法
【課題】所望の強度を実現できるような貫通孔が形成されているかインラインで検査することのできるインライン検査方法および装置を提供すること。
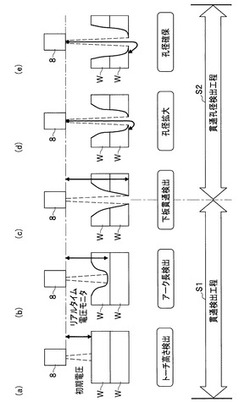
【解決手段】インライン検査方法は、重ね合わせた複数のワークWを貫通溶接する際、貫通孔をインラインで検査する方法である。インライン検査装置10は、ワークに形成された貫通孔の下孔径とプラズマアーク溶接のアーク電圧との関係を示す検量線データをワークの板厚および溶接条件ごとに記憶する記憶手段12と、処理手段13とを備え、処理手段13は、プラズマアーク溶接中のアーク電圧を監視し、アーク電圧に基づいて重ね合わせた複数のワークが貫通したことを検出する貫通検出工程S1と、アーク電圧を監視し、ワークの貫通から所定時間経過した後に測定されたアーク電圧を検量線データと照合することで、形成された貫通孔の下孔径を検出する貫通孔径検出工程S2とを実行する。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法

【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
アークスポット溶接装置
【課題】所望の接合強度が得られるワーク裏面ナゲット径Dsを形成するための溶接電流値Ir及び溶接時間Trを自動的に設定することができるアークスポット溶接装置を提供すること。
【解決手段】複数枚の被溶接材を重ねて形成されるワーク2に所定の溶接電流を所定の溶接時間だけ通電してアーク溶接するアークスポット溶接装置において、被溶接材の板厚Asを設定する板厚設定部ASと、ワーク2の裏面ナゲット径Dsを設定する裏面ナゲット径設定部DSと、板厚As及び裏面ナゲット径Dsと溶接電流値Ir及び溶接時間Trとの関係を予め設定した条件テーブルと、設定された板厚As及び設定された裏面ナゲット径Dsを入力として条件テーブルから溶接電流値Ir及び溶接時間Trを自動的に設定する条件設定部CSと、を備えている。
(もっと読む)
片面アークスポット溶接方法
【課題】TIGであっても複数枚のアルミニウム合金の薄板が重ねられて構成された被溶接物に対し、短時間で深い溶込みを実現し、溶接ビードが凸状である信頼性の高い溶接部を得ることができる片面アークスポット溶接方法を提供する。
【解決手段】トーチノズル1は、非消耗式電極3の周りに第1ガスG1を流して非消耗式電極3を外部の雰囲気から遮蔽する第1ガス経路を有する。ガスノズルカップ5は、トーチノズル1の周りを囲むようにトーチノズル1から間隔を設けて配置されている。このガスノズルカップ5とトーチノズル1との間には、第2ガスG2を流して非消耗式電極3及び第1ガスG1を大気から遮蔽する第2ガス経路6が設けられている。第1ガスG1にHeガス又はHeを25%以上含有するHe及びArの混合ガス、前記第2ガスG2にHe以外の不活性ガスを使用する。
(もっと読む)
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
(もっと読む)
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
半自動溶接用シーラー
【課題】半自動のアーク溶接に使用する場合においても燃えにくく、且つ作業性が良好な半自動溶接用シーラーを得る。
【解決手段】ゴムを基材とするエマルジョンを主成分とし、防錆油を7〜13重量%含有して半自動溶接用シーラーとすることで、水分の含有によりアーク溶接を行うに際しての通電性を確保することができ、鉄粉を内在していないので、長期保存においても錆びが発生することがない。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合方法
【課題】 亜鉛系合金めっき鋼板を接合する際、接合部での異種金属接触腐食によるめっき成分の溶出を防止し、耐食性に優れた接合部を得る。
【解決手段】 めっき成分中のアルミ含有量Aが3質量%以上であり、かつ片面当たりのめっき付着量Bが150≧B≧300/Aを満足し、かつ板厚が3mmを超える亜鉛系合金めっき鋼板1を用い、ステンレス鋼または銅合金溶接材料を用いて溶接する。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ板厚が1.0〜3.6mmの高強度鋼板のスポット溶接方法において、片面からプラズマにより接合部に貫通穴を形成した後、該貫通孔内に、降伏応力が270MPaで、オーステナイトからマルテンサイトまたはベイナイトに変態を開始する温度が200〜350℃である溶接金属を形成することにより溶接する高強度鋼板のスポット溶接方法溶接。
(もっと読む)
1 - 10 / 10
[ Back to top ]