
Fターム[4E001BB07]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | TIG溶接 (316)
Fターム[4E001BB07]に分類される特許
141 - 160 / 316
溶接装置
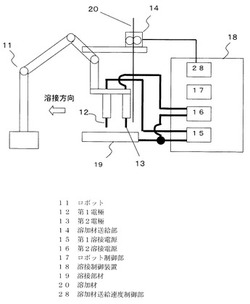
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
金属溶接管製造装置

【課題】従来の金属溶接管製造装置は、復路管の内側に電力供給線を挿入することで電力供給線を冷却するように構成しているので、内面溶接トーチを冷却するのに十分な第2冷却水の流量(流速)を確保するために、復路管の径を大きくする必要があり、小径の金属溶接管に適用できないという問題が生じる。
【解決手段】本発明による金属溶接管製造装置は、往路管130及び復路管131の少なくとも一方を内部に第2冷却水14が通される金属管で構成し、この金属管を電力供給線17として用いる構成としている。
(もっと読む)
薄板金属の開先加工方法とその開先加工装置
【課題】薄板金属の開先加工において歪やそり、粉塵や切粉等の発生をなくし、開先加工箇所の表面処置被膜を除去して開先の溶接箇所にピンホールを発生させない薄板金属の加工方法と薄板金属の加工装置を提供する。
【解決手段】直線状または円弧状の突出部32を形成した第1金型10と直線状または円弧状の溝部38を形成した第2金型12とによって、薄板金属18の第1面18aに突出部32で山形の凹部40を形成する。その山形の凹部40を形成する際に、凹部40が形成される第1面18aの反対側の第2面18bに第2金型12に形成した溝部38に突出する膨らみ部42を形成する。この膨らみ部42の形成により薄板金属18に歪が発生しなくなる。凹部40と膨らみ部42とを通る位置で薄板金属18を切断すれば、山形の凹部40の壁面が傾斜面46となり、その傾斜面46が開先面となり、2枚の薄板金属18の例えば90度の角度での溶接が可能になる。
(もっと読む)
缶体の製造方法、缶体の溶接継手構造および缶胴
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
アーク溶接装置
【課題】 被溶接物に搭載された耐電圧の低い電子部品を損傷しないようにしたアーク溶接装置を得る。
【解決手段】
溶接電源の一極に接続された導電性ブロック2の表面に密着し、導電性ブロック2と電気的に結合された導電性シート19と、溶接電源の多極である電極14との間でアーク起動を行い、任意のアーク起動回数毎に異なる表面でアークが起動されるように導電性シート19を導電性ブロック2上を移動させるように構成し、被溶接物の被溶接個所を保持するクランプ治具と導電性ブロック2とを電気的に切断された状態で導電性シート19の表面でアーク起動を行うと共に、アーク起動後に導電性ブロック2とクランプ治具とを電気的に接続し、電極14を移動して被溶接個所に対向させて被溶接個所の溶接を行うようにした。
(もっと読む)
高強度鋼板およびそれを用いた車両用強度部材
【課題】高強度鋼板において、高次元での高強度と衝撃エネルギー吸収能を兼ね備え、車両用強度部材に好適なものとする。
【解決手段】合金成分が、
Ceq(C当量)=C+Mn/20+Si/40+4P+2S<0.4
を満たし、かつ、引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上である高強度鋼板とする。
(もっと読む)
歪みを最小化する鋳造物のレーザ溶接
【課題】沸騰水型原子炉の燃料デブリフィルタの組み立てにおいて、レーザ溶接を使用する工程が開示される。
【解決手段】このレーザ溶接工程は、溶接中に最小限の熱を加えることによって、デブリフィルタの下部タイプレート14の歪みを最小化する。固定具52は、溶接中に一定に制御されたレーザ光源75の下で、4自由度の動作を通して鋳造下部タイプレート14を保持する。溶接工程は、また、レーザ溶接工程中に起こり得る部分溶け込み溶接44および46中の裂け目41および43から結果として起こる応力腐食割れの可能性を減少させる。
(もっと読む)
金属合金からボデーを製作するための方法
【課題】自己着火式の内燃機関で用いられるような、特に急速に加熱するグロープラグに関して、比較的長時間の運転後でも亀裂の形成を確実に防ぐ。
【解決手段】再結晶温度で加熱した後に、少なくとももう一度ボデーを変形させ、これにより20〜50%の変形度を生ぜしめ、次いでニッケルベース合金から成るボデーを再結晶加熱又は溶解加熱し且つ/又は1220〜1330℃の範囲内の温度で溶解加熱を実施するようにした。
(もっと読む)
接合方法
【課題】本発明は、第一金属部材の側面と、第二金属部材の端面とを突き合せてなる被接合金属部材の側面間における水密性及び気密性を高めるとともに、接合強度を高めることが可能な接合方法を提供することを課題とする。
【解決手段】
本発明は、側面に凸部を備えた第一金属部材1aと端面に凹部を備えた第二金属部材1bとを、側面と端面で突き合わせてなる被接合金属部材1を形成する突合工程と、突合部J1に対して表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して側面から溶接及び摩擦攪拌の少なくともいずれか一方を行う側面本接合工程と、を含み、表面側塑性化領域W1と溶接金属T1又は第一側面側塑性化領域W3とを重複させるとともに、裏面側塑性化領域W2と溶接金属T1又は第一側面側塑性化領域W3とを重複させることを特徴とする。
(もっと読む)
金属材料加工用の潤滑油
【課題】潤滑性、防錆性、脱脂性を兼ね備えながら、アーク溶接時に煤の発生が少ない金属材料加工用の潤滑油を提供する。
