
Fターム[4E001BB07]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | TIG溶接 (316)
Fターム[4E001BB07]に分類される特許
81 - 100 / 316
中空電極アーク・レーザ同軸複合溶接方法
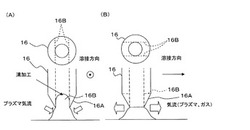
【課題】従来のレーザ・アーク複合溶接では困難であった低出力レーザで深い溶け込みの安定した溶接ビードが得られる中空電極アーク・レーザ同軸複合溶接方法を提供する。
【解決手段】中空電極16を用い、該電極の内外に不活性ガスを主成分とするガスを流しながら、電極先端からアーク放電を行い、且つ、前記中空電極の内側にレーザを軸方向に照射して母材を溶接する中空電極アーク・レーザ同軸複合溶接方法において、前記電極は、先端部周囲に中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に厚さ方向に連続する溝部16Bが、該先端部周囲の対向する2箇所に形成されている。
(もっと読む)
水中溶接装置

【課題】トーチの小型、簡素化及びアーク電極先端部を気中環境下にし溶接をする工法で、水排除及び乾燥時間の短縮、水排除の確実性の向上及び高品質な溶接を可能にする。
【解決手段】水中環境下で局部的に気中環境下にし、溶接を行う水中溶接装置であって、水中用溶接ヘッドに搭載され、絶縁材を使用したトーチボディ(73)の外周に、ガス噴射用の溝(74)を加工し、該トーチボディ(73)を金属製のカバー(79)で覆い、該トーチボディ(73)に、アーク電極(23)、ワイヤノズル(22)、カメラ(9)、照明(13)の一又は複数を配備し、これらを一体化し、且つ、小型化したトーチ構造としたことを特徴とする水中溶接装置であり、また、トーチボディ(73)の先端部に、独立気泡型で伸縮自在で、可撓性を有するシールド材が装備された支持材と、トーチボディ(73)の先端との間に、耐熱、弾力性を有する吸収材を設けたトーチ構造。
(もっと読む)
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
2電極アーク溶接装置及び2電極アーク溶接方法
【課題】2本の非消耗式電極を用いて、溶け込み性能を向上させた溶接を行うこと。
【解決手段】2電極アーク溶接装置1において、電源装置11は、正極電圧と、正極電圧とは電位が異なる逆極電圧を出力する。正極用アークトーチ14の非消耗式電極41は、電源装置11から出力された正極電圧が印加され、アークを発生させる。逆極用アークトーチ15の非消耗式電極41は、電源装置11から出力された逆極電圧が印加され、アークを発生させる。正極用アークトーチ14及び逆極用アークトーチ15の両端間の距離であるアーク間距離L1は、両者の間でアークが発生しない最低距離(アーク間臨界距離)以上となっている。
(もっと読む)
薄板金属の溶接継手および溶接方法
【課題】溶接部近傍で溶接部材を板厚方向に固定する固定冶具を必要とすることなく、溶接中の熱変形によっても溶接部材の目違いが生じることのない薄板金属の溶接継手および溶接方法を得る。
【解決手段】溶接部材である薄板金属1の一辺に周期的に切り込みを入れ、切り込みフィン2を形成する。前記のように形成された薄板金属1の切り込みフィン2を、互い違いに組み合わせて溶接部を形成し、片面からTIG溶接用トーチ等の溶接熱源3によって加熱する。
(もっと読む)
含銀抗菌ステンレス鋼溶接活性剤
【課題】 含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼材の溶接道が抗菌の目的に達することができる。
【解決手段】 重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれるように構成されている。
(もっと読む)
中空電極及びそれを用いる非消耗電極式ガスシールドアーク溶接方法
【課題】従来のTIG溶接では困難であった高電流による深い溶け込みの溶接ビードが得られるようにする。
【解決手段】電極の内外に不活性ガスを主成分とするガスを流しながら、該電極先端からアーク放電を行って母材を溶接するTIG溶接に用いる中空電極16において、前記電極の先端部周囲に、中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に、径方向に連続する溝部16Bが、該先端部周囲の1箇所又は、対向する2箇所に形成されている。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
シールドガス流量調節装置
【課題】不活性ガスアーク溶接・溶断機においてアフターフローに流すシールドガスの無駄を確実に減じ、溶接機等を改造することなく、別体の付属品として現場において簡単に設置することができるシールドガス流量調節装置の提供を課題とする。
【解決手段】それぞれ異なる流量が流れる複数の切換用流路12と、切換用流路12を切り換える流路切換器13と、流路切換器13を制御する制御部14と、アークの点弧、消弧の状態を検出してその情報を制御部14に送る検出器15とを備えたシールドガス流量調節装置1であって、制御部14は、検出器15からの情報によりアークが点弧状態か消弧状態であるかを自動判定すると共に、アークが点弧状態から消弧状態になったことを判定すると、流路切換器13を介して切換用流路12を切り換え、点弧状態での流量よりも少ない一定流量のシールドガスをアフターフローとして流すように構成した。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
薄板部材の溶接方法、およびその方法を用いた缶体の製造方法
【課題】金属性薄板部材同士の溶接時、余分な部品を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることの出来る溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成された冠部2bが設けられ、両L字型端部1a、1bの端部面1c,2cが接し、前記冠部2bが第1の薄板部材のL字型端部1aを覆って冠部20がかしめ加工され突き合わせ部20が形成された後、この突き合わせ部が溶融される。
