
Fターム[4E001BB06]の内容
Fターム[4E001BB06]の下位に属するFターム
TIG溶接 (316)
MIG溶接 (358)
炭酸ガスアーク溶接 (165)
エレクトロガスアーク溶接 (30)
Fターム[4E001BB06]に分類される特許
61 - 80 / 115
電気溶接設備へのブランケットガス供給制御の配置と方法
電気溶接施設内でブランケットガスの流れを制御するのに使用される設備と方法であって、溶接機ユニットと電気的に接続する溶接電極を使用して溶接が遂行される。この設備は、溶接電極を組み込んだ回路内に搬送される電気溶接電流の大きさを特定するように適合され、電流の大きさを指示するI信号を供給するように適合された電流センサ出力を有する電流センサ3と、溶接電極へ加えられる電圧の大きさを決定するように適合され電圧の大きさを指示するU信号を供給する電圧センサ出力を有する電圧センサ11と制御デバイス6とを有する。制御デバイス6は電流センサ出力および電圧センサ出力にそれぞれ接続された入力を有し、またブランケットガスフローコントローラ7へ制御信号を供給する制御信号出力と、a)前記U信号が前記最初のU閾値よりも大きくてI信号が第1I閾値よりも小さいときに、所定の第1の大きさの制御信号を、またb)前記I信号が前記第1閾値よりも大きいときに、前記I信号に比例して変動する大きさの制御信号を、制御信号として供給するように適合されている。 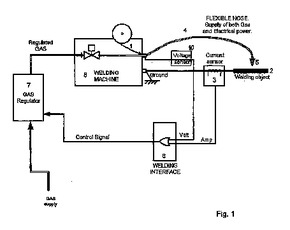 (もっと読む)
(もっと読む)
耐高温割れ特性に優れた高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法
【課題】 強度及び靭性並びに耐高温割れ特性に優れた隅肉溶接用高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法を提供する。
【解決手段】 鋼製外皮内に充填フラックスを充填してなる隅肉溶接用フラックス入りワイヤにおいて、ワイヤ全体で、金属または合金として、ワイヤ全質量に対する質量%で、C:0.01〜0.15%、Si:0.05〜0.8%、Ni:5.0〜12.0%、Mn:1.0〜3.5%を含有し、かつCaを、Ca含有量[Ca%]とMn含有量[Mn%]との関係が、[Mn%]+1.4×[Ca%]:1.5〜3.7%となるように含有すると共に、P:0.02%以下、S:0.01%以下に制限し、さらに、前記充填フラックスに、ワイヤ全質量に対する質量%で、SiO2、Al2O3、Na2O、および、K2Oのうちの1種又は2種以上を、これらの合計量が0.05〜1.0%となるように含有する。
(もっと読む)
ガスシールドアーク溶接方法

【課題】溶接速度によらず、高速溶接においても、スパッタの発生を抑制することができると共に、止端部形状の揃いが良好で、幅広かつ平坦なビード形状が得られ、また、耐割れ性、耐ブローホール性等にも優れるガスシールドアーク溶接方法を提供する。
【解決手段】ソリッドワイヤを用いてパルス溶接を行うガスシールドアーク溶接方法において、ソリッドワイヤが、S、Si、Mn、C、Pを所定量含有し、残部がFeおよび不可避的不純物からなり、パルス溶接のパルスPにおけるパルスピーク電流(Ip)が350A以上、パルスピーク期間(Tp)が0.5〜2.0msecであり、さらに、シールドガスとして、Ar:75〜98体積%で残部がCO2またはO2の1種以上である混合ガスを使用することを特徴とする。
(もっと読む)
電子流量制御を使用する溶接パージ制御
アーク溶接機のためのパージシステムが開示され、パージシステムは、制御システム(20)と、パージガス(28、30)のための少なくとも1つの自動流量制御設備(MFC)とを備え、該流量制御設備(WlFC)は、該制御システム(20)に動作可能に関連付けられ、該制御システム(20)は、溶接作業中に、溶接部位(W)へのパージガス(28、30)の流量を制御するように、該少なくとも1つの自動流量制御(MFC)の動作を制御する。さらに、溶接システムのパージ制御のための装置が開示される。さらに、溶接システム(10)が開示される。さらに、溶接作業中にパージを制御するための方法が開示される。  (もっと読む)
(もっと読む)
多電極ガスシールドアーク溶接方法
【課題】溶接速度が150cm/分以上の高速溶接においても、確実にビード外観が良好で、ビード形状不良防止及び湯溜まりの安定化を得ることができ、これらに起因する耐気孔性の劣化を確実に防止できる多電極ガスシールドアーク溶接方法を提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤを先行電極3及び後行電極4として使用し、先行電極と後行電極との極間距離を15乃至50mmに設定し、フィラーワイヤ5を先行電極3と後行電極4との間の溶融金属8中に挿入し、フィラーワイヤ4に正極性の電流(ワイヤマイナス)を流しながら溶接する。このとき、先行電極の溶着速度L(g/分)及び後行電極の溶着速度T(g/分)の和L+Tが100乃至500g/分であり、フィラーワイヤの溶着速度F(g/分)が0.03(L+T)乃至0.3(L+T)である。
