
Fターム[4E001BB05]の内容
Fターム[4E001BB05]に分類される特許
61 - 80 / 198
長大鋼板の製造方法および開先加工装置

【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法

【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
低温用鋼のサブマージアーク溶接方法
【課題】高い引張強さと靭性が得られ、延性に優れた溶接継手が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】Ni基合金ワイヤ及び焼成型フラックスのいずれか一方または両方の、下記(1)式から求められる各金属成分のM含有量を、質量%で、C:0.03〜0.12%、Mn:0.5〜2%、但し、10×C/Mn:1.5以下、Ni:60%以上、Mo及びWのいずれか一方または両方の合計:19〜27%、Al及びTiのいずれか一方または両方の合計:0.3〜3%とし、Si、Cr及びCuの合計:1%以下で、上記Ni基合金ワイヤの残部を不可避不純物とし、上記焼成型フラックスの残部を不可避不純物等としたことを特徴とする低温用鋼のサブマージアーク溶接方法。M=Mw+0.5×Mf・・・(1) Mw:上記Ni基合金ワイヤ中の各金属成分の質量%、Mf:上記焼成型フラックス中の各金属成分の質量%
(もっと読む)
回転サブマージアーク溶接のアークセンサによる倣い制御方法
【課題】フラックスに覆われているためアーク発生地点を目視できない回転サブマージアーク溶接においても、アークセンサによる的確な倣い制御を可能とする。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、アークの回転円における溶接進行方向の前方中心点Cfとアーク電圧波形又はアーク電流波形の間に規則性がある所定回転条件範囲で、Cfを中心とする左右対称な所定積分領域のアーク電圧値又はアーク電流値の積分値SLとSRの差が一定値となるように狙い位置を制御する。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
タンデム回転サブマージアーク溶接方法
【課題】水平タンデムサブマージアーク溶接における高速溶接性、大脚長性、耐アンダカット性を向上する。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
(もっと読む)
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。 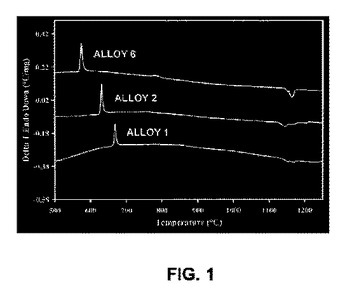 (もっと読む)
(もっと読む)
高温特性と靭性に優れた耐火構造用1パス大入熱溶接継手およびその製造方法
【課題】溶接方法によらず、溶接継手全体として、700℃以上における耐火性に優れ、かつ、構造物の安全性を確保し得る高い靭性を有する、耐火構造用1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する耐火構造用鋼材2と溶接部3とからなり、溶接部3に形成される溶接金属31が、規定範囲の成分を含有するとともに、次式{Nb%+0.35Mo%+0.20W%+0.75V%+0.30Ta%+0.20Zr%+0.05Cr%}で表されるNb当量が0.08〜0.55%の範囲を満足し、かつ、次式{C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}により定義される炭素当量(Ceq.)が0.25〜0.80%の範囲である。
(もっと読む)
加圧フラックス供給溶接トーチを有するサブマージアーク溶接システム、およびフラックスマフラ
サブマージアーク溶接システム。1つの実施形態では、サブマージアーク溶接システムは、ロボット(R)と、ロボットから遠位のフラックス供給部(140)と、ロボットから遠位の少なくとも1つのワイヤ供給部(125)とを含む。このシステムはまた、ロボットに接続された溶接トーチ(105)と、ワイヤ供給部を溶接トーチに接続するワイヤ経路と、フラックス供給部を溶接トーチに接続するフラックス経路とを含む。フラックス供給システムがフラックスをフラックス供給部から溶接トーチに移動させるように構成される。少なくとも1つのベントが、フラックス経路から空気を排出するために、フラックス経路上に溶接トーチ(105)に隣接して配置される。 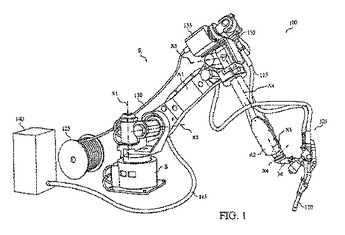 (もっと読む)
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 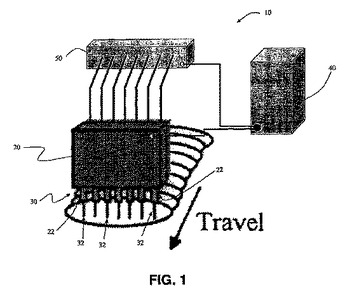 (もっと読む)
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】内外面一層溶接を行う鋼板のサブマージアーク溶接方法であって、内面溶接および外面溶接において、鋼板表面で計測したビード幅が(1)式を満たすとともに、鋼板表面から0.4tの深さの位置で測定したビード幅が(2)式を満たすことを特徴とする鋼板のサブマージアーク溶接方法。0.60≦W1/t≦0.95(1)W2/t≦0.45(2)但し、t:板厚(mm)、W1:内面溶接側および外面溶接側の鋼板表面において計測したビード幅(mm)、W2:内面溶接側および外面溶接側の鋼板表面から板厚方向に0.4tの位置で測定したビード幅(mm)
