
Fターム[4E001BB06]の内容
Fターム[4E001BB06]の下位に属するFターム
TIG溶接 (316)
MIG溶接 (358)
炭酸ガスアーク溶接 (165)
エレクトロガスアーク溶接 (30)
Fターム[4E001BB06]に分類される特許
101 - 115 / 115
補剛板及び補剛板の製造方法
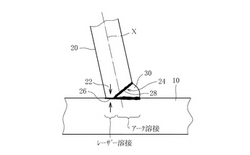
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
(もっと読む)
加工機用ノズル、溶接用コンタクトチップ、加工機用ノズルの製造方法、溶接用コンタクトチップの製造方法
加工機用ノズルの高寿命化を図るために、加工機用ノズルの金属母材表面に硬質セラミックスの被膜を形成する。加工機用ノズルの金属母材表面に硬質セラミックスの被膜を形成することにより、この加工機用ノズルは表面に傷が付きにくく、熱に強いものとされる。これにより、この加工機用ノズルでは加工中のワークの返りとの接触などによる傷の発生、熱による変形などに起因して寿命が短くなることが防止され、高寿命化が実現される。 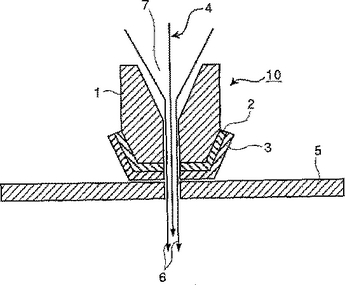 (もっと読む)
(もっと読む)
拡散性水素が減少した芯つき電極
【課題】溶接ビード中の拡散性水素の量を減少させることのできるガス遮蔽された芯つき電極の使用を含む溶接法、芯つき電極のフッ素含量を増加するために2つ以上のフッ素発生化合物を含む芯つき溶接電極の提供。
【解決手段】拡散性水素の減少した溶接ビードを形成する金属さやおよび充填組成物からなる芯つき電極において、該充填組成物がスラグ形成剤および少なくとも2つのフッ素含有化合物を含み、該フッ素含有化合物のそれぞれが該充填組成物の重量基準で少なくとも0.2重量%のフッ素を含みかつ該充填組成物が少なくとも0.5重量%のフッ素を含む芯つき電極およびこの電極を使用するガス遮蔽電気アーク溶接法。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ

【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
消耗電極式アーク溶接方法及び装置
【課題】低変態温度溶接材料からなる溶接ワイヤを用いて溶接を行うことで溶接変形を抑えると共に、溶接施工条件が相違しても同一の溶接ワイヤで対応可能とし、製造コストの低減、材料・施工管理の単純、容易化を可能とする消耗電極アーク溶接方法及び装置を提供する。
【解決手段】マルテンサイト変態開始温度の異なる2種類の溶接ワイヤを準備し、消耗電極ワイヤW1にマルテンサイト変態開始温度が高い方の溶接ワイヤを用い、フィラーワイヤW2にマルテンサイト変態開始温度が低い方の溶接ワイヤを用い、消耗電極ワイヤとフィラーワイヤの供給量比が予め設定した値となるよう消耗電極ワイヤの供給量に応じてフィラーワイヤの供給量を調整して溶接金属のマルテンサイト変態開始温度を制御しつつ溶接を行う。
(もっと読む)
レーザ照射アーク溶接方法
【課題】レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供する。
【解決手段】被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、レーザ光がアークに先行又は後行し、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角又は後退角であり、レーザ発振器がファイバーレーザであるレーザ照射アーク溶接方法である。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼のガスシールドアーク溶接に使用するシールドガスであって、窒素ガスと炭酸ガスとの二成分系の混合ガスであり、混合ガスの配合比率を窒素ガス6〜70Vol%、残り炭酸ガスとした。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
溶接部の耐食性および耐亜鉛脆化割れ性に優れた亜鉛めっき鋼板の溶接方法
【課題】 亜鉛系合金めっき鋼板をステンレス系溶接ワイヤを用いてアーク溶接する際に、溶接部、特にステンレス系成分の溶接金属の液体金属脆化割れを抑制し、従来に比べ耐食性および耐液体金属脆化割れ性に優れた溶接部が得られる亜鉛系合金めっき鋼板のアーク溶接方法を提供する。
【解決手段】 合金成分として、ワイヤ全質量に対する質量%で、C:0.01〜0.05%、Si:0.1〜0.5%、Mn:0.5〜3%、Ni:7〜12%、Cr:24〜30%を含有し、さらに、Mo:1%以下、N:0.1%以下に制限したステンレス系溶接ワイヤを用いて前記亜鉛系合金めっき鋼板の接合部にフェライト相が面積率で25%以上含有し、かつ引張り強さ(TSW)が母材引張り強さ(TSB)に対する比(TSW/TSB)で1.8以下である溶接金属を形成する溶接部の耐食性および耐液体金属脆化割れ性に優れた亜鉛系合金めっき鋼板のアーク溶接方法。