(もっと読む)
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】
板厚0.6乃至10mmの薄板鋼板の溶接において、1.0m/分以上の高速溶接においてもビード形成が安定し、かつ高温割れ感受性が低く、疲労強度、引張強度及び靭性が優れた溶接継手を得ることができるガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】
C:0.02乃至0.15質量%、Si:0.50乃至1.50質量%、Mn:1.00乃至3.00質量%、P:0.025質量%以下、S:0.020乃至0.150質量%、更に、Nb:0.005乃至0.5質量%、V:0.005乃至0.5質量%、Al:0.010乃至0.5質量%、Cr:0.005乃至0.5質量%、Ni:0.005乃至0.5質量%、B:0.0010乃至0.0100質量%のうち1種又は2種を含有し、残部がFe及び不可避的不純物である。
(もっと読む)
薄鋼板の横向重ね継手の高速ガスシールドアーク溶接方法
【課題】 薄鋼板の重ね継手部の横向姿勢におけるガスシールドアーク溶接において、鋼板の隙間が大きい場合でも溶接時に溶け落ちを発生することなく、ビード幅の広い良好な溶接ビードを得る。
【解決手段】 Si含有量が0.1質量%以下で厚さ2.0〜4.5mmの薄鋼板の横向重ね継手部を1.2m/min以上の溶接速度でガスシールドアーク溶接する方法において、C:0.02〜0.10%、Si:0.5〜1.0%、Mn:1.0〜1.6%を含有するソリッドワイヤを用いて、ワイヤ送給速度11m/min以上、パルスピーク電流Ip:440〜520A、パルスベース電流Ib:30〜80Aで、かつパルスピーク電流Ipとパルスピーク時間Tpが下記(1)式を満足するパルスを付加して溶接する。
415≦Ip(A)×Tp(msec) ≦ 780 ・・・・(1)
(もっと読む)
耐候性鋼用ガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接方法
【課題】室温から−45℃程度までの環境でも高靭性を有するとともに、優れた低スパッタ性を有し、異材継手でも良好な耐候性、耐割れ性および強度を有するガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接法を提供する。
【解決手段】Arと、CO2またはO2の1種以上との混合ガスを使用する耐候性鋼用ガスシールドアーク溶接ソリッドワイヤにおいて、C、Si、Mn、P、S、Cu、Cr、Al、Ti、Mo、N、Oを所定範囲内で含有し、残部がFeおよび不可避不純物とからなり、Cの含有量およびPの含有量を用いて、C×P×104で計算される係数が22以下であり、必要に応じて、Cuを所定範囲内で含有するCuメッキ層を設けることを特徴とする。
(もっと読む)
UOE鋼管の製造方法
【課題】小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、(a1)X開先の外面側の開先角度を20°以上40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上20kW以下のレーザとの複合熱源を用いて1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて1パスで溶接し、合計2パスで溶接を完了する際、(d)下記式(1)を満たす流量(B)のシールドガスを、溶接線の左右両側のガスノズル口から供給する。
3≦B/A≦30 …(1)
A:ガスノズル口の面積(cm2) B:シールドガスの流量(リットル/分)
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造において、小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ部靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、X開先を溶接する際、(a1)前記X開先の外面側の開先角度を20°以上、40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上、20kW以下のレーザとの複合熱源を用いて、1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて、1パスで溶接し、合計2パスで溶接を完了する。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法