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
サブマージアーク溶接方法およびサブマージアーク溶接装置
【課題】サブマージアーク溶接の作業効率を向上することができるサブマージアーク溶接装置。
【解決手段】このサブマージアーク溶接装置は、コラムに支持されて被溶接材の溶接線に沿って前後に移動する第1のブームと、前記第1のブームの一端に設けられた第2のブームと、前記第2のブームに配置され、前記溶接線をサブマージアーク溶接する溶接部と、前記第2のブームに配置され、前記溶接後に残存するフラックスを回収するフラックス回収部と、前記第1のブームに配置され、前記溶接によって形成されたスラグを破砕する破砕部と、前記第1のブームに配置され、前記破砕されたスラグを回収するスラグ回収部と、を具備する。
(もっと読む)
溶接まま及び応力除去焼鈍後の強度、靭性に優れた溶接金属並びにその溶接金属によって接合された溶接構造物
【課題】溶接まま、あるいは応力除去焼鈍後においても優れた強度、靭性を発現する溶接金属及びそのような溶接金属により接合された溶接構造物を提供する
【解決手段】本発明の溶接金属は、質量%で、C:0.04〜0.15%、Si:0.50%以下、Mn:1.0〜1.9%、Ni:1.0〜4.0%、Cr:0.10〜1.0%、Mo:0.20〜1.2%、Ti:0.010〜0.060%、Al:0.030%以下、O:0.015〜0.060%、N:0.010%以下を含有し、残部がFeおよび不可避不純物からなる。また化合物として含まれるTi量(%)とSi量(%)の比、[化合物型Ti]/[化合物型Si]が1.5超とされ、さらに下記式によって算出されるA値が0.50以上とされたものである。
A=[Ti]/([O]−1.1×[Al]+0.05×[Si])
(もっと読む)
厚鋼板の溶接方法
【課題】板厚30mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な厚鋼板の溶接方法を提供する。
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
(もっと読む)
ガスシールドアーク溶接とサブマージアーク溶接を組み合わせた複合溶接方法およびその複合溶接機
【課題】多電極のガスシールドアーク溶接と多電極のサブマージアーク溶接とを組み合わせて鋼板を溶接するにあたって、ガスシールドアーク溶接とサブマージアーク溶接の電流密度をそれぞれ適正範囲に維持して、HAZの靭性劣化を防止し、かつ施工能率に優れた複合溶接方法およびその複合溶接機を提供する。
【解決手段】鋼板の突き合わせ部にガスシールドアーク溶接を行ない、その後方でサブマージアーク溶接を行なう複合溶接方法およびその複合溶接機において、ガスシールドアーク溶接を2電極以上で行なうとともにガスシールド第1電極でワイヤ径1.4mm以上の溶接用ワイヤを使用しかつガスシールド第1電極の電流密度を320A/mm2以上とする。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
アーク溶接システムのための溶接ヘッドおよび溶接ヘッドアセンブリ
本発明は、コンタクトデバイス170および1つ以上のワイヤフィーダユニット130、150を含む電気アーク溶接の溶接ヘッド100であって、コンタクトデバイス160は、電極アセンブリ170を含み、電極アセンブリ170は、コンタクトデバイス160において配置される少なくとも2つの可融の連続的に供給されるワイヤ電極172、174、176を含み、電極アセンブリ170において、少なくとも1つの電極174が他の電極172、176から電気的に絶縁されるように、当該電極174の電気的絶縁のための電気的に絶縁されるダクト180が提供される、ことを特徴とする溶接ヘッド、に関する。本発明はまた、電気アーク溶接コンタクトデバイス160および電気アーク溶接の溶接ヘッドアセンブリ200に関する。 (もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
アーク溶接方法およびアーク溶接のための装置
本発明は電気アーク溶接方法に関し、溶接棒アセンブリ100が、可溶性を有して連続し、ワーク10に電気アークを介して溶融池12を生じさせる、少なくとも二つの溶接棒110,112,114,118を具備し、少なくとも二つの溶接棒110,112,114,116,118は、溶接方向30に関して連続した順番に、そして互いに横に引き離されて配置され、溶接棒アセンブリ100のそれぞれの溶接棒110,112,114,116,118の少なくとも一つの安定性パラメータStab_parを監視し、溶接棒アセンブリ100の一つの溶接棒116が安定性基準Critを違反していないか確認し、一つの溶接棒116の安定性基準Critの違反が検知されたときに、安定性基準Critに違反した一つの溶接棒116を、一つ以上の隣り合う溶接棒110,112,114,118から少なくとも一時的に引き離すステップが行われる。 (もっと読む)
61 - 80 / 198
[ Back to top ]