【解決手段】潤滑油基油に、添加剤として(a)硫黄系極圧剤と、(b)防錆剤と、(c)カルシウム系添加剤とを配合してなる。添加剤の全量が潤滑油全量基準で8〜12%であり、かつ40℃における動粘度が50〜70mm2 /sである。各添加剤の相対比率(a):(b):(c)は、重量基準で40:1.5〜6.5:5の関係が保たれている。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 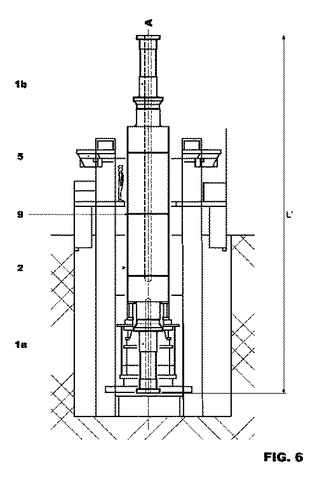 (もっと読む)
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦攪拌を行うとともに金属部材の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、一対の金属部材の端面同士を突き合わせて被接合金属部材1を形成する突合工程と、被接合金属部材1の突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して被接合金属部材1の裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して被接合金属部材1の側面から溶接を行う溶接接合工程と、を含み、第一本接合工程で形成された表面側塑性化領域W1と、第二本接合工程で形成された裏面側塑性化領域W2とを重複させるとともに、溶接接合工程において、表面側塑性化領域W1及び裏面側塑性化領域W2を溶接金属で密閉することを特徴とする。
(もっと読む)
溶接用ソリッドワイヤ
【課題】極低温鋼母材と同程度の低温靭性を確保することに加えて更に高い耐亀裂発生強度を有するという優れた極低温特性を備えた溶接継手を形成することが可能な共金系溶接ソリッドワイヤおよびその溶接金属を提供すること。
【解決手段】質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMが0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
(もっと読む)
水中補修システム及びこれを用いた水中補修方法
【課題】プール内壁の被補修部に当て板を溶接して補修する補修作業を狭隘部でも実施することができる具体的な構成を実現し、これによって溶接部に噴き出し穴が生じるのを防止することができる水中補修システム、及びこれを用いた水中補修方法を提供する。
【解決手段】当て板4をプール内壁2の被補修部に配置して支持する当て板支持装置6と、当て板4のガス抜き穴4aに閉止プラグ5を取り付けるプラグ取付装置7と、当て板支持装置6で支持された当て板4の局部を覆うように気相空間を形成して移動させつつ、気相空間における当て板4の周縁部を溶接し、その後、プラグ取付装置7で当て板4のガス抜き穴4aに取り付けられた閉止プラグ5の全体を覆うように気相空間を形成しつつ、閉止プラグ5の周縁部を溶接する水中溶接装置8と、当て板支持装置6、プラグ取付装置7、及び水中溶接装置8を遠隔操作する制御装置10とを備える。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
両側溶接方法及び両側溶接構造物
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
TIGアーク溶接装置
【課題】フィラワイヤを通電してもアーク偏向を小さくできて、それにより安定した高溶着、大電流のTIGアーク溶接装置を提供できるようにする。
【解決手段】TIG溶接トーチのタングステン電極23と母材との間にアーク31を発生させる電圧を供給し、また、アーク31に向けてフィラワイヤ24を送給し、かつフィラワイヤ24と母材との間に電圧を供給し、その場合、タングステン電極23と母材との間に流れる電流の方向とは逆向きにフィラワイヤ24と母材との間に電流を流して、フィラワイヤ24先端から断続的にアークを発生させると共に、タングステン電極23から発生するアークの熱とフィラワイヤ24から発生する熱によってフィラワイヤ24先端がアークと短絡とを繰り返す状態を維持するようにした。
(もっと読む)
溶接方法
【課題】ブローホールあるいは溶け不足のない、溶け込みの深い健全な溶融接合部を得ることのできる溶接技術を提供する。
【解決手段】2枚の鋼板の端面同士を突き合わせてI型継手部を形成する工程(1)と、前記I型継手部に形成されたギャップGのうち前記鋼板の表面側に形成されたギャップを封止する封止部17aを、該ギャップに隣接する鋼板の表面をアークにより溶融して形成する工程(2)と、前記形成された封止部を含む前記鋼板の表面に溶け込み促進剤4aを塗布する工程(3)と、促進剤が塗布された前記鋼板の表面をアークにより溶融して溶け込ませて、前記I型継手部を表面側から溶融接合する工程(4)と、 裏面側に形成された突き合わせ部に溶け込み促進剤を塗布する工程(5)と、裏面をアークにより溶融して、少なくとも前記表面側から形成された溶融接合部に達するまで溶け込ませて、前記I型継手部を裏面側から溶融接合する工程(6)を含む。
(もっと読む)
配管の肉盛溶接方法
【課題】 原子炉再循環系配管などの溶接継手において応力腐食割れの進展を抑制する配管の肉盛溶接方法を提供する。
【解決手段】 原子炉再循環系配管1を肉盛溶接するにあたって、溶接前の開先加工部17に応力腐食割れ進展方向8と交差する方向14に溶接金属のデンドライト組織を成長させた肉盛溶接層を形成し、配管内面側6の表面硬化層4で発生した応力腐食割れ18が溶接金属7の内部に進展することを抑制する。
(もっと読む)
141 - 160 / 316
[ Back to top ]