【課題】 建築構造物に適用して、溶接金属の引張強さが900MPa以上で安定した靭性が得られ、溶接欠陥のない高品質の溶接部が得られる高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量に対する質量%で、C:0.04〜0.12%、Si:0.25〜0.55%、Mn:1.5〜2.5%、Ni:2.5〜3.5%、Cr:0.7〜1.2%、Mo:0.55〜0.90%、Ti:0.005〜0.10%、Al:0.01超〜0.035%を含有し、P:0.012%以下、S:0.008%以下、N:0.006%以下で、その他はFeおよび不可避不純物であることを特徴とする。また、ワイヤ全質量に対する質量%で、VまたはNbの1種以上の合計:0.005〜0.035%を含有することを特徴とする。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
亜鉛めっき超高張力鋼板のアーク溶接方法
【課題】 引張強さが1.2GPa以上の亜鉛めっき超高張力鋼板を接合するアーク溶接方法であって、接合強度が高く、且つ、その接合強度のばらつきが少ないアーク溶接方法を提供する。
【解決手段】 亜鉛めっき超高張力鋼板の溶接時の溶け込み深さlが、その亜鉛めっき超高張力鋼板の厚さLの20%以上となるように溶接する。
(もっと読む)
MAG溶接方法及びこれに用いるシールドガス
【課題】亜鉛めっき鋼板を溶接する場合においてもブローホールやピットの発生を確実に防止して好適な溶接金属を形成可能なMAG溶接方法及びこれに用いるシールドガスを提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤと亜鉛めっき鋼板の間にアークを発生させ、シールドガスを供給しながら溶接金属を形成するステンレス鋼ワイヤを用いたMAG溶接方法において、シールドガスが、酸素と二酸化炭素と不活性ガスの混合ガスとされ、酸素の体積をY%、二酸化炭素の体積をX%としたときに、酸素と二酸化炭素の混合割合を、−X+1≦Y≦−0.25X+10、0≦X≦30、且つ0≦Yとなるように調整して、残体積を不活性ガスとする。
(もっと読む)
パルスアーク溶接方法
【課題】
炭酸ガス単体又は炭酸ガスを主成分とする混合ガスを用いた消耗電極式アーク溶接において、溶接アークを安定化させ、溶滴の移行規則性を向上させ、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】
相互にパルスピーク電流レベル及びパルス幅の異なるパルス波形を有する第1パルスと第2パルスとが交互に繰り返されるパルス電流を溶接電流としてアーク溶接する方法であって、第1パルスのピーク電流Ip1が300〜700A、ピーク期間Tp1が0.3〜5.0ms、ベース電流Ib1が30〜200A、ベース期間Tb1が0.3〜10msであり、第2パルスのピーク電流Ip2が200〜600A、ピーク期間Tp2が1.0〜15ms、ベース電流Ib2が30〜200A、ベース期間Tb2が3.0〜20msである。
(もっと読む)
2電極アーク溶接終了方法
【課題】消耗電極アーク溶接において、1トーチ内で2本のワイヤを送給して溶接するアーク溶接の終了方法の改善に関するものである。溶接速度が速いときに、ビード幅が減少したり、溶け込み不足が発生したり、ハンピングビードが生じる場合があり、溶接終了位置付近の溶接ビードが均一で美麗な外観を得ることができない。
【解決手段】1つの溶接トーチ内で先行ワイヤ及び後行ワイヤを送給して溶接する消耗2電極アーク溶接終了方法において、溶接終了に際して前記後行ワイヤの送給及び通電を停止し、前記後行ワイヤのアーク力によって窪んだ溶融池を埋める方向に前記溶接トーチを移動させて前記先行ワイヤがクレータ処理を行う消耗2電極アーク溶接終了方法である。
(もっと読む)
鋼板のアーク溶接法
【課題】高速溶接でも、充分なビード幅を確保し得る鋼板のアーク溶接方法を提供すること。
【解決手段】Si:0.20〜2%およびMn:1〜2.5%を、鋼板[Si]+鋼板[Mn]≧1.5を満たすように含有し、さらにO:0.002%以下、およびTi:0.3%以下を含有する鋼板と、Si:0.20〜1.0%、Mn:1.1〜1.8%、Ti:0.20%以下、Al:0.1%以下、およびBi:0.1%以下を含有するソリッドワイヤとを、鋼板[Si]×2+ワイヤ[Si]≧0.70、鋼板[Mn]+ワイヤ[Mn]≧2.2、および鋼板[Si]×2+ワイヤ[Si]+鋼板[Mn]+ワイヤ[Mn]+鋼板[Ti]×2+ワイヤ[Ti]×2+鋼板[Al]×2+ワイヤ[Al]×2+ワイヤ[Bi]×2<7.2を満たすように用いる、ガスシールドアーク溶接方法。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
61 - 80 / 115
[ Back to top ]