(もっと読む)
溶接トーチのクリーニング方法および装置
本発明は、溶接トーチ(11)のクリーニング方法および溶接トーチ(11)のクリーニング装置に関するもので、溶接トーチ(11)の先端にクリーニング液または湿潤液を塗布する装置を備え、電磁的クリーニングにかけるために、溶接トーチ(11)の挿入のための開口(4)を有するコイル(3)を備える。本発明の装置は、前記コイル(3)に接続された電力供給装置(7)も備える。本発明の目的は、可及的に迅速で自動化が可能なように実行できるクリーニング方法を提供し、対応するクリーニング装置を作成することである。このためクリーニング液を塗布する装置は、例えば、貯蔵器(2)またはノズル(32)からなり、コイル(3)は、コイル(3)の下方に配置され、電磁的に除去された異物を保持する廃棄物容器(6)とともに、共通のハウジング(1)に配置される。好ましくは、クリーニング液を塗布する装置は、コイル(3)の開口(4)の内側または下方に置かれ、これによりクリーニングの際に、溶接トーチ(11)を実質的に同じ位置に配置することができる。  (もっと読む)
(もっと読む)
ステンレス鋼溶接用シールドガス
【課題】 溶接金属の結晶組織が粗大化することを抑えることが出来ながらも、ランニングコストを軽減することのできるステンレス鋼溶接用のシールドガスを提供する。
【解決手段】 ステンレス鋼の溶接時に使用するシールドガスであって、アルゴンガスと窒素ガスと炭酸ガスとの三成分からなり、アルゴンガスをベースガスとし、10VOL%〜30VOL%の窒素ガスと、0.5VOL%〜20VOL%の炭酸ガスとを混合した混合ガス組成に構成したことを特徴としている。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼の溶接時に使用する溶接用のシールドガスであって、ベースとなる窒素ガス中に、2〜8VOL%の酸素ガスが混合されている窒素-酸素の混合ガスで構成した。
(もっと読む)
タイロッドケーシングを製造するための方法
タイロッドヘッド(1)と、該タイロッドヘッドに固定されるシャフトエレメント(2)とから成るタイロッドケーシングを製造するための方法であって、シャフトエレメント(2)とタイロッドヘッド(1)とから成るタイロッドケーシング素材部分を製造した後に、タイロッドヘッド(1)に機械的な切削プロセスにより最終構成形状を与える方法において、
シャフトエレメント(2)を、抵抗圧接溶接過程によってタイロッドヘッド(1)に結合し、次いで、タイロッドヘッド(1)の外周面とシャフトエレメント(2)の外周面との間に、両構成部分を結合する、溶接過程により生ぜしめられる少なくとも2つの材料集積部(8,9)を形成する。 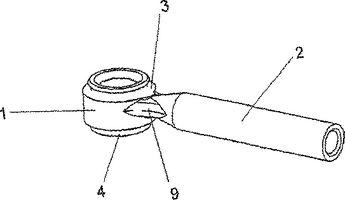 (もっと読む)
(もっと読む)
レーザ照射を伴うアーク溶接のアーク開始方法、該方法を行なう溶接装置及び制御装置
【課題】ハイブリッド溶接において、溶け落ちを防止しつつアーク開始を確実に起きない、溶接品質を向上させる。
【解決手段】ロボット制御装置から、レーザ照射開始指令が、アーク発生前のレーザパワー指令条件とともにレーザ発振機に対して指令される。アーク発生前のレーザパワー指令は、入熱量を抑えるもので、(*1)〜(*3)の中から母材材質、厚さ等の条件に応じて選択する。アーク溶接開始指令は、溶接電圧、ワイヤ送給速度指令とともに、アーク溶接電源に対して指令される。アーク溶接指令がなされ、ワイヤが母材に接触するまでは、無付加電圧となる。また、ワイヤ送給速度はアークが発生するまでは遅く指令される。
ワイヤが母材に接触し、アークが発生するとそれが検出され、レーザパワー指令条件が加工用の条件に変更される。
(もっと読む)
被覆鋼板の重ね溶融溶接方法
【課題】面倒かつ困難な隙間管理をすることなく、溶接時に被覆鋼板間の被覆材料がガス化することに起因するブローホール等の溶接欠陥を抑制する。
【解決手段】Znめっき鋼板1の重ね溶融溶接方法において、低融点溶加材としてのCu系溶加材4を溶融池7中に混入させる。これにより、溶融池7内の外周域であって両鋼板1、1間のZnめっき層2、2に接する部位における温度をZnの沸点以下とする。この溶融池7の最外周に接するZnめっき層のZnは溶融するのみで沸騰することがない。このため、両鋼板1、1間のZnめっき層2がガス化して発生するガス量を低減させて、溶融池7内に侵入するガス量を低減させることができる。また、溶融池7が素早く凝固して形成された溶接部6が溶融池7内のZn蒸気の行く手を阻むため、Zn蒸気が溶融池7内に滞留することなく溶融池7を素早く抜け出る。
(もっと読む)
101 - 115 / 115
[ Back to top ]