(もっと読む)
白金溶接構造および方法
【課題】 酸化物分散強化型貴金属からなる二片を互いに溶接してなる溶接物において、溶接接合部を強化する。
【解決手段】 第1の酸化物分散強化型白金または白金合金部分101および第2の酸化物分散強化型白金または白金合金部分103を提供する。溶接棒201として白金含有溶接材料を提供する。白金含有溶接材料により、第1の白金または白金合金部分101を第2の白金または白金合金部分103に溶接する。この溶接工程において、第1と第2の部分101,103よりも高いレベルで、Zr、ZrO2およびロジウムからなる群より選択される成分を少なくとも1種類含む白金または白金合金溶接ビード205を形成する。溶接ビード205が、第1と第2の部分101,103よりも高いレベルでZrO2を含むことが好ましい。
(もっと読む)
閉止水栓のシール座面を加工する方法および装置
本発明は、発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する方法に関するものであり、次の各ステップを有している。すなわち、a)水栓上側部分(16)とハウジング取付部品(32)が閉止水栓(6)のハウジング(10)から取り外され、それによってハウジング開口部(14)が解放され、b)軸受支持部(56)を有するクランプ装置(40)がハウジング開口部(14)を通して接続管または別の接続管(8a,b)へ挿入されて、その内壁(50)に固定され、c)ハウジング開口部(14)を通して軸受(64)を担持する加工機械(58)がハウジング(10)の中に挿入されて、軸受(64)により軸受支持部(56)に支承され、d)加工機械(58)によってシール座面(24a,b)で加工ステップ(B1−4)が実施され、e)加工機械(58)が軸受支持部(56)から外されて、ハウジング開口部(14)を通して取り出され、f)必要に応じてステップc)からe)が別の工作機械もしくは同じ工作機械(58)で反復され、g)クランプ装置(40)が接続管(8a,b)から外されて、ハウジング開口部(14)を通して取り出され、h)水栓上側部分(16)と取付部品(32)がハウジング(10)に取り付けられる。発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する装置は、閉止水栓(6)のハウジング開口部(14)を通って接続管または別の接続管(8a,b)へ挿入可能であるクランプ装置(40)を含んでおり、該クランプ装置は軸受支持部(56)と、接続管(8a,b)の内壁(50)と協働する固定部材(47)とを含んでおり、シール座面(24a,b)で加工ステップ(B1−4)を実行するためにハウジング開口部(14)を通してハウジングへ挿入可能な少なくとも1つの加工機械(58)を有しており、加工機械(58)は軸受支持部(56)で支承可能な軸受(64)を有している。 (もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
ステンレス鋼製パネル溶接施工貯水槽
【課題】TIG溶接による耐食性、とくに耐孔食性低下の小さいステンレス鋼素材を貯水槽パネルに用い、溶接ままの状態で上水を蓄える貯水槽への適用に好適で酸化スケール除去作業の省略による作業環境の改善とこれに要するコスト低減が可能となり、研磨やけによる耐候性低下が小さくパネルの耐候性に優れた溶接施工貯水槽を提供する。
【解決手段】貯水槽パネルの素材として、質量%で、C:0.02%以下、Si:0.1〜1%、Mn:0.4%以下、P:0.04%以下、S:0.005%以下、Ni:0.3〜2%、Cu:0.8%以下、Cr:23〜26%、Mo:0.2〜0.8%未満、Nb:0.1〜0.5%、Ti:0.15〜0,4%、N:0.025%以下、Al:0.04〜0.3%、Ca:0.002%以下に制限し、残部Feおよび他の不可避的不純物からなるフェライト系ステンレス鋼を用いることにより、TIG溶接部の耐孔食性に優れるとともに、パネル素材の表面仕上げを#300以上の研磨仕上げとしても研磨やけによる耐候性の低下が小さく、貯水槽パネルの溶接施工において貯水槽内面溶接部のスケール除去省略が図れる溶接施工貯水槽を得る。
(もっと読む)
制御装置の端子と回路導体の溶接方法
【課題】FET等の電子部品の端子とバスバー等の回路導体とを超小型のTIG溶接機で電子部品の破壊を防止しつつ簡単かつ確実に低コストで溶接することができる制御装置の端子と回路導体の溶接方法を提供する。
【解決手段】複数の端子11を有した電子部品10′の端子11と回路導体22とを超小型のTIG溶接機1′の一方の電極4からの溶接アーク9により溶融して接合するようにした制御装置に用いる電子部品10′の端子11と回路導体22の溶接方法であって、電子部品10′の複数の端子11の全ての端子を、他方の電極を兼用したアースクランプ治具6で挟んで全ての端子11が同電位になる状態とした後で、溶接する端子11と回路導体22とをアースを取りながらアーク溶接する。この際、複数の端子の各端子間の距離が離れるように予め形成しておいた電子部品を用いると良い。
(もっと読む)
制御装置の端子の溶接方法
【課題】他部品への熱影響を抑制しながら、電源回路用の端子のように幅の広い端子を接続する場合にもマイクロスポットTIGを溶接適用することができる制御装置の端子の溶接方法を提供する。
【解決手段】2枚の幅広帯板状の端子11,21の先端部11a,21aを互いに重ね合わせた状態でマイクロスポットTIG溶接により接合するに際し、端子11,21の先端部11a,21aを、該端子11,21の幅方向の中間部に先端部の端縁からスリット11b,21bを入れることで、マイクロスポットTIG溶接が可能な幅の複数の小幅状先端部に分割し、各小幅状先端部ごとに電極101を近づけてマイクロスポットTIG溶接を施すことにより、両端子11,21の先端部11a,21a同士を溶融して接合する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至2.5質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
81 - 100 / 316
[ Back to top ]